










Servicios Personalizados
Articulo
 Inglés (pdf)
Inglés (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
Indicadores

Links relacionados
-
 Citado por Google
Citado por Google -
 Similares en Google
Similares en Google
Compartir

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
versión On-line ISSN 2411-9717
versión impresa ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.112 no.3 Johannesburg mar. 2012
TRANSACTION PAPERS
Evaluation of the batch press as a laboratory tool to simulate medium-pressure roller crushers
J.C.R. van SchoorI; R.F. SandenberghII
IKumba Iron Ore, South Africa
IIDepartment of Materials Science and Metallurgical Engineering, University of Pretoria, Pretoria, South Africa
SYNOPSIS
In this study the applicability of a batch press to predict the energy consumption and particle size distributions for medium-pressure roller presses was investigated. The relationships between energy consumption, feed size and product size are discussed with reference to Hukki's interpretation of Bond's and Rittinger's laws, as well as the particle size parameter used. It was found that the comminution laws have limited utility for the characterization of the performance of the medium-pressure roller crushers or the batch press used, and also depend on the particle size distribution indicator used. It was also found that the batch press is not a suitable simulator for medium-pressure roller mills as it was not able to predict the energy requirements, or to predict the size distributions that would be obtained for the ores evaluated.
Keywords: batch press, roller crushers, comminution, crushing, simulation.
Introduction
Comminution of ore particles is typically achieved by the application of a mechanical force to a single particle, or a bed of particles, such that the fracture stress of the material somewhere in the particle is exceeded, with resultant fracture and the production of daughter particles. Considering that energy will be required to generate the required stresses in the particles and for the creation of the new surfaces during the fracturing process, it is reasonable to expect that there will be some relationship between the energy consumed by the comminution device and the degree of reduction in particle size achieved. This is indeed the basic idea behind the so-called laws of comminution, as will be discussed later. Considering also that the efficiency of the energy utilization, as well as the size distribution obtained, will probably be dependent on the mode of comminution, i.e. abrasion, impact, or shear, as well as the specific comminution device, it makes good sense to maintain similarity as far as possible when attempting to scale processes. The prediction of the performance of roller crushers poses a problem in that the traditional approaches, e.g. the Bond work index, would probably not be appropriate, being based on the comminution behaviour of an ore in relatively small ball and rod mills, for which the mechanism and mode of breakage is likely to be quite different from that of the bed of particles that is compacted and sheared in medium- and high-pressure roller crushers, i.e. interparticle crushing. In this work the applicability of the Bond-type approach for predicting the performance of roller crushers is evaluated using a batch press to compress a bed of ore particles. To put this in perspective, the use of roller crushers and the use of the energy approach to predict their behaviour is briefly reviewed.
Austin (1964) proposed that for significant reductions in size, the energy required to mill material is inversely related to the particle size of the product, i.e.

where
Energy = energy required for the comminution process
P80 = particle size at which 80% of the material will pass when screened
n = exponent characteristic of the comminution device, product size range, and material.
The P80 parameter is extensively used in the design of ball and rod mill circuits and was well researched by Bond for the design of mills by Allis Minerals (Bond 1952). Hukki (1975) investigated the comminution of calcite and found that the energy consumption per ton was, as expected, a function of product particle size (P80), but also that the value of n increased significantly at smaller particle sizes, as indicated in Figure 1.
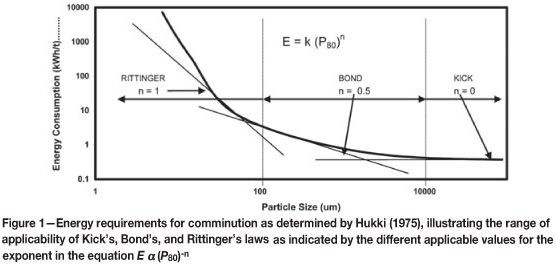
The energy vs. particle size relationship is normally divided into three regions. Above 10 000 µm, or 10 mm, the energy consumption is independent of size; between 10 000 and 100 µm the exponent approximates -0.5; and below 100 µm it approximates -1. The three regions as indicated define the applicability of the so-called comminution laws. The region above 10 mm approximates Kick's law, which states that the energy needed to crush a piece of rock is a function of the flaws present in the particle and thus proportional to the volume of the rock, i.e.

