










Servicios Personalizados
Articulo
 Inglés (pdf)
Inglés (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
Indicadores

Links relacionados
-
 Citado por Google
Citado por Google -
 Similares en Google
Similares en Google
Compartir

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
versión On-line ISSN 2411-9717
versión impresa ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.111 no.6 Johannesburg jun. 2011
JOURNAL PAPERS
Sulfide-type inclusion morphologies of a Ca-treated hot-rolled wheel steel
E. Keskinkilic
Department of Materials Engineering of Atilim University, Ankara, Turkey
SYNOPSIS
In this study, sulfide-type inclusion morphologies of a Ca-treated hot-rolled wheel steel, Grade-X, were investigated. The specimens taken from the hot-rolled products of Grade-X heats were studied. The size and distribution of elongated sulfide inclusions were examined for the heats of different S levels. Elongated sulfide inclusions were either not observed or rarely encountered when ladle analysis S content was below 50 ppm. The size and relative abundance of sulfide inclusions were reported to increase markedly when the S composition was greater than or equal to 70 ppm and the Ca/S ratio was less than 0.50. The effect of Ti addition (0.010-0.020% Ti) on sulfide-type inclusion morphologies was then investigated for heats having a sulfur content higher than 50 ppm. Addition of Ti was found to have a partial effect on decreasing the size of sulfide-type inclusions under real steelmaking conditions.
Keywords: Sulfide inclusions, Ca-treatment, titanium.
Introduction
Eregli Iron and Steel Works Company (Erdemir) is one of the integrated iron and steel plants in Turkey producing hot and cold rolled steels of various kinds. The primary steelmaking operation is conducted using Linz-Donawitz (LD) type converters. There are three converters, the liquid steel capacity of each being 120 tons. There are two ladle furnaces (LF), two ladle treatment stations (LT), and one vacuum degasser established for secondary steelmaking operations. Four continous casting machines are available for slab production.
Erdemir produces wheel quality (Grade-X DIN EN 10025-91 Fe 430 D1) steel, the chemical composition of which is presented in Table I. While tapping from the 120 ton LD converter, the typical alloying addition is FeMn (both low and high carbon), while deoxidation is accomplished with the addition of aluminum. An average of 650 kg of CaO is added during tapping to obtain a CaO-Al2 O3 type liquid slag. At the ladle furnace, Al dross is added at the beginning of the operation. The specification of the Al dross currently used in the secondary metallurgy is 20-70% metallic Al, 35% min. Al2 O3 , and 10% max. SiO2 , with particles less than 0.5 mm in size constituting a maximum of 5.0% of the weight of the slag. At the end of ladle refining, CaSi-wire is added to the steel bath to achieve the desired Ca content in steel composition. The specification of CaSi wire used at the ladle furnace is 28-32% Ca, 58-62% Si, 3% max. Al, 1% max. C, and 6% max. Fe.
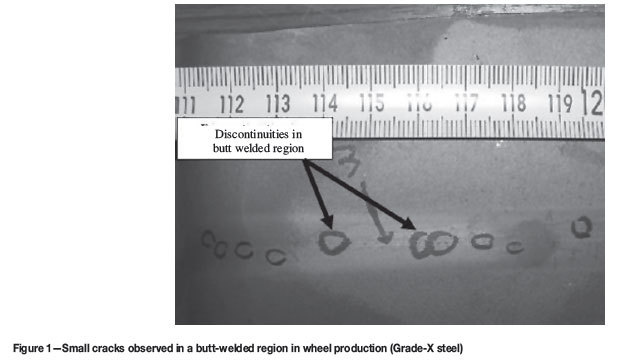
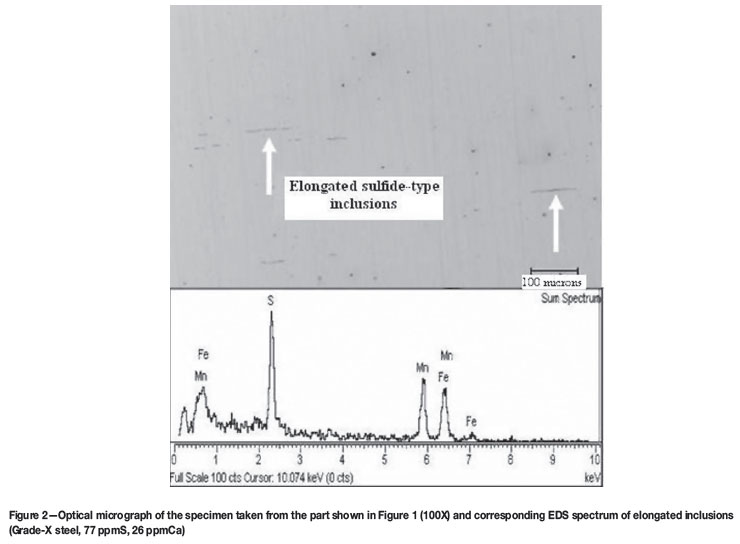
