










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkSouth African Journal of Enology and Viticulture
On-line version ISSN 2224-7904
Print version ISSN 0253-939X
S. Afr. J. Enol. Vitic. vol.37 n.1 Stellenbosch 2016
Effect of suspension freeze-concentration technology on the quality of wine
Qianwen ZhangI; Xianagyu SunI; Qiming ShengI; Jinquan ChenII; Weidong HuangI; Jicheng ZhanI, *
ICollege of Food Science and Nutritional Engineering, Beijing Key Laboratory of Viticulture and Enology, China Agricultural University, Beijing 100083, China
IICollege of Food Science, Fujian Agriculture and Forestry University, Fuzhou, Fujian 350002, China
ABSTRACT
One of the factors that inhibits the development of the Chinese wine industry is that the sugar content of the grape feedstock is insufficient. In order to produce wine with better qualities using these materials, concentrating the grape juice could be a good alternative to adding sugars. In this study, suspension freezeconcentration technology was applied to concentrating grape juice with a low sugar content. The freezeconcentrated grape juice was made into red and white wines separately. In the control group, red and white wines were made from chaptalized (sugar-enriched) grape juice. The physical and chemical indexes, sensory evaluation results and polyphenolic content of the wine were analysed to evaluate the practicality of applying the freeze-concentration technology in the wine industry. The results show that, after removing ice every 30 min for approximately 14 h with a -18°C coolant, grape juice with an initial sugar content of 14°Brix reached 23°Brix. Both the red wines and white wines made from freeze-concentrated grape juice were of a higher quality than the wines made from chaptalised grape juice. Moreover, the phenolic content was concentrated, which may provide health benefits. Thus, suspension freeze-concentration technology is a promising alternative to traditional chaptalisation technology.
Keywords: Freeze concentration, grape juice, wine, polyphenols
INTRODUCTION
In recent years, the Chinese wine industry has met increasingly fierce competition from imported wines, especially wines of good quality and low prices (Balestrini & Gamble, 2006). To compete with imported wines, Chinese wineries need high-quality wine grapes and better production technologies. Many wine regions in China face the problem of insufficient sugar content in wine grapes (Liu et al., 2006). There are many reasons for this, such as the climate, the vineyard soil, grape varieties, rootstocks, optimum planting density and vineyard management, among others (OIV, 2015). Thus, it is difficult to improve the quality of wine grapes in a short time. However, technology may help to improve the quality of wine, even if it is made from the same grapes. Adding sugars to grape must, a process called chaptalisation, is a common technology in some high-latitude wine regions in which grapes are unripe in some years (Christoph et al., 2015). However, chaptalisation is prohibited by law in many countries (Meloni & Swinnen, 2013). Moreover, it cannot be guaranteed that chaptalisation will improve the wine quality of unripe grapes (Casassa et al., 2013), because chaptalised wines lack the polyphenols, pigments and aroma components found in fine wines (Peynaud, 1984). Therefore, concentrating the grape juice may be a good alternative to chaptalisation.
There are three popular concentration methods used in the food industry: evaporation, membrane concentration (reverse osmosis) and freeze concentration (Sanchez et al., 2011). The evaporation process is performed under a high-temperature condition that is detrimental to the heat-sensitive substances in wines, such as pigments and aroma components. Although membrane concentration has the advantage of operating at room temperature, the residual pomace in grape juice could block the tiny holes in the membrane, which could lead to a high membrane replacement cost (Hernandez et al., 2009; Sant Anna et al., 2012). However, freeze concentration does not have the disadvantages mentioned above. Freeze-concentration technology uses solid-liquid phase separation, which means that the solution is concentrated by separating pure ice crystals during a freezing process (Guillermo et al., 2015). High-quality products are produced by this technology because the process is performed at a low temperature (below 0°C), in which the heat-sensitive substances in wines can be perfectly protected (Petzold et al., 2013). Moreover, most fermentation tanks have cooling systems in which ice can be crystallised. Thus wineries have the potential to perform freeze concentration without buying new equipment (Miyawaki, 2010).
