










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
On-line version ISSN 2411-9717
Print version ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.112 n.2 Johannesburg Jan. 2012
JOURNAL PAPER
Practice and prospects of fully mechanized mining technology for thin coal seams in China
F. WangI, II, III; S. TuI, II; Q. BaiI, II
ISchool of Mines, China University of Mining and Technology, Xuzhou, China
IIState Key Laboratory of Coal Resources and Mine Safety, China University of Mining & Technology, Xuzhou, China
IIISchool of Civil, Mining & Environmental Engineering, University of Wollongong, Wollongong, Australia
SYNOPSIS
In China, thin coal seams are rich in resources but are technically challenging. The mineable reserves in these seams account for 20.4% of the total coal resources, while the current production accounts for only 10.4% of the total annual production. Characteristics such as narrow mining space, low level of mechanization, poor working environment, and high cost of mining, restrict the development of mining safety and efficiency. Recently, fully mechanized mining technology has developed rapidly for thin coal seams, the level of yield and efficiency has reached or exceeded the international standard, and some state-owned key coal mines are considering automation of their mining process. In thin coal seams with hard stone bands that contain concentrations of pyrite, a specialized software, LS-DYNA, is used to calculate the rational blasting parameters that are used in the deep-hole pre-splitting blasting. Using this method the hard stone bands are fractured effectively, and hence increasing the coal productivity. In addition, mining advance rate were increased by enhancing the level of fully mechanized equipment and safety improved by increasing gas drainage from the gas outburst prone seam located some 7 m below the coal horizon. At present, thin coal seam mining technology faces many challenges, including the low level of equipment automation, the low advance rate in mixed coal-rock ground, and the large number of the mine personnel underground. By lowering the labour intensity and improving efficiency through automation and other measures, more efficient working faces can be implemented in thin coal seams.
Keywords: thin coal seam, fully mechanized mining, complex geological conditions, deep-hole pre-splitting blasting, manless working face.
Introduction
Thin coal seams, traditionally identified as less than 1.3 m in thickness, are rich in resources and are very common in Chinese coal measures. The mineable thin coal reserves are 6150 Mt, accounting for 20.4% of the total coal resources1. Simultaneously, the mineable reserve of 2529 Mt accounts for more than 85% of Chinese key coal mines. Particularly, the mineable thin coal reserves are 1800 Mt in Shanxi, Hebei, Sichuan, Inner Mongolia, Guizhou, and Chongqing. The mining bureaus that consist of Xuzhou, Datong, Kailuan, and Pingdingshan have 501 Mt of mineable thin coal reserves, constituting 20.9% of these bureaus' total reserves2-3. The mineable reserves of thin coal seam in the various provinces are listed in Table I.
Owing to the narrow mining space, poor working environment, low mining advance rates, high labour intensity, low level of mechanized mining equipment, low safety factors, low working efficiency, and high financial input-output ratio, thin coal seams account only for 10.4% of China's total annual production. The proportion between the production output and the mineable reserves is seriously out of balance in China, which shortens mine service-life and wastes coal resources. Consequently, thin coal seam mining becomes an important goal and has a promising future in China. The fundamental way to increase safety and efficiency of mining in thin coal seams is to employ advanced automatic mining equipment.
Coal seams with thickness less than 2.0 m are regarded as thin seams in USA and other western countries, but the international definition of thin seams is used for coal seams with thickness of 0.8-2.0 m. At present, longwall mining of thin seams overseas is carried out using two primary technological methods4: one is the fully mechanized mining method such as longwall mining with shearer, hydraulic support, and armoured face conveyor (AFC); the other is the fully mechanized mining method using a plough, hydraulic support, and scraper conveyer. Longwall mining with shearer and room-and-pillar mining with continuous miners have been applied in thin coal seams in the USA and UK; automatic mining has been carried out in Germany with plough and hydraulic supports by electro-hydraulic control. From 2004 to 2005, the USA had 52 longwall faces, of which 21 had thin seams with thicknesses less than 2.0 m, 20 coal faces with shearer, and only one with plough. The average productivity was 35.3 t/day per miner, and the largest and average outputs of coal faces with shearer were 9.3 Mt/a and 4.5 Mt/a, respectively. The output with plough was 1.6 Mt/a and the productivity was 18.7 t/day per miner1,5.