Since the end uses of Grade-X include operations like bending and welding, the steel's cleanliness is of vital importance. Elongated sulfide-type inclusions may cause cracks during such operations. Small cracks observed in the butt-welded region of a Grade-X steel product are illustrated in Figure 1. An optical micrograph of the sample taken from this part and the corresponding EDS spectrum of elongated inclusions are shown in Figure 2.
Sulfide inclusions should be small in size, globular in shape, and distributed randomly in steel. This type of inclusion is obtained at the beginning of solidification. MnS inclusions formed after a strong deoxidation do not have such properties. They elongate to the rolling direction, causing anisotropy1. In the literature, sulfide inclusions formed by Ce and Mn were compared according to their time of formation (in 1% Mn, 0.05% Ce, 0.01% S steel). It was reported that Ce sulfide started to precipitate during cooling of steel (fully liquid), whereas Mn sulfide formed after 94% of solidification2. Descriptions of the control of the morphology of MnS inclusions and the effect of S content on MnS precipitation can be found in the literature3,4.
Shape control of sulfide inclusions involves the formation of stable sulfide compounds that precipitate with a small size and globular shape so that no deformation of the inclusions can occur during rolling. Commercially, the wire form of CaSi is generally used for inclusion modification.
In the current study, sulfide-type inclusion morphologies in samples of Grade-X were examined. Specimens were taken from hot-rolled Grade-X products and prepared according to ASTM E45-97 (reapproved 2002)5 . The extent of sulfide shape control was studied using an image analyser. The effect of Ti additions on sulfide-type inclusion morphologies was also investigated.
Experimental
All Grade-X heats were treated in a ladle furnace where the necessary alloying additions were performed in order to achieve the required steel composition. For each heat, 110 kg of CaSi wire (average) was injected into the ladle at the end of secondary refining. Bottom purging with Ar(g) was conducted during ladle treatment (0.33 Nm3/min). In four experiments, FeTi was added to obtain 0.010-0.020% Ti in steel composition. In these runs, an average of 36 kgs of FeTi was added to the ladle just before CaSi injection.
Continuous castings of Grade-X heats were performed in either the third or fourth numbered continuous casting machines, which are similar as far as the working principles are concerned. In the continuous casting stage, three chemical analysis for samples were taken from the continuous casting mold as a standard practice. In the laboratory, chemical analyses of the specimens were conducted with an optical emission spectrophotometer (ARL 4460 Metals Analyzer - Thermo Electron CorporationTM). The spectrophotometer gave analyses of 20 components for each sample, including C, Mn, P, S, Si, Al, Ti, Nb, V, and Cu. Sulfur content was also checked with a CS-344 device, which is a microprocessor-based instrument for measuring the carbon and sulfur content of metals, ores, ceramics, etc. The accuracy of the sulfur measurement is ±0.0002 or 5% of sulfur present (for S<0.1%).