It follows that the energy per unit mass is thus a constant, assuming uniform density, and thus independent of particle size in this particle size range. Bond (1952) found that, for the size ranges typical of ball mills, the energy per unit mass is inversely related to the product size for a constant feed size, i.e.

or more specifically:

where:
Wi = Bond work index (kWh/t)
P80 = 80% passing size of the feed (µm)
F80 = 80% passing size of the product (µm).
For fine product sizes, i.e. below 100 µm, the energy required to crush a single particle increases exponentially. In this size range the energy required is inversely related to the product size (Austin, 1964):

where:
k = constant.
However, there is reason to believe that the size ranges where the various laws apply might differ for different applications. When analysing the energy vs. particle size relationship in Figure 1, it should be noted that Bond's and Rittinger's laws are, respectively, represented by a point on the graph and are only approximated over a wider range of product sizes. One therefore has to rather determine the relationship between energy and product size for the specific size range of interest. The work done by Hukki and Bond was for single particle crushing conditions, and the applicability of these relationships to the predominantly interparticle crushing mode of roller crushers and a batch press will have to be established. Hukki also questioned the use of the 80% passing size as the descriptor of the particles size in the energy laws. Kapur et al. (1990) indeed found that the use of a 50% passing size was more appropriate for describing the relationship between energy and particle size for a high-pressure roller crusher. In this work, the use of both 50% and 80% passing sizes was evaluated using a generalized energy-size parameter relationship:

where:
OWi = operating work index (kWh/ton)
n = particle size exponent
Px = x% passing size of the feed (µm)
Fx = x% passing size of the product (µm).
The term operating work index (OWi) is used to indicate a work index determined using the Bond approach, but for other mills.
Interparticle crushing is achieved when a bed of particles, rather than a single particle, is subjected to forces high enough to cause fracture of the particles, as typically occurs with high and medium-pressure roller crushers and to some extent in cone crushers operating under choke-fed conditions. The crushing and milling of material with high-and medium- pressure roller crushers is not new in the world of comminution, but application in the mining industry is still in the early stages. High- and medium-pressure roller crushers have been used for over 30 years for the milling of coking coal for pulverized coal injection in blast furnaces, and for the milling of manganese dioxide, cement, and other fine grinding applications (Eicke, 1979; Schönert, 1988; Schwechten and Milburn, 1990; Mayerhauser, 1990). Limiting over-grinding is a major potential advantage of interparticle crushing (Fandrich et al., 1997). To pursue this benefit a large-scale roller crusher (Loesche) was installed at Foskor in order to limit the over-grinding of the apatite, which causes significant losses during flotation (Van der Linde and Bester, 1998). Interparticle crushers also offer the potential of being more energy efficient than conventional milling (Schönert, 1988, 1991; Mayerhauser, 1990; Norgate and Weller, 1994).
A further advantage of roller crushers is the narrower particle size distributions that can be achieved compared to ball and rod milling. In most beneficiation processes too much fine material, normally expressed as -38 µm material, leads to a loss of the minerals of interest. Flotation recovery of the fine fractions is lower, magnetic separation of -38 µm material is more difficult, and normally too high a slimes content has a negative impact on beneficiation. Viljoen, et al. (2001) and Van der Linde and Bester (1998) confirmed this for the flotation of nickel and phosphate ores respectively. In this study it will shown that the flotation of zinc sulphides could be similarly affected.
The prediction of the performance of roller crushers is problematic in the sense that it is not clear if the existing comminution laws, bench-scale test methods, and particle size descriptions for other crushers also apply to the predominantly interparticle crushing mode of roller crushers. While it is recognized that the Bond-type approach has serious limitations (Napier-Munn et al. (1996), the attractiveness of using a simple test such as a batch press, which also fractures particles by interparticle compression in a bed of particles, to predict the performance of roller crushers was worth investigating. This study was focused on the evaluation of a batch press as a small-scale bench test to predict the performance of high- and medium-pressure roller crushers, such as the Horomill pilot unit at FCB in Lille, France and the Loesche pilot mill at AARL in Johannesburg, South Africa.