As a result of the increasing mining intensity in the eastern coal mines and the older coal mines in China, the mineable reserves of medium-thick and thick coal seams have decreased year by year, and hence many key coal mines are facing the task of thin coal seam mining6-8. Automatic operation and control requires the use of advanced hydraulic supports, mining machines, and conveyors, which are adequate for the geological conditions of thin coal seams. Recently, fully mechanized mining technology has improved rapidly, and three main mining models have been developed9: shearer with matching hydraulic supports, plough with matching hydraulic supports, and auger mining methods.
Development status of fully mechanized mining in thin coal seams in China
Fully mechanized mining system with shearer
The BM-100 thin coal seam shearer was manufactured in 1974, while various other shearers were developed later. In the 1990s, efficiency was increased by means of imported advanced fully mechanized mining equipment employed in thin and extremely thin coal seams with complex geological conditions. From the year 2000, with the high-power shearer and highly reliable domestically-produced mining equipment, the level of mechanization noticeably improved.
In 2003, Jinhuagong Coal Mine of Datong Coal Mine Group employed a domestic MG200/450-WD shearer for thin coal seam mining. The output of the coal face was 6766 t/day with an annual output of 1.0 Mt, which created a new record for similar geological conditions1. In 2006, based on the geological conditions of thin seam with dip angle of 3-6º, average thickness of 1.3 m, and Protodyakonov coefficient f=1.6, Binhu Coal Mine in Zaozhuang City employed the following coordinating equipment: MG340-BWD1 shearer, ZY2400/0.9/2.0 hydraulic support, and SGZ-730/320 scraper conveyer. The average annual yield of the coal face was 0,96 Mt and the maximum yield was 3504 t/day. From coal seams of average thickness 1.3 m, both Daizhuang Coal Mine in Zibo City and Tongjialiang Coal Mine in Datong City achieved average yields between 0.82 and 0.96 Mt/a using the Chinese MG series shearer and associated equipment4,10. In 2006 the mines in Jixi Coal Mine Group, with 77% of the mineable reserves in thin coal seams, had an annual output of 1.85 Mt, 17% of which came from thin coal seams. Pinggang Coal Mine, with an average seam thickness of 1,3 m and a steep dip angle of 35º, where the MG132/310-BW shearer, BY200-06/15 shield hydraulic supports, and SGW-15C scraper conveyer were employed and efficient measures were undertaken to prevent the slipping and falling of equipment on steep slopes, produced 0.6 Mt per annum.
Fully mechanized mining system with plough
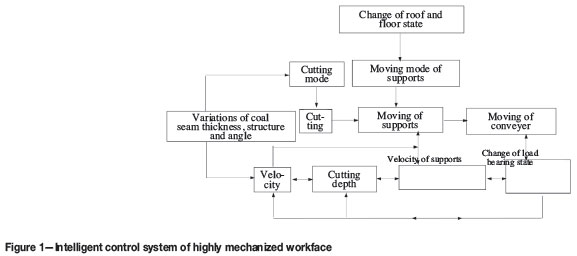
The plough can negotiate seam undulations much more easily than a shearer. With geological conditions of a thin coal seam with average thickness of 1.3 m and a dip angle ranging from 5-8º, Xiaoqing Coal Mine in Tiefa Coal Mine Group applied the W1E-703 plough at the coal face with strike length of 905 m. Through the automatic mining system, it achieved a profit of 28.5 RMB/t while producing 0.6 Mt within nine months, and created immediate economic benefit of 17.2 million RMB2-3. Figure 1 illustrates the intelligent control system of the automated mining technology.
Based on the geological conditions of the No.10 coal seam with average thickness of 1.3 m, dip angle 3-17º, and Protodyakonov coefficient f=3-4, and the immediate roof, which contains a 21 m thick sandstone layer with a Protodyakonov coefficient f=8-10, Jinhuagong Coal Mine of Datong Coal Mine Group employed the GH9-38VE/5.7 plough, which was supported by the DBT personnel, on a coal face with strike length of 1050 m. Deep-hole pre-splitting blasting was applied to avoid the impact loads of large area roof weighting, with blasthole depth 70 m and diameter 90 mm. The coal face accomplished an output of 6815 t/day and 1.82 Mt per annum, and was the first highly automated working face with plough in a hard thin coal seam with hard hangingwall in China.