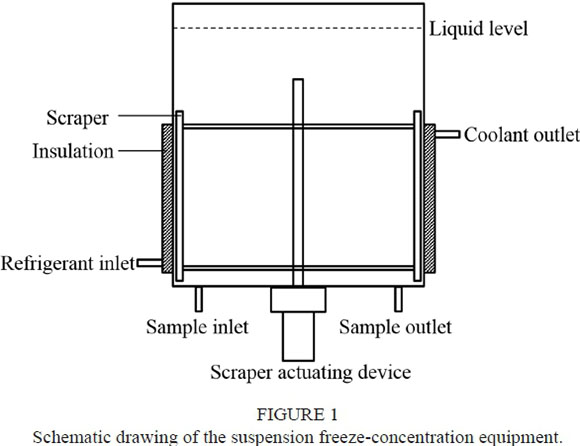
The freeze-concentration process includes three steps: ice crystal formation, ice crystal growth, and the separation of the ice crystals and the solution (Miyawaki, 2010). There are two main freeze-concentration technologies based on different methods of ice crystal formation, namely suspension freeze concentration and progressive freeze concentration (Hernández et al, 2009). After the process of suspension freeze concentration, fewer soluble solid contents remain in the ice crystal, and this technology is more easily used on an industrial scale compared with suspension freeze concentration (Ye et al, 2014). Thus, suspension freeze-concentration technology was chosen to concentrate the grape juice in this study. The suspension freeze-concentration equipment used in this study was designed and made by Prof. Chen Jinquan's team in the College of Food Science at Fujian Agriculture and Forestry University. A set of pilot-scale suspension freeze-concentration equipment was built by this team, and some of the equipment was nearly on an industrial scale. At present, few studies have been performed on the pilot-scale or industrial-scale application of freeze concentration. Applying suspension freeze-concentration technology to winemaking has not been reported.
In this study, pilot-scale suspension freeze-concentration equipment was used to concentrate grape juice. The red and white wines made from the concentrated grape juice were evaluated on their basic contents, sensory evaluation results and phenolic content, and were compared with the control group. The principal aim of this study was to use suspension freeze-concentration technology to improve the quality of wine, especially that made from grapes with a low sugar content. A further aim was to provide a theoretical and practical basis for the application of freeze-concentration technology in the winemaking industry.
MATERIALS AND METHODS
Samples and chemicals
The grape materials had a soluble solid content of 14°Brix and came from the Xinjiang region. The wine yeasts used were Enartis Aroma Red (Enartis Co., Ltd., San Martino, Italy) for the red wines and Enartis Aroma White (Enartis Co., Ltd., San Martino, Italy) for the white wines.
The chemicals used were as follows: Methanol and acetonitrile of analytical reagent grade were obtained from Dima Chemical Reagent Co., Ltd., Beijing, China. Glucose, fructose, succinic acid, lactic acid, glycerol, acetic acid, ethanol, (+)-catechin (C), (-)-epigallocatechin (EGC), (-)-epigallocatechin gallate (EGCG), (-)-epicatechin (EC), (-)-epicatechin gallate (ECG), gallic acid (GA), protocatechuic acid (PrA), chlorogenic acid (ChA), vanillic acid (VA), caffeic acid (CA), syringic acid (SyA), p-coumaric acid (PcA), ferulic acid (FA) and sinapic acid (SiA) of chromatographic reagent grade were obtained from Sigma Chemical Co., Ltd., St. Louis, MO, USA.
Equipment
The pilot-scale suspension freeze-concentration equipment was designed and made by Prof. Chen Jinquan's team. The schematic drawing of the equipment was derived from Yu et al. (2011) and is shown in Fig. 1.