Experimental set-up
A pilot plant Horomill, a pilot plant Loesche mill, and a batch press were used for the experiments. Four ore types were tested:
A mixed sulfide ore from the Rosh Pinah mine. This is an ore of medium hardness that typically has to be crushed to between 150µm and 50 µm, as the liberation size of the various minerals varies from 106 to 75 µm
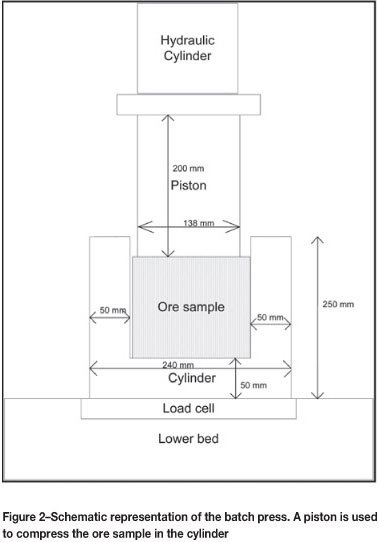
Batch press
The batch press consisted of:
The tests were done as follows:
Pilot Horomill tests
The Horomill used in this study consisted of a shell of 0.8 m diameter by 1 m long. Inside the mill a roller is installed, onto which pressure is applied by a set of hydraulic cylinders. The cylinder is driven by an electric motor and gearbox. Material is fed into the feed end, pressed between the roller and shell, and as the bed is compressed to a cake, loosened and moved longitudinally by a set of scrapers inside the mill before being pressed again. This technique enables the mill to press the material three to five times before it exits the mill. The material was fed to the Horomill at feed rates that varied between 1.97 and 3.71 dry tons per hour at a top size of 30 mm and an 80% passing size of 16 mm. Pressures varied between 25 and 30 bar hydraulic pressure which induced a pressure of approximately 30 MPa on the bed of particles. Further detail of this test is given in the report by FCB on the project (Evrard and Cordonnier, 1995).
Pilot Loesche mill at Anglo American Research Laboratories (AARL)
The set-up at AARL was as follows for the Rosh Pinah and iron ore tests.
Results and discussion
Comparison between the energy consumption of the batch and pilot mills
Foskor ore
The operating work index and the energy consumption needed to crush Foskor ore from a top size of 30 mm to product sizes smaller than 500 µm in the Horomill and from 10 mm to smaller than 500 µm in the batch press as a function of the product size, characterized in terms of the 80% and 50% mass passing sizes, are shown in Figures 3 and 4 respectively. The results obtained for the milling of Foskor ore in a pilot plant ball mill at FCB by Evrard and Cordonnier (1995) are shown in Figure 5. The generalized energy vs. particle size relationships indicated were fitted to the data and are indicated on the graphs as lines. The results from these tests are summarized in Table I.
