










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
On-line version ISSN 2411-9717
Print version ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.112 n.3 Johannesburg Mar. 2012
JOURNAL PAPERS
Maximizing the recovery of fine iron ore using magnetic separation
M. Dworzanowski
Anglo American Mining and Technology, Anglo Research, South Africa
SYNOPSIS
The beneficiation of fine iron ore will increase in importance in the future because most new iron ore resources will be in the form of lower grade ore deposits that will require liberation of iron ore minerals at finer sizes. Generally this fine iron ore will be benefi-ciated to produce a pelletizing concentrate with very strict chemical and physical specifications. In addition, because of the increasing demand for iron ore there are now more opportunities to produce by-product iron ore from mining operations producing other commodities. In the past the associated iron ore minerals would report to final tailings but now there is potential value to be realised from by-product revenue. These by-product iron ore opportunities are almost all centred on producing pelletizing concentrate.
Currently pelletizing concentrates are produced mainly by various combinations of flotation and magnetic separation. The selection of the beneficiation route will depend on ore mineralogy and considerations around plant capacity and final concentrate quality. The main economic iron minerals are magnetic, haematite being paramagnetic and magnetite being ferromagnetic. This, therefore, means that magnetic separation can be applied, in principle, to all fine iron-ore beneficiation plants. While flotation has a considerable capacity advantage over magnetic separation, the real advantage of magnetic separation over flotation in fine iron-ore beneficiation is that treatment of -10 µm iron ore is possible—in flotation, the feed is deslimed at 10 µm and the -10 µm stream is considered to be final tailings, even though there is often a significant amount of contained iron ore.
This paper describes a study around the recovery of fine magnetite in the form of a pelletizing concentrate. The study is based on an evaluation of an iron ore by-product opportunity from an iron oxide copper-gold (IOCG) deposit. Experiments were conducted to quantify the differences in magnetic separation performance with decrease in particle size treated. A mineralogical evaluation of all the test work products was undertaken to facilitate the interpretation of the test work results. These results were then used to propose an economically viable flowsheet for maximizing fine magnetite recovery using magnetic separation.
Keywords: magnetite, magnetic flocculation, magnetic susceptibility, Davis tube, pelletizing concentrate.
Introduction
The beneficiation of fine iron ore will increase in importance in the future because most new iron ore resources will be in the form of lower grade ore deposits that will require liberation of iron ore minerals at finer sizes. Generally this fine iron ore will be beneficiated to produce a pelletizing concentrate with very strict chemical and physical specifications. In addition, because of the increasing demand for iron ore there are now more opportunities to produce by-product iron ore from mining operations producing other commodities. In the past the associated iron ore minerals would report to final tailings but now there is potential value to be realised from by-product revenue. These by-product iron ore opportunities are almost all centred on producing pelletizing concentrate.
This paper describes an approach to evaluating an iron ore by-product opportunity from an iron oxide copper-gold (IOCG) deposit, based on recovering fine magnetite into a saleable pelletizing concentrate. There are many IOCG deposits around the world that have been developed into copper mines producing copper in concentrate which also often contains by-product gold. Only recently has attention been focussed onto the possibility of producing by-product iron ore from these deposits. IOCG deposits have the following main characteristics:1
The presence of copper with or without gold as economic metals
Most iron ore operations that require beneficiation of ROM ore to produce lump, fine (sinter), and pelletizing concentrate iron ore products will discard a slimes fraction to final tailings. This fraction can vary in particle size from -200 µm down to -10 µm. The general view is that this fraction is low grade in terms of iron ore mineral content and contains a significant concentration of material deleterious to iron ore products such as silica, alumina, phosphorus, sulphur, etc. However, one must be very careful when evaluating the recovery of fine iron ore, that this view is in fact properly tested, otherwise opportunities will be missed.