Fully mechanized mining system with auger
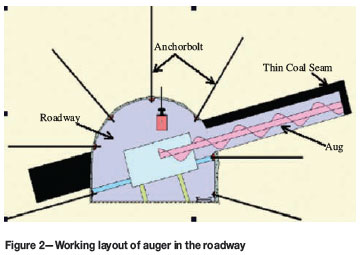
In comparison to other mining technology, the auger mining method has advantages such as higher recovery rate, higher efficiency and safety, fewer personnel, less equipment, higher mining advance rates, and less material consumption. There are no workers or equipment at the face, hence auger mining technology is the optimal choice in the thin and extremely thin coal seams with thicknesses 0.6-0.9 m, dip angles less than 15º, and various Protodyakonov coefficients. The working layout of the auger in the roadway is shown in Figure 2.
Under the geological conditions of the No.7 coal seam, with thickness 0.65 m and dip angle 0-15º, Panxi Coal Mine of Xinwen Coal Mine Group employed an SBHK-2DM auger in the No.1701 transportation roadway in 2005. Traditional technology is not able to mine in such conditions, but auger mining technology had achieved safety and high-efficiency mining. At present, there are more than 18 augers in Xinwen Coal Mine Group, and many other coal mines are using augers for mining the protective layers, extremely thin coal seams, and thin coal seams under buildings, lakes, and railways in a consecutive manner.
Field applications in thin coal seams with complex conditions
Deep-hole pre-splitting blasting in thin coal seams with concretions of pyrite gangue
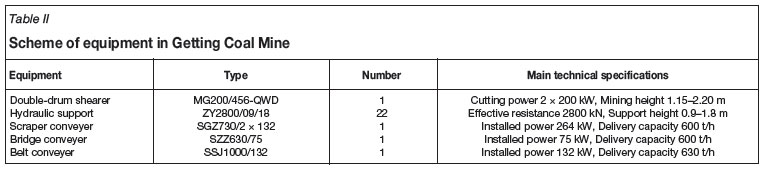
Thin coal seams with hard stone bands account for 52.8% of the total thin coal seam mineable reserves in Shandong Province, and the hard stone bands have restricted the performances of fully mechanized mining equipment. For instance, Geting Coal Mine of Zibo Coal Mine Group has abundant thin coal seam resources, the average thickness of the No.16 seam is 1.3 m, and there is a hard stone band in the coal seam. Due to the geological conditions, a high-power shearer, matching powerful drum, and enhanced point-attach picks were employed for the thin coal seam mining, which was supported by Kennametal Co. Ltd. Table II shows the schedule of equipment.
The field trial demonstrated that many shearer picks were damaged while cutting hard stone bands which lowered the advance rate. To remedy this situation, a seismic method of exploration was implemented to explore the distribution and regularity of stone bands in the thin coal seam. Since Withjack11 conducted study using computerized tomography (CT) technology to analyse the geological material properties, CT technology has been widely applied for detecting and prospecting overburden failure of coal seams, abandoned workings, and geological structures11-13. Based on the conditions of the mining face, an advanced seismic monitoring system, including a seismic data transmission system and seismic recording system, was used to detect the distribution of the stone bands. The seismic shot points and the monitoring locations are diagrammatically shown in Figure 3.