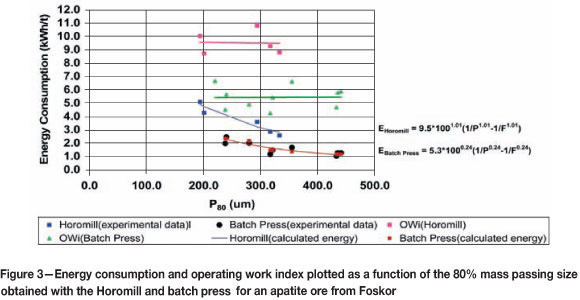
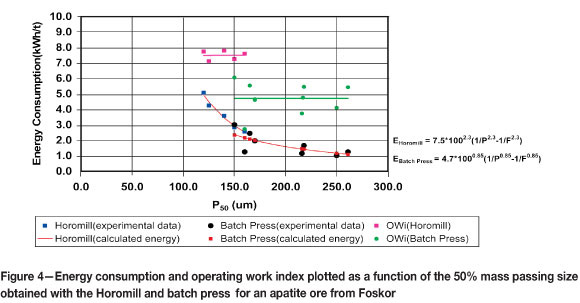
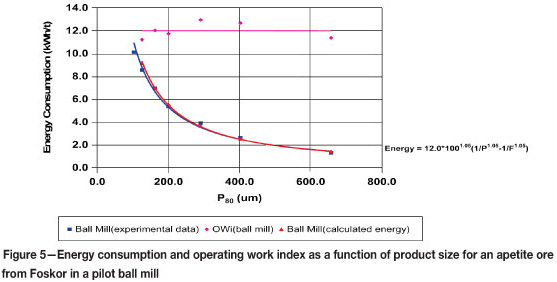
It follows from the results that the energy-size relationship is not independent of the passing size used, with significantly different values obtained for both the operating work index and the exponent n for the 50 and 80% passing sizes. It is also notable that the values for n vary from the expected 0.5 or 1 of the Bond or Rittinger laws. Surprisingly, the value of 1 for the ball mill is significantly different from the 0.5 expected for the Bond relationship that is typically used for this application. It is also clear that the constants obtained in the batch press experiments differ significantly from those obtained in both the Horomill and the ball mill, indicating that the batch press is probably a poor simulator for these devices.
Rosh Pinah ore
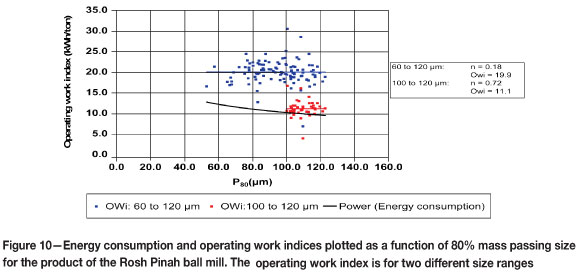
The relationships between the product size and energy consumption for both 80% and 50% passing sizes for the Loesche pilot mill and the batch press for Rosh Pinah ore are indicated in Figures 6 to 9. The energy consumption and the operating work indices for the ball mill at Rosh Pinah, determined using historical data from 2002, are shown in Figure 10. Only the trend line for the energy consumption is shown in order to keep the graph readable. This graph again emphasizes that, even with ball mills, Bond's law does not apply. The results are summarized in Table II.
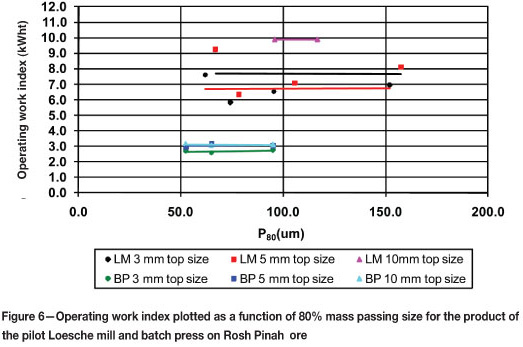
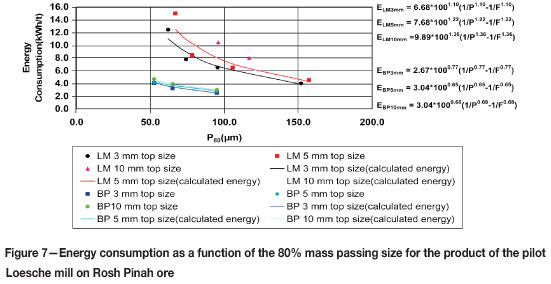
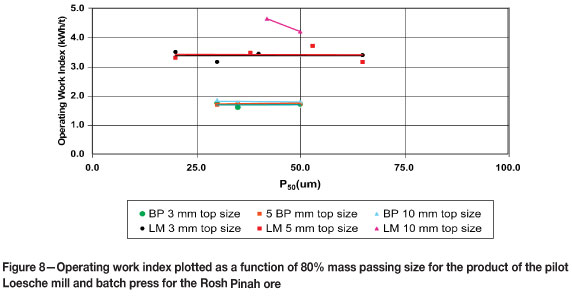