Currently pelletizing concentrates are produced mainly by various combinations of flotation and magnetic separation. The selection of the beneficiation route will depend on ore mineralogy and considerations around plant capacity and final concentrate quality. The main economic iron minerals are magnetic, haematite being paramagnetic and magnetite being ferromagnetic. This, therefore, means that magnetic separation can be applied, in principle, to all fine iron-ore beneficiation plants. While flotation has a considerable capacity advantage over magnetic separation, the real advantage of magnetic separation over flotation, in fine iron ore beneficiation is that treatment of -10 µm iron ore is possible - in flotation the feed is deslimed at 10 µm and the -10 µm stream is considered to be final tailings even though there is often a significant amount of contained iron ore.
The recovery of fine iron ore by magnetic separation will decrease with decreasing particle size because the magnetic susceptibility of magnetic particles decreases with a decrease in particle mass. There is an example of an Australian iron-ore operation that introduced beneficiation of fine haematite, -100 µm, by using WHIMS2. The WHIMS feed was deslimed at 10 µm, with the -10 µm fraction being discarded to final tailings. Whereas this approach to fine haematite could be supported, the same application to fine magnetite would not be necessary. There are two fundamental reasons for this. Firstly, the magnetic susceptibility of magnetite, for an equivalent mass of particle, is on average 100 times greater than that of haematite. Secondly, magnetite is ferromagnetic which means the mechanism of magnetic flocculation will apply. The successful recovery of fine magnetite by magnetic separation is based on the combination of high magnetic susceptibility and magnetic flocculation. The mechanism of magnetic flocculation is described below.
Magnetic flocculation
Magnetic flocculation is essentially the agglomeration of ferromagnetic particles as a result of their magnetization in an external magnetic field. When a suspension of ferromagnetic particles passes through an external magnetic field the particles become magnetized. Because of their relatively close proximity they become attracted to each other and start forming aggregates of different sizes and shapes. These aggregates then attach themselves to the magnetic surface, such as the surface of a wet drum magnetic separator, and, therefore, are removed for recovery to the magnetic concentrate.
For these aggregates to form, the flocculation time must be less than the residence time in the wet drum magnetic separator3. The flocculation time can be reduced significantly by having a reasonably strong magnetic field. In practice this equates to a magnetic field strength of at least 2000 Gauss at the drum surface. The strength of the aggregates once formed must be sufficient to resist rupture due to hydrodynamic forces4. Finer particles have a higher coercive force than coarser particles and as a result finer particles will form magnetic aggregates of a higher tensile strength than those formed from coarser particles5. This is because finer particles have a higher residual magnetism than coarser particles after magnetization and magnetic flocculation takes place.
Sample preparation and initial mineralogical examination
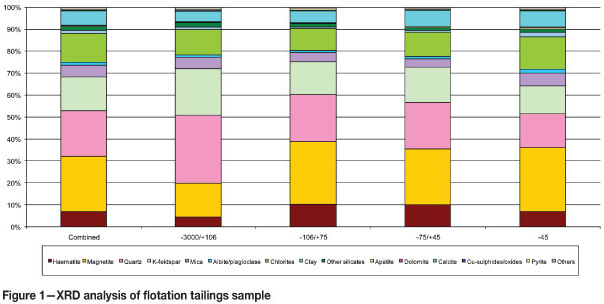
In this study, magnetite is the iron ore mineral of economic interest. To generate a sample for evaluation purposes, 6 kg of diamond drill core was crushed and then milled to 80% -150 µm in a laboratory rod mill. A bulk sulphide rougher flotation procedure was conducted on the milled material to generate around 5.5 kg of flotation tailings. The emphasis on a bulk sulphide flotation was to ensure a minimum amount of sulphide reporting to the tailings, since the presence of sulphur in an iron ore product is detrimental. A sub-sample was obtained from this tailings sample and submitted for X-ray diffraction (XRD) analysis, using the Rietveld method. XRD is essential for distinguishing different iron oxide minerals. The sub-sample was screened at 106, 75, and 45 µm to examine any differences with increasing fineness. Figure 1 presents a summary of the XRD analysis.