Freeze concentration of grape juice
Grape berries were pressed in a LZ-0.5 juice extractor (Kewei Machinery Co., Ltd., Jingjiang, China), and 0.2 g/L potassium metabisulphite was added to the grape must. Two layers of aseptic gauze were used to separate the juice from the pomace. The separated grape juice was then centrifuged in a tube-style GF-75 centrifugal machine (Shengfeng Machinery Co., Ltd., Liaoyang, China) at 7 550 g for 5 min to obtain even more clarified grape juice. The pomace obtained from the previous two steps was mixed and stored immediately at -18°C.
The grape juice was concentrated in the suspension freeze-concentration equipment following the protocol reported by Yu et al. (2011); the refrigerant temperature was set at -18°C, the rotational speed of the scraper was set at 75 rpm, and the ice crystals were separated by centrifugation every 30 min. The weights of the ice crystals and the soluble solid content of the grape juice were recorded. The entire process mentioned above was performed continuously until the soluble solid content of the concentrated grape juice reached 23°Brix.
Fermentation
The fermentation test included four groups of wines: chaptalised red wine, freeze-concentrated red wine, chaptalised white wine, and freeze-concentrated white wine. The two chaptalised groups were set as control groups. The raw material components of each group are listed in Table 1. The fermentation test in each group was conducted in triplicate.
The components mentioned in each group in Table 1 were poured into a sterile 1 L glass jar. The two red wine groups were fermented at 25°C, while the white wine groups were fermented at 22°C. The temperature, soluble solid content and liquid density of each wine were measured and recorded every 12 h. When the liquid density of the red wines stabilised, the wine and the pomace were separated using two layers of aseptic gauze. The clarified red wines underwent secondary fermentation at 12°C for six days. The supernatant was then separated and stored at 4°C. For the white wine groups, 0.8 mL of sulphur dioxide solution was added when the liquid density stabilised. The whole solution system, including the sediment, was stored at 4°C for 10 days. After that, the supernatants in the white wine groups were separated and stored at 4°C.
Determination of the total acid in the wines
Ten millilitres of the wine samples were centrifuged at 3 354 g for 10 min. The supernatant was used to measure the total acid, following the pH potentiometric titration method described in GB/T (the National Standard of the People's Republic of China) 15038-2006 (2006).
Determination of the organic acid, reducing sugars, glycerol and ethanol in the wines
The succinic acid, lactic acid, acetic acid, glucose, fructose, glycerol and ethanol content of the four groups of wines was measured by the HPLC method mentioned in previous reports (Liu et al., 2015). An Aminex HPX-87H column (Bio-Rad Co., Berkeley, California, USA) and a Waters-2695 HPLC system with Waters-2414 refractive index 152 detector (Waters Co., Milford, Massachusetts, USA) were used.
Analysis of colour intensity and colour hue in red wines
All of the wine samples were filtered through a 0.45 μηι polyethersulfone (PES) membrane. Disodium hydrogen phosphate and citric acid buffer solutions were used to adjust the pH values of the wines to 3.6. The optical densities (ODs) of the treated samples were measured at 420 nm, 520 nm and 620 nm, using distilled water as a control. All of the measurements were made in triplicate. Colour intensity = 
Sensory evaluation of the wines
According to the evaluation criteria described in GB/T 15038-2006 (2006), seven wine connoisseurs were invited to a blind tasting of the four groups of wines. The wines were graded on four aspects: appearance and colour (out of 10 points), aroma and bouquet (30 points), taste and flavour (40 points), and overall judgement (20 points), giving a total of 100 points. The design of the score sheet reflected the sensorial analysis tasting sheet for wine-judging competitions (Ronald, 2009).
Determination of the polyphenolic contents in the wines
The C, EGC, EGCG, EC, ECG, GA, PrA, ChA, VA, CA, SyA, PcA, FA and SiA contents in the wine samples were detected according to the method described in a previous study (Tian et al., 2009). A LiChrospher 1003p-18e column (Merck Co., Germany) and an LC-20A HPLC (with diode array detector, SPD-M20A) (Shimadzu Co., Kyoto, Japan) were used.