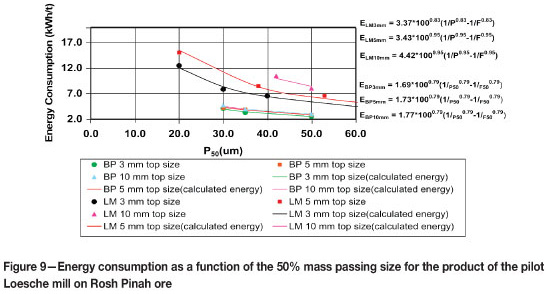
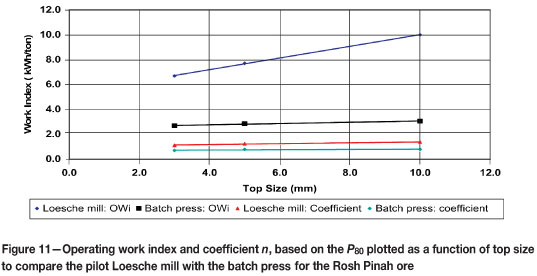
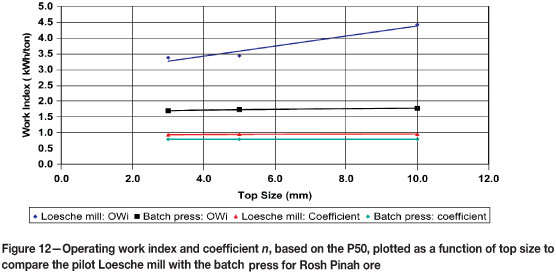
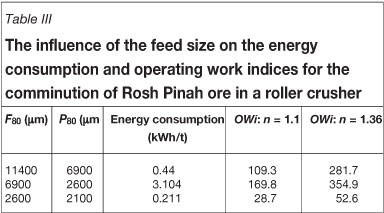
It is again clear that the energy-size relationship is not independent of the size descriptor used, i.e. P80 or P50, with very significant differences in the values of the OWi, but smaller differences in the values obtained for n. However, the fit between the calculated and experimental values is reasonable, indicating that the generalized energy-size relationship is valid for this ore and the comminution devices used. The results again indicate that the batch press is not a good simulator for the roller mill, with much lower work indices and significantly different values for n, especially when using the P80 size descriptor. The influence of the feed size used in the experiments on the work index was also investigated, and the results shown in Figures 11 and 12 indicate that the energy requirements for the roller mill increase with feed top size, while that for the batch press remains constant, over the range investigated. The results for the roller mill are summarized in Table III. Daniel (2001) suggested that the increase in energy may be due to the fact that particles larger than the gap between the rollers may increase the friction on the rollers without actually being nipped and broken, with the effect decreasing as the particle size approaches the gap size. Unfortunately, this could not be confirmed with the present results, as feed sizes as small as the 2-3 mm gap size on the operating roller mill were not evaluated.