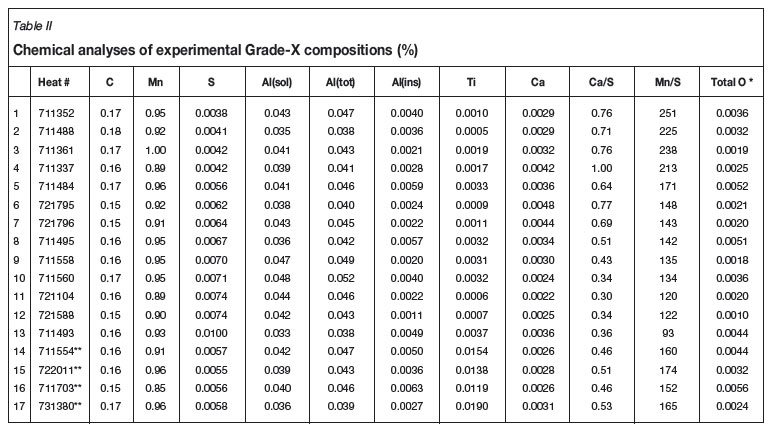
The chemical analyses of the second samples taken from the continuous casting mould are presented in Table II. Heats were listed according to their sulfur content. The last four heats were conducted with the addition of FeTi at the ladle furnace.
For inclusion morphology studies, specimens were taken from the hot-rolled products. Specimens were taken from the coils, which generally corresponded to the middle slabs of a certain heat. The coils also corresponded to the slabs that were cast without process nonconformities, which are regarded as normal slabs.
Morphological studies were conducted taking into account the following criteria, so that the heats that were not produced according to standard practices were not sampled after rolling:
Heats tapped from the converter in the rimmed condition were excluded, i.e., morphological studies were carried out only for the heats deoxidized at the converter stage
The total O content of solidified steel is closely related to deoxidation. From the insoluble Al content of steel, Al(ins.), the amount of Al2 O3 inclusions present can be calculated by multiplying Al(ins.) by [Mole wt. of Al2 O3 /2* At. wt. of Al]. Therefore, from this simple stoichiometry, O present in Al2 O3 inclusions can easily be obtained by multiplying Al(ins.) by [3* At. wt. of O/2* At. wt. of Al]. This is a common approach for Al-killed steels6 .
Steel samples taken for morphological studies were sent for laboratory analysis. Specimens were prepared according to ASTM E45-97 (reapproved 2002)5 . A CLEMEX CIR 3.5 model image analyser was used.
Results and discussion
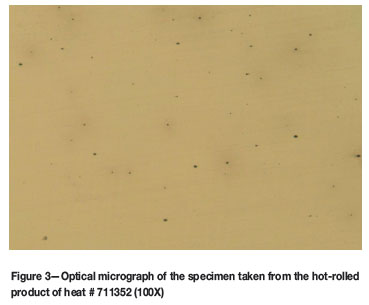
In the examination of specimens containing sulfur less than 50 ppm (i.e. the first four heats), elongated MnS inclusions were rarely observed. The greatest length of MnS inclusions encountered was around 40 µm. The relative cleanliness of the samples was attributed to the low sulfur content, as well as to Ca/S ratios being 0.70 and higher. Moreover, Mn/S ratios were greater than 200 for these heats. In the examination of the sample from the first heat (%S = 0.0038%, Ca/S = 0.76) and that of the fourth heat (%S = 0.0042%, Ca/S = 1.00), no elongated MnS was encountered. At these sulfur levels, a Ca content of around 30 ppm was therefore found to be sufficient to obtain the desired inclusion morphology. An optical micrograph of the sample taken from the hot-rolled product of the first heat is illustrated in Figure 3. The shaded regions around the inclusions are due to tartaric acid used in specimen preparation.
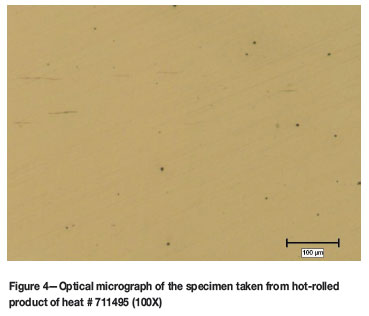
Elongated MnS- type inclusions were encountered in the samples containing more than 60 ppm S(i.e., the sixth, the seventh and the eighth heats). The S contents of these heats were recorded as 62, 64 and 67 ppm, and the corresponding Ca/S ratio values were calculated as 0.77, 0.69 and 0.51, respectively. Among these samples, the sample in which most extensive MnS inclusions were observed was the third one (S = 67 ppm, Ca/S = 0.51); 100 µm or even larger MnS type inclusions were observed. It was seen that the Ca/S ratio became more important as the sulfur content of the steel increased, and that the samples were richer in MnS inclusions when insufficient Ca was present in the steel composition. An optical micrograph of the sample taken from the hot-rolled product of the eighth heat is presented in Figure 4.