Statistical analysis
The statistical analysis was performed by one-way analysis of variance (ANOVA) using SPSS 17.0 software. Differences among the mean values were established by the least significant difference at 5%. The results were analysed in Microsoft Excel 2010.
RESULTS AND DISCUSSION
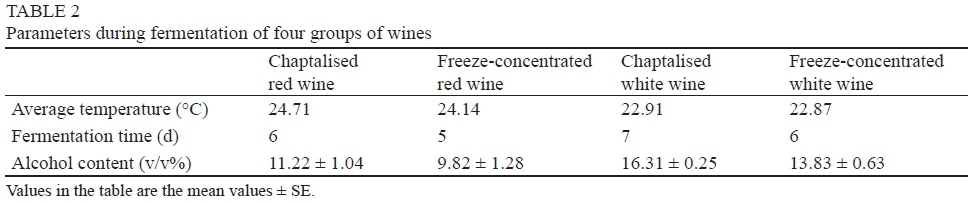
Parameters during fermentation
A conventional fermentation method was used in this study. The temperature in the grape must and in the soluble solid contents of the must was recorded every 12 h. The liquid density was recorded every 24 h. To analyse parameters such as the basic contents and polyphenolic content in the wines, the main parameters during fermentation of the four groups of wines are shown in Table 2. The total fermentation time in the freeze-concentrated groups was 1 d shorter than in the corresponding chaptalised groups. Moreover, compared to the chaptalised groups, the average temperatures during the fermentation process in the freeze-concentrated groups were lower, and the alcohol content in the freeze-concentrated groups also was lower. The different components in the four groups may explain the different performances during fermentation.
Effect of the suspension freeze-concentration technology on the physical and chemical indexes of the wines
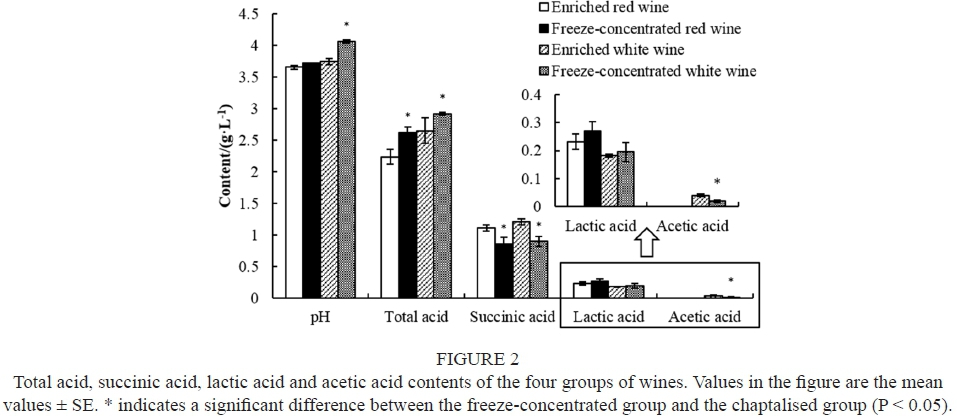
Total acid and organic acid content in the wines The pH, total acid (calculated as tartaric acid), succinic acid, lactic acid and acetic acid contents in the four groups of wines are shown in Fig. 2. The pH of the freeze-concentrated white wine (4.06) was significantly higher than in the chaptalised white wine (3.75). The total acid in the freeze-concentrated red wine (2.63 g/L) was significantly higher (P < 0.05) than in the chaptalised red wine (2.24 g/L). A similar result was obtained in the two white wine groups: the total acid in the freeze-concentrated white wine (2.91 g/L) was significantly higher than in the chaptalised white wine (2.65 g/L). However, the total acid content in the freeze-concentrated wines did not increase with multiple concentration steps. According to the principle of freeze concentration, the process does not change the components in the mother solution (Miyawaki, 2010). Therefore, theoretically, the sugar-acid ratio should be stable in the concentration process, which may lead to a high acidity level in freeze-concentrated wines. The result was different from the prediction, because the total acid in wines is determined not only by the organic acids in the grape juice (such as malic acid, tartaric acid, and citric acid), but also the intermediates of the tricarboxylic acid cycle (TCA cycle) and malolactic fermentation (MLF), including succinic acid, lactic acid, and acetic acid, among others (Moreno-Arribas et al., 2009). Besides, wine produced from grapes often has higher potassium values; when the wine is stored under cool conditions like the freeze-concentration process, flake-like crystals of potassium bitartrate usually form (Ronald, 2009). Flake-like crystals formed during the freeze-concentration process, which means that the loss of tartrate crystals could be one of the reasons behind the lower total acid level and higher pH than predicted. In order to learn more about the influence of freeze-concentration technology on the acid content of the wines, the contents of succinic acid, lactic acid and acetic acid, three of the main organic acids produced during fermentation, were determined. However, the potassium values and the level of tartaric acid in the grape juice, both before and after the freeze-concentration process, deserve to be studied in the future research.