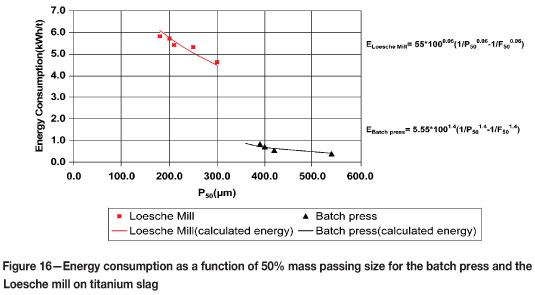
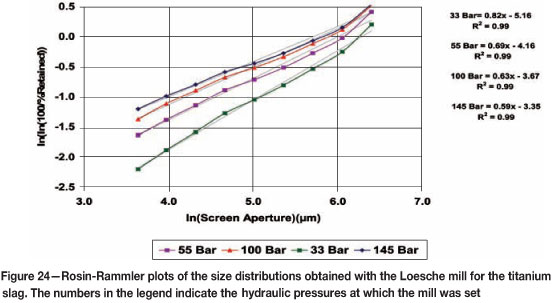
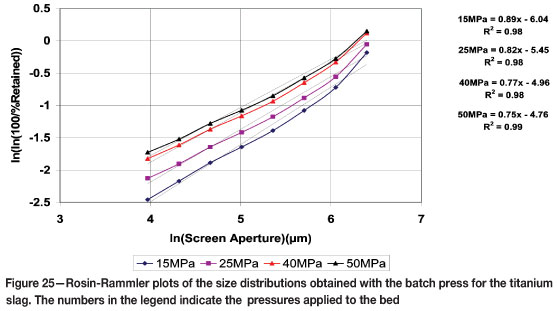
Titanium slag
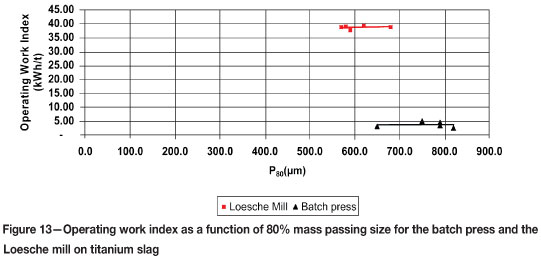
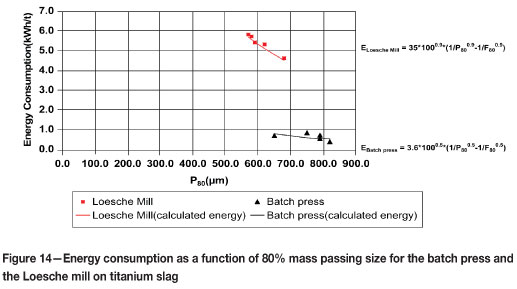
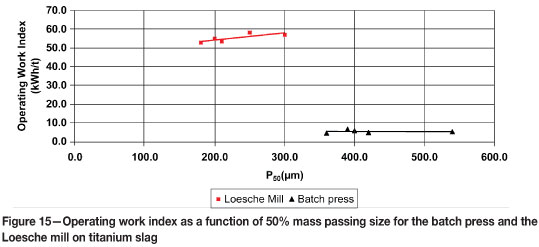
The results of the comminution experiments on the titanium slag are shown in Figures 13 to 16. The values for the OWi, as well as the energy-particle size relationship, again differed significantly, depending on whether the P80 or P50 particle size indicator was used. The very low value for the particle size coefficient n of 0.06 in the energy-particle size relationship for the roller mill is notable, but difficult to explain. The results for the roller mill and the batch press also again differed significantly, indicating that the batch press would not be a good simulator for the roller mill for this ore.
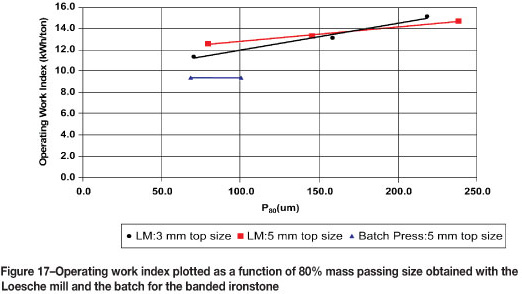
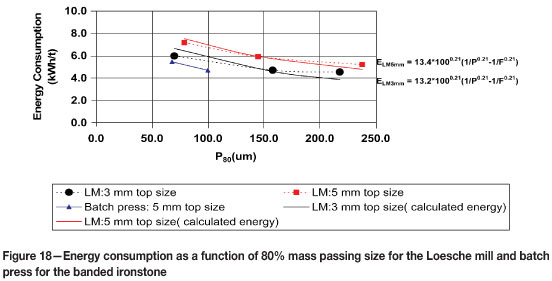
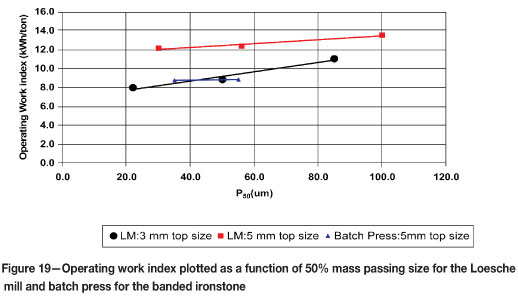
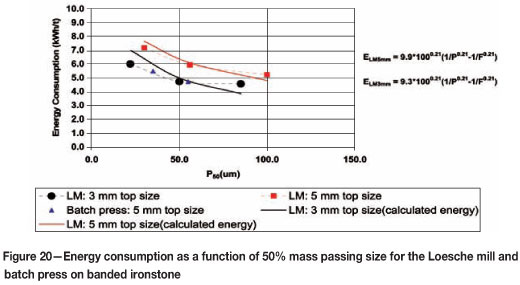
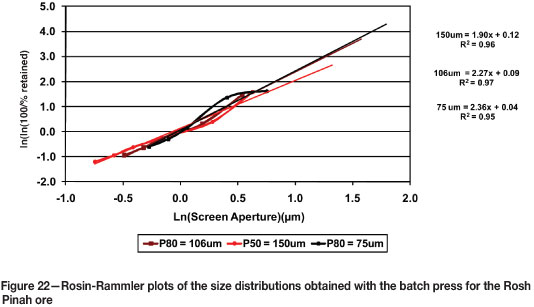
Banded ironstone
The results of the comminution experiments on the banded ironstone are shown in Figures 17 to 20. The fitting of the data to obtain the curves shown was problematic in that constant values for the operating work indices could not be obtained unless a very low value of the exponent n was assumed, which then delivered unrealistically high values for the operating work indices. If the exponent n was taken to be 0.21, the fit with the data was still not good, but more realistic values for the operating work indices ranging from 9.1 to 15.7 kWh/t were obtained. These values were considered to