MnS-type inclusions were often observed in heats having S content of 70 ppm or more (i.e. from the ninth heat to the twelfth heat). The S contents of these four runs were reported as 70, 71, 74 and 74 ppm, and the corresponding Ca/S ratios were calculated as 0.43, 0.34, 0.30 and 0.34 respectively. It was observed that the length and frequency of MnS inclusions were higher than those observed in the heats in which the S contents were between 60 ppm and 70 ppm. The length of MnS inclusions was around 100-150 µm. Specifically, in the eleventh heat (S = 74 ppm, Ca/S = 0.30), MnS inclusions larger than 200 µm were observed. As can be seen from inclusion morphologies of the specimens, 20- 25 ppm of Ca in the steel composition was definitely insufficient at these sulfur levels. An optical micrograph of a related sample taken from the image analyser is shown Figure 5.

Morphological investigation of the specimen taken from the heat having a S content of 100 ppm (Ca/S = 0.36) revealed that there were numerous elongated MnS-type inclusions, as shown in Figure 6. This heat had the highest content of elongated inclusions of all the samples examined in this study. Although the lengths of inclusions were not exassive, colonies of elongated inclusions were observed in almost every region of the sample. This morphology could probably cause cracks during operations like bending and welding. Therefore, such sulfur values cannot be tolerated during steelmaking of this grade.
Effect of Ti additions on sulfide-type inclusion morphologies
The effect of titanium additions on the size and dispersion of MnS inclusions in Fe-0.1%C-1%Mn-0.02%S base alloys was studied by Oikawa et al.7 . It was reported that the size of MnS inclusions was markedly decreased by the addition of titanium. This was attributed to the successive nucleation events involving (Ti,Mn)O and MnS at the solid/liquid interface of the iron. (Ti,Mn)O was found to act as a heterogeneous nucleation site for the formation of liquid droplets of MnS, which were then trapped in the iron and solidified as small inclusions.
In the current work, in an effort to decrease the size of sulfide-type inclusions at moderate sulfur levels (i.e. S contents between 50 and 60 ppm), the effect of Ti addition under real steelmaking conditions was studied. For this purpose, in the secondary metallurgy of four heats, FeTi was added to the ladle for each heat to obtain a Ti content of 0.010-0.020% (0.015% target).
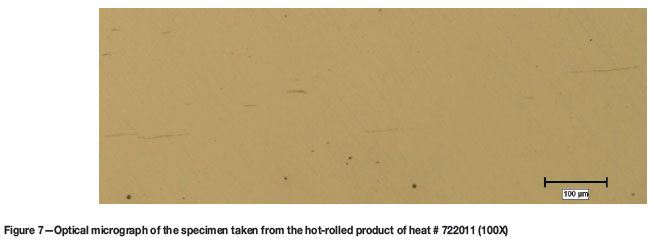
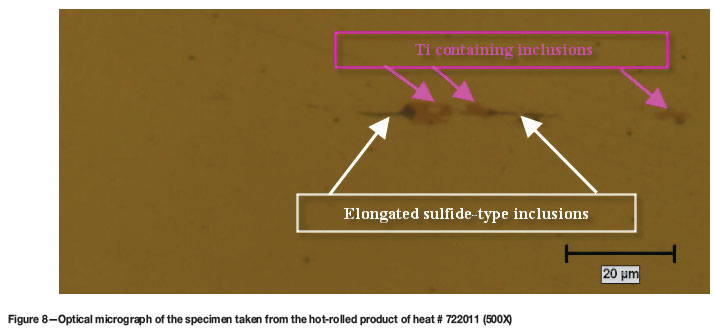
In the heat numbered 711554, a decrease in the size of MnS inclusions was observed in all regions of the specimen. The average inclusion size was not more than 50 µm. For this heat, Ti addition was seen to be effective in reducing the size of elongated inclusions. Conversely, examination of the morphology of the other three heats conducted with Ti addition revealed that a decrease in the size of the elongated inclusions was partly accomplished. Some elongated inclusions of 100 µm in length or more were observed in all the specimens (Figure 7). Therefore, adding FeTi at the ladle furnace during wheel steel production was found to be ineffective in reducing the inclusion size at these sulfur levels. In all heats conducted with Ti additions, other than globular calcium aluminate and MnS inclusions, Ticontaining inclusions with a pinkish color and angular morphology were often encountered, as shown in Figure 8. These inclusions were mostly observed near MnS inclusions, and some of them appeared in combination with MnS, as expected.