As can be seen in Fig. 2, the content of succinic acid in the freeze-concentrated groups was significantly lower than in the controls (P < 0.05). Nevertheless, there was no significant difference in the lactic acid content between the freeze-concentrated and corresponding chaptalised groups. Acetic acid was not detected in the two red wine groups. Quantitatively, succinic acid is the third-most abundant product of alcoholic fermentation (Moreno-Arribas et al., 2009). According to the records shown in Table 2, the freeze-concentrated groups had shorter fermentation times, leading to a lower succinic acid content in the wines. In addition, a high temperature during fermentation could increase the acetic acid content (Moreno-Arribas et al., 2009), which is in line with the result shown in Fig. 2.
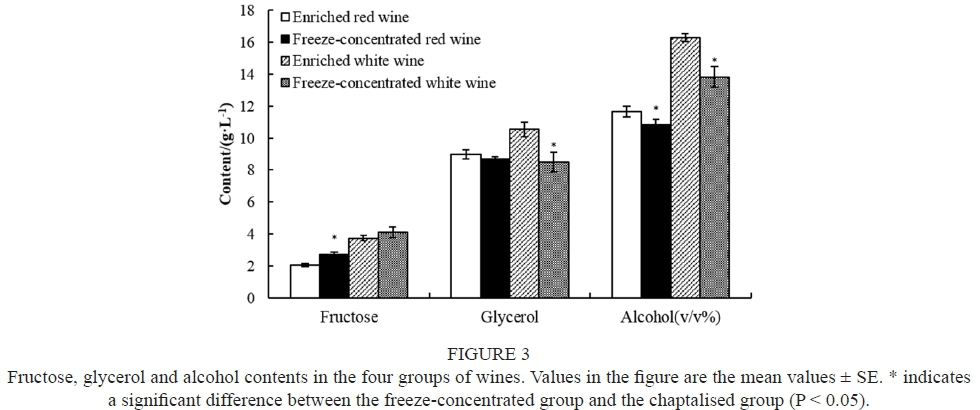
Reducing sugar, glycerol and ethanol contents in the wines The HPLC method was used to detect the glucose, fructose, glycerol and alcohol contents. The results are illustrated in Fig. 3. Glucose was not found in any of the four groups of wines, which indicates that glucose was fully consumed. During fermentation, the enzymes in Saccharomyces cerevisiae yeast related to D-fructose transformation are more sensitive to alcohol than the enzymes related to D-glucose transformation (Zinnai et al., 2013). Thus, as the alcohol content increases, D-glucose is preferentially transformed. Except for the fructose content in the white wine groups and glycerol in the red wine groups there were significant differences in all of the parameters shown in Fig. 3 (P < 0.05). In the freeze-concentrated groups, the fructose contents were higher, while the glycerol and alcohol contents were lower.