The results show that there is about 25% magnetite by mass in the tailings sample with the main gangue minerals being quartz, feldspars, mica, and chlorite. Therefore, assuming adequate liberation, the recovery of the magnetite by magnetic separation was considered to be viable. The small amount of haematite present was considered as economically insignificant. The only real difference between the different size fractions is that the amount of magnetite in the +106 µm fraction is significantly less. The liberation of the magnetite in the different size fractions was determined using QEMSCAN. QEMSCAN uses energy, dispersed spectra (EDS) from X-rays produced by the sample when it interacts with an electron beam. These X-rays give the chemical composition of the mineral phases and build up mineral maps which are used to determine liberation and mineral association. Figure 2 presents the magnetite liberation results of the tailings by size fraction.
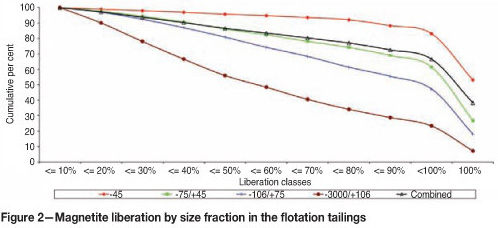
The liberation results show that the magnetite in the +106 µm fraction is poorly liberated and the -45 µm fraction has significantly better magnetite liberation than the -106 +45 µm fraction. Further liberation analysis of +45 and -45 µm tailings is presented in Figure 3.
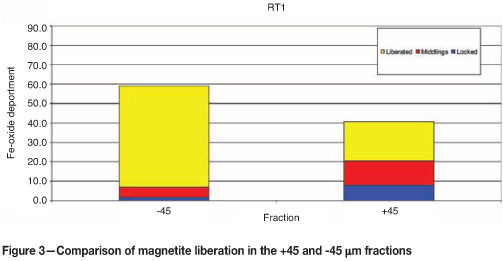
Figure 3 clearly shows that recovery of a saleable iron ore product from the +45 µm fraction of the flotation tailings would require regrinding.
On completion of the initial mineralogical examination, the flotation tailings filter cake sample was re-pulped and wet-screened at 106 µm. The +106 µm fraction was collected. The -106 µm fraction was wet-screened at 45 µm. The -106 + 45 µm fraction was collected, as well as the -45 µm fraction.
These size fractions were analysed for Fe and SiO2,using X-ray fluorescence (XRF). The results are shown in Table I.
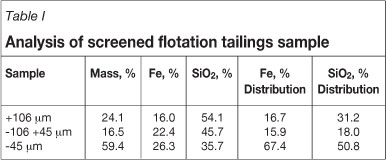
Given that the project would not be able to support the capital and operating cost associated with regrinding, it was decided that the magnetic separation test work would focus on the -45 µm fraction of the flotation tailings.
Magnetic separation test work on the -45 µm
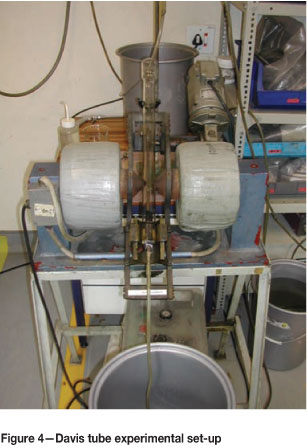
The magnetic separation test work was conducted using a Davis tube. The experimental setup is shown in Figure 4. The Davis tube magnetic separator comprises a 25 mm glass tube that is gyrated at an angle between the poles of a high-intensity electromagnet. The magnetic intensity between the poles is controlled by means of an adjustable autotrans-former. The tube is gyrated between the poles in a reciprocating motion at a frequency controlled by an adjustable driving motor. The tube is filled with water, and water at a fixed flow rate is added to the top of the tube and gravitates through the tube to the discharge. Small aliquots, 10 to 20 g, of the sample to undergo magnetic separation are added to the top of the tube. The particles mix with the water and gravitate to the magnetic field. The magnetic particles are caught between the poles of the electromagnet while the nonmagnetic particles are carried to the discharge end of the tube by the flow of water. Chemical analysis of the feed, magnetics and non-magnetics samples generated from the test work was performed using XRF.