be reasonable in view of the expected greater energy efficiencies of the roller mill and batch press, as well as the Bond tests values of approximately 20 kWh/t determined earlier by Cook (2003) for this ore. The effect of the top feed size on the OWi was not consistent, with little influence noted if the P80 was used but significantly lower values if the P50 was used. The similarity between the results obtained with the roller mill and batch press was better for this material, but in view of the problems with the interpretation of the data the batch test cannot be recommended with confidence as a simulator for the roller mill.
Particle size distributions
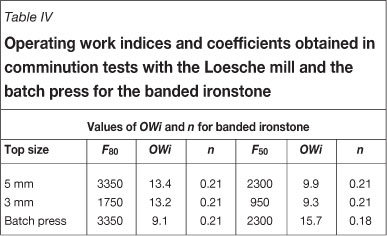
The screen analyses of the mill products obtained with the comminution devices for the various ores were plotted as Rosin-Rammler plots, i.e. ln(ln(100/% retained)) vs. ln(screen aperture), and are shown in Figures 21 to 26.
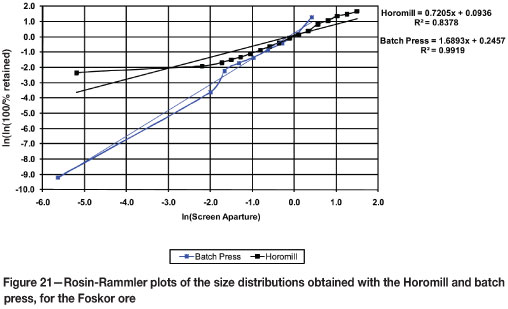
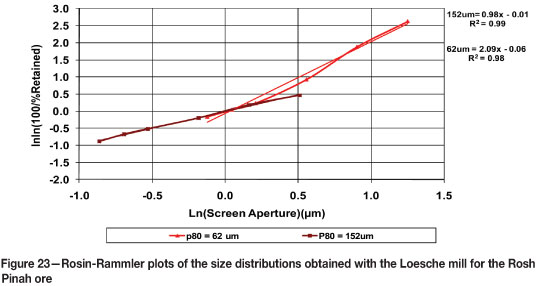
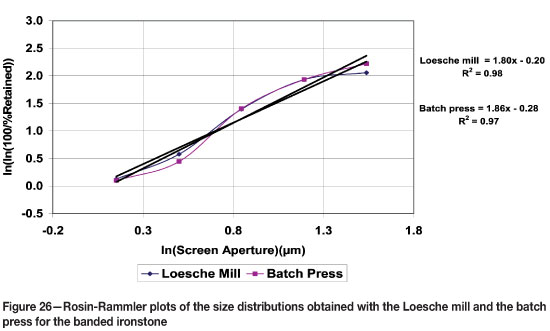
Rosin-Rammler plots are useful for simulation studies as the size distributions resulting from ball milling typically give straight line relationships. This was indeed true for most of the tests done, with the notable exceptions of the Foskor ore milled with the Horomill, and for the Rosh Pinah ore milled in the Loesche mill, where in both cases large deviations were notable for the smaller sizes. The simulation of the size distribution of the comminution devices by the batch press was poor, except in the case of the banded ironstone for which the size distributions obtained for the Loesche mill and batch press were comparable.