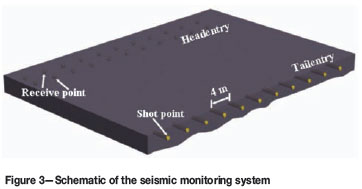
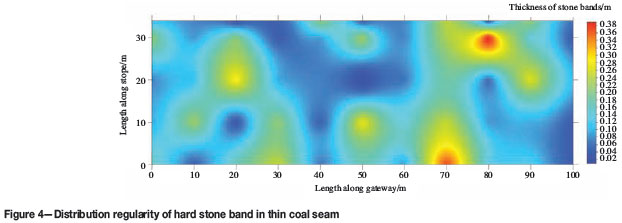
The seismic shot points were arranged at the tail-entry with a spacing of 4 m, and the monitoring points were double-layered at the head-entry with the same spacing. The sensors installed in the receiving points were monitored above and below the stone band in the coal seam. The upper monitoring points were located at an average distance of 0.17 m below the roof level, and the lower monitoring layer at 0.37 m above the floor level. The seismic results indicate the distribution of the hard stone band in thin coal seam as shown in Figure 4. Hard stone bands mainly are distributed around 0.34 m below the roof, the stone band thickness ranges from 0-0.4 m with the thickness from 0.2 m to 0.4 m accounting for 29% of the band mass. The Protodyakonov coefficient of pyrite within the stone band is f=11. Concretions of pyrite are similar to cobblestone, and most of the pyrite is distributed in the stone bands.
In order to reduce equipment wear, prolong the equipment life, and increase the advance rate, deep-hole pre-splitting blasting along the gateway was carried out in the area where thick hard stone bands were distributed. Based on the geological conditions, theoretical calculations and numerical simulations were used to provide rational blasting design parameters.
According to the theory of rock blasting mechanism and the rule of stress wave propagation, ground was weakened in the rock blasting process where the radius of the crack zone Rp can be calculated using the formula14:

where p is the initial radial stress peak of stress wave given by p = ρ0Dt2( )n/8; a is the attenuation value of stress wave given by a=(2-v)/(1-v); Dt is the detonation velocity of 3650 m/s; ρ0 is the explosive intensity taken to be 1050 kg/m3; rc is the radius of cartridge bag equal to 0.025 m; rb is the radius of blast hole equal to 0.045 m; St is the tensile strength of rock mass equal to 3.6 MPa; v is Poisson's ratio of 0.2; n is the stress intensification factor equal to 10.
)n/8; a is the attenuation value of stress wave given by a=(2-v)/(1-v); Dt is the detonation velocity of 3650 m/s; ρ0 is the explosive intensity taken to be 1050 kg/m3; rc is the radius of cartridge bag equal to 0.025 m; rb is the radius of blast hole equal to 0.045 m; St is the tensile strength of rock mass equal to 3.6 MPa; v is Poisson's ratio of 0.2; n is the stress intensification factor equal to 10.
Using the parameters given above, the calculated Rp =2.54 m, which provide a theoretical reference for the later test.
Blasting effectiveness and the stress wave development process can be analysed and simulated by the software of LS-DYNA15. In this simulation, the pressure generated by the chemical energy in an explosive can be defined by the Jones-Wilkens-Lee (JWL) equation16-17:

where Ps is the pressure (Pa) induced by donation, V is the relative volume (m3), E0 is the internal energy per initial volume (Pa), A, B, ω, R1 and R2 are the user defined input parameters related to charging explosives. Referred to the works by Yang et al.17 and Li et al.18, these parameters in the simulation are given by A=214.4 GPa, B=0.182 GPa, ω=0.15, R1=4.2, R2=0.9 and E0=4.192 GPa.
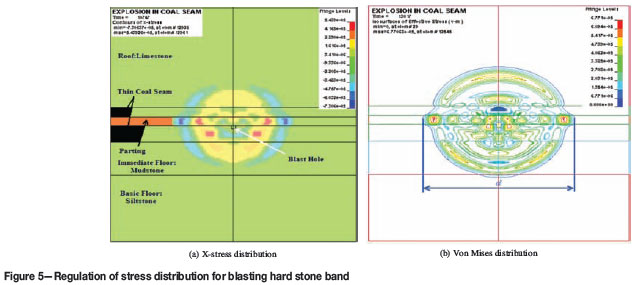
According to the field conditions, the simulation model can be calculated, and the regulations of stress distribution are illustrated in Figure 5.
The numerical model has analysed the process of fracturing rock near the explosion source by shock wave and stress wave. As shown in Figure 5(a), the X-stress wave velocity in coal is faster than in the rock mass, the stress wave distribution forms a flat 'O' shape; it contributes to the pre-splitting blasting of the hard stone bands and reduces damage to the roof. As shown in Figure 5(b), the diameter of the crack zone d is around 5 m. The Von Mises wave spreads farther along hard stone band than into the roof and floor, which is more beneficial for mining. These measurements agree with the previous theoretical calculations. The results of both theoretical calculation and numerical simulation provide the rational blasting parameters for the field experiment.