A number of scouting tests were conducted to determine the impact of magnetic field strength. Tests at 1000, 1500, and 2000 Gauss were conducted and the results are presented in Table II.
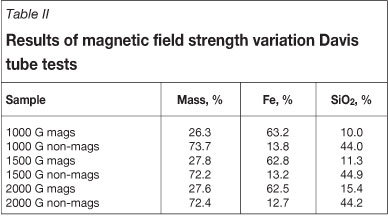
The results clearly show that no more than 1000 Gauss magnetic field strength would be required. However, the Fe grade, at 63.2%, was well below the minimum of 66% Fe required for a blast furnace quality pelletizing concentrate. Therefore, it was decided that the magnetic concentrate would be cleaned to produce a higher Fe grade. Two samples underwent a Davis tube test at 1000 Gauss and each concentrate was collected and demagnetized. These two concentrates were then cleaned using the Davis tube, one at 1000 Gauss and one at 500 Gauss. The results of these cleaning tests are shown in Table III.
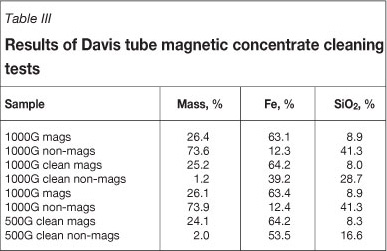
The results show that in both cases the Fe grade was improved to only 64.2%. A mineralogical examination of the two clean concentrates, using a mineral liberation analyser (MLA), indicated that 85% of the magnetite was liberated and that over 50% of the silicates were liberated. An initial assessment was that silicate entrainment was the problem, which is not unreasonable given that the Davis Tube is designed to simulate best magnetic recovery and not best magnetic grade. However, a minimum 66% Fe equates to 91.7% magnetite by mass in the concentrate. This in turn means that 85% magnetite liberation is in fact not sufficient. Therefore, it was decided that a more detailed investigation of the -45 µm fraction was required.
Magnetic separation test work on sub-fractions of the -45 µm fraction
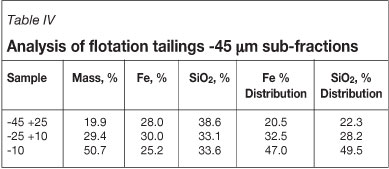
A sample of the -45 microns flotation tailings was screened at 25 and at 10 microns. These size sub-fractions were analysed for Fe and SiO2, using XRF. The results are shown in Table IV. Samples of these three sub-fractions underwent Davis tube testing at 500 Gauss. The results of these tests are shown in Table V.
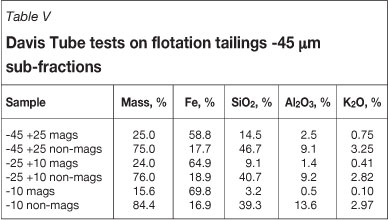
All of the test work products underwent an XRD examination, which showed magnetite content in the magnetic products increasing from 79 to 86 to 95% with increasing fineness. The magnetic concentrates from the -45 +25 µm and the -25 +10 µm sub-fractions underwent MLA examination. This showed that the magnetite in the -45 +25 µm magnetic concentrate was only 70% fully liberated whereas in the -25 +10 jm magnetic concentrate it was 92% fully liberated. This means that there is little chance of sufficiently upgrading the -45 +25 µm magnetic concentrate without regrinding to -25 µm.
Discussion of results and flowsheet proposal
Given that higher quality iron ore products are more difficult to produce from finer feedstocks, in this particular case there are three reasons why a high quality magnetite concentrate was produced from the -10 µm sub-fraction:
The XRF and XRD analysis results can be used to calculate the mass recovery of magnetite from each sub-fraction. Figure 5 presents the magnetite recoveries.