As mentioned in the previous paragraph, Ti addition to wheel steel composition was not very effective for reducing the size of MnS inclusions. This might be attributed to the variant conditions under real steelmaking conditions: The slag amount on top of liquid steel was such a variable, as well as the fact that the quantity of carry-over slag could change from heat to heat. Therefore, the efficiency of FeTi addition may have changed from heat to heat. This could also be seen from the differences in the titanium contents of different heats. In all heats, 36 kg of FeTi were added to the ladle. However, ladle analyses of Ti compositions were considerably different from each other. Therefore, such variables in real steelmaking operation might adversely affect trials. Considering these difficulties and the cost of FeTi addition, decreasing the S content below 50 ppm was an easier and more effective way to decrease the size and volume fraction of MnS inclusions without forming additional inclusions in the steel.
Conclusions
Sulfide-type inclusion morphologies of a Ca-treated hot-rolled wheel steel produced in Erdemir were investigated. Elongated MnS inclusions were either not observed or were very rarely encountered when the S content was below 50 ppm. The elongated inclusions were mostly observed in the heats having a S content of 70 ppm or more. The size and volume fraction of such inclusions were found to be higher when the Ca/S ratio was below 0.50. The effect of Ti addition on the size of MnS inclusions was also investigated. It was found that Ti addition caused a decrease in the size of elongated inclusions, but this occurs only partially; some elongated inclusions were still encountered. Therefore, it was concluded that decreasing sulfur content below 50 ppm was an easier and more efficient way to reduce the size and volume fraction of MnS inclusions. In conclusion, specification sulfur content for this grade of steel should be restricted to 50 ppm maximum.
Acknowledgements
The author wishes to thank the related members of Quality Metallurgy and RD Department of Erdemir. The personnel providing chemical analysis are greatly acknowledged. Special thanks to Ramazan Tütük for SEM-EDS analysis.
References
1. KIESSLING, R. and LANGE, N. Non-metallic inclusions in steel, Part II. The Iron and Steel Institute, 1966, pp. 114-127. [ Links ]
2. TURKDOGAN, E.T. Theoretical aspects of sulfide formation in steel. Sulfide Inclusions in Steel, Proceedings of an International Symposium, Barbadillo, J.J. and Snape, E. (eds.), American Society for Metals, 1975, pp. 1-22. [ Links ]
3. OIKAWA, K., OHTANI, H., ISHIDA K., and NISHIZAWA T. ISIJ International, vol. 35, no. 4, 1995, pp. 402-408. [ Links ]
4. WAKOH, M., SAWAI, T., and MIZOGUCHI, S. ISIJ International, vol. 36, no. 8, 1996, pp. 1014-1021. [ Links ]
5. AMERICAN SOCIETY FOR TESTING AND MATERIALS (ASTM). Standard Test Methods for Determining the Inclusion Content of Steel, ASTM E45-97 (Reapproved 2002). [ Links ]
6. DRESSEL, G.L. Iron and Steelmaker, Skull Session, April 2000. pp. 28. [ Links ]
7. Oikawa, K., Ishida, K., and Nishizawa, T. ISIJ International, vol. 37, no. 4, 1997, pp. 332-338. [ Links ]
Paper received Jan. 2010; revised paper received Mar. 2011.
© The Southern African Institute of Mining and Metallurgy, 2011. SA ISSN 0038-223X/3.00 + 0.00.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}