According to the in situ conditions and the theoretical analysis above, the layout of the pre-splitting blasting boreholes is shown in Figure 6.
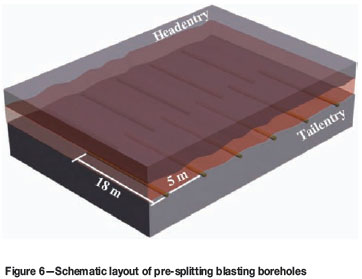
The key technical parameters are listed in Table III.
In order not to affect construction and management in the stope, and to take consideration of the advance support spacing of 20 m in the entries, the drilling and blasting was conducted in the entries further than 20 m from the stope. During the equipment maintenance shift, the boreholes were drilled near the stone band, with a spacing of 0.05-0.07 m, and vary with the distribution of the hard stone bands. All three holes were detonated in each entry at one time, and to reduce the residual length of blasthole, which was caused by rock extruding, a divided charge and millisecond firing delay were employed in each hole.
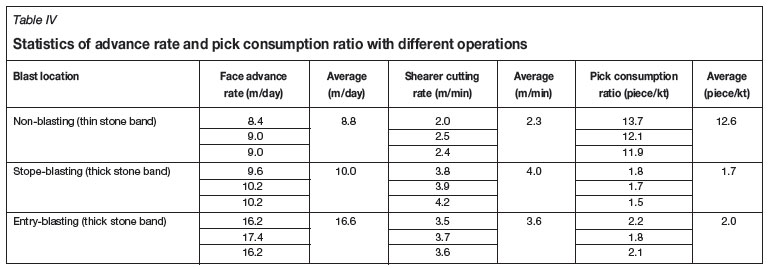
The operational performance of the MG200/456-QWD shearer and the consumption of picks were monitored during the period of deep-hole pre-splitting blasting along the gateway. The entry blasting was compared with short-hole blasting in the stope and non-blasting. The statistics, including face advance rate, shearer cutting rate, and pick consumption ratio are listed in Table IV.
According to Table IV, the face advance rate, with the influence of entry deep-hole pre-splitting blasting, was 1.7 times faster than with stope-blasting and 1.9 times faster than non-blasting. In addition, due to the entry-blasting, the shearer cutting rate increased 1.6 times, and the pick consumption ratio decreased by 84% when compared to the non-blasting operation.
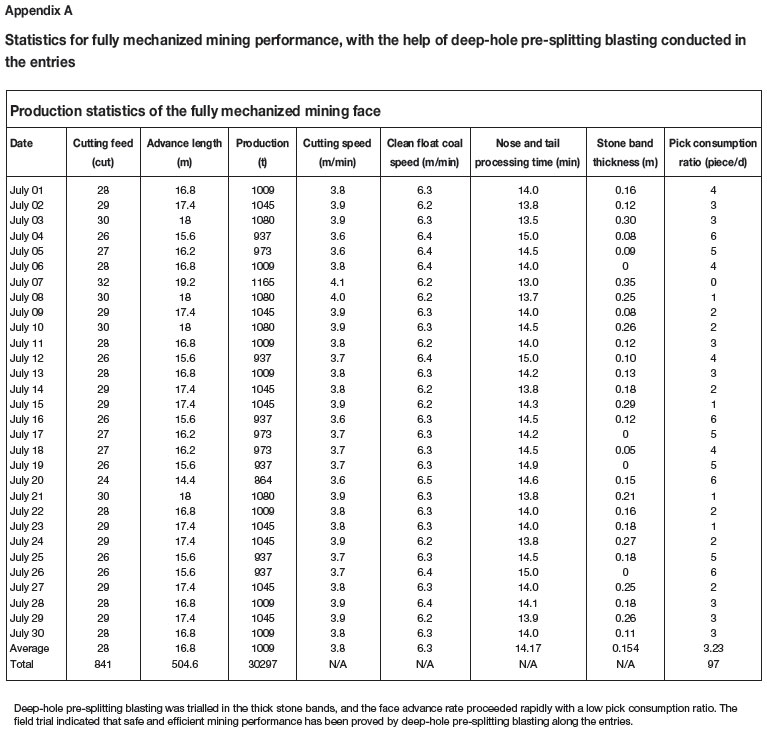
The field investigations show that the safety and efficiency of mining in thin coal seam with hard stone bands has been improved using pre-splitting blasting technology. Blasting and coal mining operated separately, which improves the efficiency of fully mechanized mining equipment. As a result, the availability of the shearer is more than 71.4%, the output from the coal face is 1165 t/day, and the monthly production was around 30 297 t (the details are listed in the Appendix A). The working environment has improved, and a profit of 29.4 million RMB has been achieved annually.