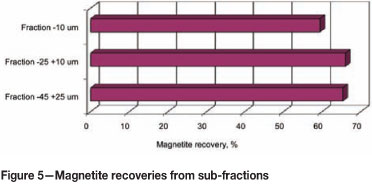
It can be seen from Figure 5 that there is little difference in magnetite recovery between the three sub-fractions. This demonstrates the impact of magnetic flocculation, which basically maintains magnetite recovery with a decrease in particle size. There is a small decrease in the -10 jm sub-fraction, which is a function of magnetite content increasing from 86 to 95% by mass. The magnetic susceptibility of the three sub-fractions was measured using a magnetic susceptibility meter. The measurements are shown in Figure 6.
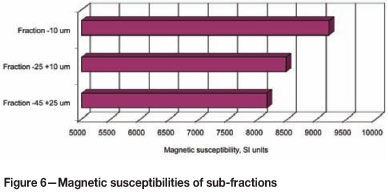
It can be seen from Figure 6 that magnetic susceptibility increases with a decrease in particle size, which is contrary to the established relationship. The reason for this is that the increase in magnetite concentration by mass with decrease in particle size is driving the increase in magnetic susceptibility, this being enabled by magnetic flocculation.
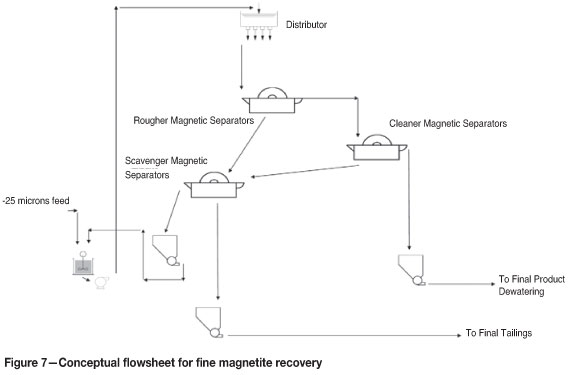
The results show that acceptable magnetite mass recovery is possible and acceptable pelletizing concentrate grades can be achieved from a fine feedstock, in this case -25 µm. The results also demonstrate that this is possible with fine magnetite because of the combined impact of high magnetic susceptibility and magnetic flocculation. From this bench-scale test work, the following conceptual flowsheet was proposed:
- Classify the copper flotation tailings at 25 µm using hydrocyclone clusters. The +25 µm report to final tailings and the -25 µm fraction would proceed to magnetic separation.
- The -25 µm tailings would be treated in a wet low-intensity magnetic separation (WLIMS) circuit, utilizing wet drum magnetic separators.
- The WLIMS circuit would consist of three stages. The first stage would be roughing, the second cleaning, and the third scavenging. The rougher concentrate would undergo three stages, in series, of cleaning and all the rougher and cleaner tailings streams would comprise the scavenger feed. Scavenger tailings would report to final tailings and the scavenger concentrate would report to rougher feed.
- The final concentrate from the third stage of cleaning would be dewatered in a pressure filter, the filter cake being the saleable pelletizing concentrate.
The conceptual flowsheet is presented in Figure 7.
Combining the magnetic concentrates from the -25, +10, and -10 µm sub-ractions would result in a pelletizing concentrate with the chemical analysis shown in Table VI.
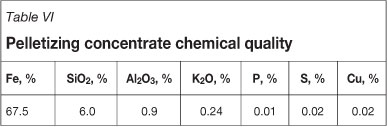
Although the SiO2 levels and K2O levels are slightly on the high side, the lower Al2O3 and P levels will compensate when blending with other blast furnace quality pelletizing concentrates. The -25 µm particle size will also give a Blaine index well above the minimum 1800 required for pelletizing concentrates. For this particular study it is envisaged that 4.4 Mt/a of -25 jm flotation tailings would be treated to produce 350 000 kt/a of magnetite pelletizing concentrate.