Conclusions
The results of this work indicate that:
References
Austin, L.G. The theory of grinding. Industrial and Engineering Chemistry, vol. 56, no. 11, 1964. pp.18-29. [ Links ]
Bond, F.C. The third theory of comminution. Mining Engineering, May 1952, pp. 484-494. [ Links ]
Cook, P. Ball mill work indices of Thabazimbi ore. 2003. EL Bateman. [ Links ]
Daniël, M. HPGR Model verification and scale-up. Melbourne, Amira International, 3rd Progress Report, May 2001. [ Links ]
Eicke, G. Grinding plants for special powders. Aufbereitungs-Technik, vol. 20, no. 2, 1979. pp. 99-103. [ Links ]
Evrard, R. and Cordonnier, A. Comparative study of grindability of pyroxenite from Phalaborwa: Results of test program conducted in November 1995. FCB. [ Links ]
Fandrich, R.G., Bearman, R.A., Boland, J., and Lim, W. Mineral liberation by particle bed breakage. Minerals Engineering, vol. 10, no. 2, 1997. pp. 175-187. [ Links ]
Hukki, R.T. The principles of comminution: an analytical summary. Engineering and Mining Journal, vol. 5, May 1975, pp. 106-110. [ Links ]
Kapur, P.C., Schonert, K., and Fuerstenau, D.W. Energy-size relationship for breakage of single particles in a rigidly mounted roll mill. International Journal of Mineral Processing, vol. 29, 1990. pp. 221-233. [ Links ]
Mayerhauser, D. Economical fine size reduction with a high compression roller mill. Industrial Minerals Processing Supplement, vol. 4, 1990. pp. 43-47. [ Links ]
Napier-Munn, T.J., Morrell, S., Morrison, R.D., and Kojovic, T. Mineral comminution circuits: their operation and optimisation. Monograph Series in Mining and Mineral Processing 2. Brisbane, JKMRC, 1996.
Norgate, T.E. and Weller, K.R. Selection and operation of high pressure grinding rolls circuit for minimum energy consumption. Minerals Engineering, vol. 7, no. 10, 1994. pp. 1253-1267. [ Links ]
Schonert, K. A first survey of grinding with high-compression roller mills. International Journal of Mineral Processing, vol. 22, 1988. pp. 401-412. [ Links ]
Schonert, K. Advances in comminution fundamentals and impacts on technology. Aufbereitungs-Technik, vol. 32, no. 9, 1991. pp. 38-45. [ Links ]
Schwechten, D. and Milburn, G.H. Experiences in dry grinding with high compression roller mills for end product quality below 20 microns. Minerals Engineering, vol. 3, no. 1/2, 1990. pp. 23-34. [ Links ]
Van der Linde, G. and Bester, P. Improved apatite recovery from pyroxenite ore using dry milling. Foskor, internal report, 1998. [ Links ]
Viljoen, R.M., Smit, J.T., Du Plessis, I., and Sher, V. The development and application of in-bed compression breakage principles. Minerals Engineering, vol. 14, no. 5, 2001. pp. 465-471. [ Links ]


{kind=link}
{kind=link}