Safe and efficient mining in the protective coal seam
At present, gas explosions cause the highest proportion of coal mine accidents in China. There were 182 coal mine explosion accidents in 2008, with the death toll of 778, thus preventing gas accidents is a heavy responsibilitys19. Protective coal seam mining is the most effective and economical regional gas control technology20. The mineable reserves of thin coal seams are more than 102.7 Mt in Huaibei Coal Mine Group. For example, to mine coal safely in Qinan Coal Mine, the coal seam 71, located above the outburst-prone seam is mined first to allow partial de-gassing of the 72 seam below. This is the first experiment of this kind worldwide of mining a thin protective coal seam with an outburst-prone coal seam located some 7 m below.
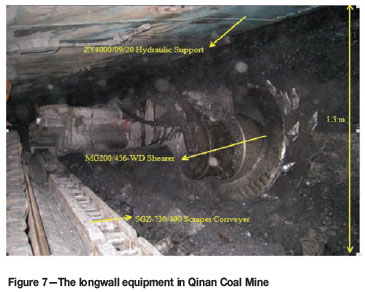
Based on the geological conditions of 71 coal seam, with average thickness of 1.3 m and Protodyakonov coefficient f=0.2-0.3, selected equipment was designed and improved for mining the protective layer. The field experiment demonstrated that choosing and matching the correct equipment facilitated rapid advance in the thin protective seam. The longwall equipment used in Qinan Coal Mine is shown in Figure 7.
Baes on the geological conditions of the thin protective coal seam, the FLAC3D software was used to investigate the stress and plastic zone distribution within the strata during the mining process21-22. Figure 8 shows the distribution of vertical stress and the location of plastic zones during mining.
After retreating 160 m in the 71 coal seam, the vertical stress distribution around the coal face shown in Figure 8(a) indicate a maximum stress of 26.5 MPa, which is approximately 2.5 times of the original rock stress. In the other parts, especially below the goaf, vertical stress drops significantly and a large stress-relaxed area forms. As the ground stress decreases in the protected coal seam, the seam permeability increases.
Figure 8(b) shows that there are many plastic zones distributed under the protective coal seam, which supply paths for the desorbed methane and enable high-efficiency drainage. In addition, methane from 72 coal seam seeps to the working space of 71 coal seam through fracture networks.
These particular seams are in close proximity, as the average thickness of the 72 coal seam is 3.0 m and the distance between the 72 and 71 coal seams is only 7.0 m. The measured methane content derived from 72 coal seam samples was 12.3 m3/t, indicating the danger of outburst. The gas originating from the 72 coal seam flows through the stress-relaxed strata into the goaf and working face of the 71 coal seam. The effective measures consist of draining the pressure relief gas in the 72 coal seam, draining the gas accumulated in the upper corner and goaf, enhancing the ventilation management and monitoring gas in real time. These measures were effective in keeping the gas from exceeding the prescribed limits while increasing the face advance rate.
The equipment, consisting of the MG200/456-WD double-drum shearer, ZY4000/09/20 hydraulic support, and SGZ-730/400 scraper conveyer (shown in Figure 7) proved to be suitable for the thin coal seam mining, and a coal cutting speed of up to 5.2 m/min was achieved with a maximum face advance rate of 9.6 m/day and a monthly output of 64 600 t.
The employment of directional long holes has various advantages compared to conventional drilling technologies, such as a decrease in drilling time, increase in service time, and balancing of the development schedule. Figure 9 shows a schematic layout of directional boreholes drilled from the protective mining face into the protected seam. As a result, the gas volume drained from the protected seam 72 was over 75% of the total gas volume in the pressure-released area. Extraction of the gas reservoir from the protected seam reduced the amount of desorbed gas flowing into the advancing face, enabling the longwall operators to mine safely and efficiently in the protective upper seam and in the gas outburst-prone seam below to be mined in the future.