Summary
This paper described a study around the recovery of fine magnetite in the form of a pelletizing concentrate. The study was based on an evaluation of an iron ore by-product opportunity from an iron oxide copper-gold (IOCG) deposit. Experiments were conducted to quantify the differences in magnetic separation performance with decrease in particle size treated. A mineralogical evaluation of all the test work products was undertaken to facilitate the interpretation of the test work results. These results were then used to propose an economically viable flowsheet for maximizing fine magnetite recovery using magnetic separation.
Initial test work conducted on the copper flotation tailings sample generated indicated that there was poor magnetite liberation in the +45 µm fraction, and this was discarded since regrinding of this fraction could not be economically supported. The -45 µm fraction appeared to have sufficient magnetite liberation, but Davis tube testing could not produce a concentrate in excess of 64.2% Fe. Further Davis tube testing was conducted on the -45 +25, -25 +10, and -10 µm sub-fractions.
There was little difference in magnetite recovery between the three sub-fractions. This demonstrated the impact of magnetic flocculation, which basically maintains magnetite recovery with a decrease in particle size. There was a small decrease in the -10 µm sub-fraction which is a function of increasing magnetite content from 86 to 95% by mass.
The magnetic susceptibility of the three sub-fractions increased with a decrease in particle size which is contrary to the established relationship between magnetic susceptibility and particle size. The reason for this is that the increase in magnetite concentration by mass with decrease in particle size is driving the increase in magnetic susceptibility, this being enabled by magnetic flocculation.
The results show that acceptable magnetite mass recovery is possible and acceptable pelletizing concentrate grades can be achieved from a fine feedstock, in this case -25 |m. The -45 +25 µm fraction would have to be excluded due to insufficient magnetite liberation. The results also demonstrate that this is possible with fine magnetite because of the combined impact of high magnetic susceptibility and magnetic flocculation. From this bench-scale test work, the following conceptual flowsheet was proposed:
- Classify the copper flotation tailings at 25 µm using hydrocyclone clusters. The +25 µm fraction would report to final tailings and the -25 µm would proceed to magnetic separation.
- The -25 µm tailings would be treated in a wet low-intensity magnetic separation (WLIMS circuit, utilizing wet drum magnetic separators.
- The WLIMS circuit would consist of three stages. The first stage would be roughing, the second cleaning, and the third scavenging. The rougher concentrate would undergo three stages, in series, of cleaning and all the rougher and cleaner tailings streams would comprise the scavenger feed. Scavenger tailings would report to final tailings and the scavenger concentrate would report to rougher feed.
- The final concentrate from the third stage of cleaning would be dewatered in a pressure filter, the filter cake being the saleable pelletizing concentrate.
References
1. Williams, P.J., Barton, M.D., Johnson, D.A. Fontbote, L., de Haller, A., Mark, G., Oliver, N.H.S., and Marschik, R. Iron oxide copper-gold deposits: geology, space-time distribution and possible modes of origin. Economic Geology, 100th anniversary volume, pp. 371-405. [ Links ]
2. Miller, D.J., James, D.G., and Turner, J.H. Recovery of minus 100 micron hematite by wet high intensity magnetic separation. XVIII International Mineral Processing Congress, Sydney, 23-28 May, 1993. [ Links ]
3. Svoboda, J. Magnetic Methods for the Treatment of Minerals. Elsevier, Amsterdam, 1987. [ Links ]
4. Rayner, J.G. and Napier-Munn, T.J. The mechanism of magnetics capture in the wet drum magnetic separator. Minerals Engineering, vol. 13, no. 3, 2000. pp. 277-285. [ Links ]
5. Lantto, H. The effect of magnetic flocculation in the beneficiation of magnetic materials. Acta Polytechnica Scandinavica, Chemistry including Metallurgy Series No 133. Helsinki, 1977. pp. 1-62. [ Links ]


{kind=link}