Besides the drainage from the protected seam, a drainage pipeline buried in the goaf, to drain the accumulated gas in the upper goaf, was also installed during face advancing. The main pipe and the branch were alternately stepped forward to drain gas. The distance between the gas suction port, which entered into the goaf, and the upper corner needed to be in a range of 5-30 m (Figure 9).
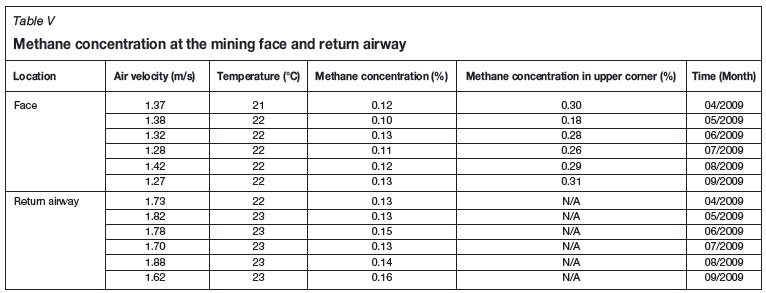
Finally, ventilation management was used to guarantee the air quantity and flow speed, and the gas was monitored in real time by the professional inspector. During mining of the whole thin coal seam, the methane concentration was monitored at the mining face and return airway from April to September 2009, and the results are listed in Table V.
As illustrated in Table V, the field measurements indicate that the maximum methane concentration was 0.31% in the upper corner, and all the monitored values were far less than the regulatory limit of 1.0%23. It can be concluded that safe and efficient mining had been achieved in the thin coal seam above the gas outburst-prone seam.
Existing problems and prospect forecasts
Main problems
At present, thin coal seam mining technology faces many problems, including the following:
The level of equipment automation needs to be improved. A trade-off between installed power, machine height and delivery coal space is still the main technological problem in developing a high-power shearer for thin coal seams. Automatic control and fault diagnosis functions for the shearer, and adaptability of hydraulic support to adjust to thin coal seams with complex geological conditions must be improved rapidly.
Prospects forecast
The development trends in thin coal seam mining technology are as follows:
Conclusions
Based on the geological conditions of thin coal seams, the main factors that constrain the safety and efficiency of mining were analysed. The conclusions are summarized as follows:
Acknowledgments
Financial support for this work was provided by the Qing Lan Project of Jiangsu Province, the State Key Laboratory of Coal Resources and Mine safety, CUMT (NO. SKLCRSM09X02), the Graduate Students Innovation Fund of Colleges and Universities in Jiangsu Province (NO. CX10B_148Z), the Priority Academic Program Development of Jiangsu Higher Education Institutions (NO. SZBF2011-6-B35), and the State Scholarship Fund of China Scholarship Council (NO. 2010642039). The authors gratefully acknowledge the financial support of the above organizations.
The authors express their special gratitude to Dr Jan Nemcik and Mr Bob Kininmonth for their constructive comments and remarks.
References
1. CHEN, G. Summarization of thin seam mining and research on thin seam mining in Shenfu Dongsheng Coal Field. Coal Science and Technology, vol. 35, 2007. pp. 5-9. [ Links ]
2. LIU, G.B. and LIU, D.C. Research on ways of high production and high-efficiency of thin coal seam. Journal of Liaoning Technical University, vol. 21, no. 4, 2002. pp. 531-533. [ Links ]
3. YAN, H.P. Study on efficient unmanned coal planer working platform mining technique. Journal of Liaoning Technical University, vol. 23, 2004. pp. 250-252. [ Links ]
4. ZHAI, X.X., SHAO, Q., LI, B.F., et al. Shearer mining application to soft thin-seam with hard roof. Procedia Earth and Planetary Science, vol. 1, 2009. pp. 68-75. [ Links ]
5. BI, J.M. Development of Mechanical coal-getting equipment for thin seams. Coal Mine Electromechanical, vol. 5, 2007. pp. 34-35. [ Links ]
6. SHENG G J, SUN Q S, and SONG H L. The innovational mining technology of fully mechanized mining on thin coal seam. Journal of China Coal Society, vol. 32, no. 3, 2007. pp. 230-234. [ Links ]
7. MA, L.Q., WANG, L.Q., ZHANG, D.S., et al. Application and study on feasibility of near distance coal seam group ascending mining. Journal of Hunan University of Science & Technology (Natural Science Edition), vol. 22, no. 4, 2007. pp. 1-5. [ Links ]
8. ZHAO, L.J. and MA, Y.Z. Reliability research on shearer cutting unit based on multi-body dynamics. Journal of China Coal Society, vol. 34, no. 9, 2009. pp. 1271-1275. [ Links ]
9. WANG, G.F. Development and application of completed set equipment for safety and high efficient mining in thin seam. Coal Science and Technology, vol. 37, no. 9, pp. 86-89. [ Links ]
10. ZHANG, Q.Y., HE, Y.H., XU, Y.K., et al. MG 200/450-WD Drum shearer on thin seam. Coal Mine Electromechanical, vol. 5, 2002. pp. 47-48. [ Links ]
11. WITHJACK, E.M. Computerized tomography for rock property determination and fluid flow visualisation. Society of Petroleum Engineers Formation Evaluation, vol. S1, 1988. pp. 696-704. [ Links ]
12. ZHANG, P.S., LIU, S.D., and WU, R.X. Observation of overburden failure of coal seam by CT of seismic wave. Chinese Journal of Rock Mechanics and Engineering, vol. 23, no. 15, 2004. pp. 2510-2513. [ Links ]
13. ZHANG, N., HAN, H.D., LIU, X.C., and HAN, L. Application of seismic CT technology in detecting coal mining area. Journal of Hebei University of Engineering (Natural Science Edition), vol. 25, no. 3, 2008. pp. 95-97. [ Links ]
14. SONG, S.Z. Stress Wave in Solid Dielectric. Coal Industry Press, Beijing, 1989. [ Links ]
15. Livermore Software Technology Corporation. LS-DYNA Keyword User's Manual. USA, Livermore, California. LSTC, 2003. [ Links ]
16. LEE, E.L. and TARVER, C.M. Phenomenological model of shock initiation in heterogeneous explosives. Physics of Fluids, 1980. [ Links ]
17. YANG, R., BAWDENS, W.F., and KATSABANISS, P.D. A new constitutive model for blast damage. International Journal of Rock Mechanics & Mining Sciences, vol. 33, no. 3, 1996. pp. 245-254. [ Links ]
18. LI, H.B., XIA, X., LI, J.C., ZHAO, J., LIU, B., and LIU, Y.Q. Rock damage control in bedrock blasting excavation for a nuclear power plant. International Journal of Rock Mechanics and Mining Sciences, vol. 48, 2011, pp. 210-218. [ Links ]
19. FANG, X.Q., ZHAO, J.J., and HE, J. Study on mining the protective seam with the manless working face in coal and gas outburst mines. Procedia Earth and Planetary Science, vol. 1, 2009. pp. 227-234. [ Links ]
20. LIU, H.B., CHENG, Y.P., and SONG, J.C., et al. Pressure relief gas drainage and deformation effects on an overlying coal seam induced by drilling an extra-thin protective coal seam. Mining Science and Technology, vol. 19, 2009. pp. 724-729. [ Links ]
21. ITASCA. Flac3D User's Guide. USA: Itasca Consulting Group, Inc. Itasca, Illinois, 2005. [ Links ]
22. WHITTLES, D.N, LOWNDES, I.S., and KINGMAN, S. W et al. Influence of geotechnical factors on gas flow experienced in a UK longwall coal mine panel. International Journal of Rock Mechanics and Mining Sciences,. vol. 43, 2006. [ Links ]
23. State Administration of Work Safety (SAWS). Safety Regulations in Coal Mine. Beijing, China Coal Industry Publishing House, 2010. [ Links ]
Paper received Mar. 2011; revised paper received Sep. 2011.
© The Southern African Institute of Mining and Metallurgy, 2012. SA ISSN 0038-223X/3.00 + 0.00.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}