The transformation of glucose and fructose into alcohol are the two main reactions during alcoholic fermentation, and glycerol is the main by-product. According to the data shown in Table 2, the freeze-concentrated groups ended fermentation earlier, which could explain why there were lower fructose and higher glycerol and alcohol contents in the freeze-concentrated wines. Considering that the temperature was not out of control, the alcohol content was not too high and bacterial contamination was not found during fermentation, it may be the lack of yeast-assimilable nitrogen (YAN) that led to the early termination of fermentation in the freeze-concentrated wines (Mouret et al., 2014). Because some soluble solid components such as phosphate and nitrate could be incorporated into the ice crystals, which is called solid loss during freeze concentration, YAN supplementation might be necessary in freeze-concentrated wines. Glycerol can provide the wine with a smooth mouth-feel, a perception of viscosity, and sweetness. Glycerol and alcohol are two dominant components that influence the taste and flavour balance of wine (Ronald, 2009). However, a high residual fructose may lead to the spoilage of wine products (Berthels et al., 2004). Therefore, it is necessary to improve the alcohol content in freeze-concentrated wine. In order to reach this goal, further investigations of the YAN content in freeze-concentrated grape juice are needed.
Colour intensity and colour hue in red wines Freeze-concentration technology has the advantages of protecting heat-sensitive and volatile substances. However, whether the technology could prevent wines from being oxidised during the concentration process is important. Over-oxidation is harmful to the colour and flavour qualities of wine. Hence, the colour intensity and colour hue of the red wines were analysed, as shown in Fig. 4. The colour intensity reflects the pigment content of a wine. The colour hue indicates the degree of maturity of a wine; in other words, it reflects the tendency of the wine colour to change to yellow (Czibulya et al., 2015). The colour intensities in the chaptalised red wine and the freeze-concentrated red wine were 0.219 and 0.266, respectively. There was a significant difference between the two groups (P < 0.05), indicating that there were more pigments in the freeze-concentrated wines. However, there was no significant difference in the colour hue of the two groups of red wines. The colour hue data reflects that the freeze-concentration technology will not lead to the over-oxidation of red wines. For unripe grape materials, freeze-concentration technology can help to improve wine quality by concentrating the pigments.
Effect of the suspension freeze-concentration technology on the sensory qualities of the wines
The sensory evaluation of wines can directly reflect the quality of those wines. As shown in Table 3, the brick red in the freeze-concentrated red wine showed more yellow colour than the garnet red in the chaptalised red wine.
Although there was no significant difference in the colour hue of the two groups of wines, the appearance result in the sensory evaluation revealed the oxidation of the freeze-concentrated red wine to a certain extent. However, the pale straw yellow in the chaptalised white wine compared with the bright gold in the freeze-concentrated white wine showed that there were more pigments in the freeze-concentrated wines, which is consistent with the result shown in Fig. 3. The aroma evaluation showed that there was an aroma loss in the freeze-concentrated white wines. However, the freeze-concentrated red wine performed well in the fragrance evaluation. The technology had a concentrating effect on substances that support the body of the wines. As a result, the freeze-concentrated wines had full bodies and a long finish. Furthermore, the freeze-concentrated wines showed a balanced mouth-feel, despite the data in Fig. 2 showing high total acid in the freeze-concentrated wines. The freeze-concentrated wines received higher total scores than the chaptalised wines, indicating that the freeze-concentration technology improved the quality of the wines. However, the appearance and aroma scores of the freeze-concentrated white wines were lower than those of the controls. The slight oxidation and the loss of aroma substances during the freeze-concentration process may explain this result. This problem could be solved by changing the method of separating the ice crystals from the solution. For example, using a filter press or washing the column could be a good alternative to centrifugation. In particular, there was almost no aroma loss for the wash-column method (Ramteke, 1993).
Effect of the suspension freeze-concentration technology on the polyphenols in wines
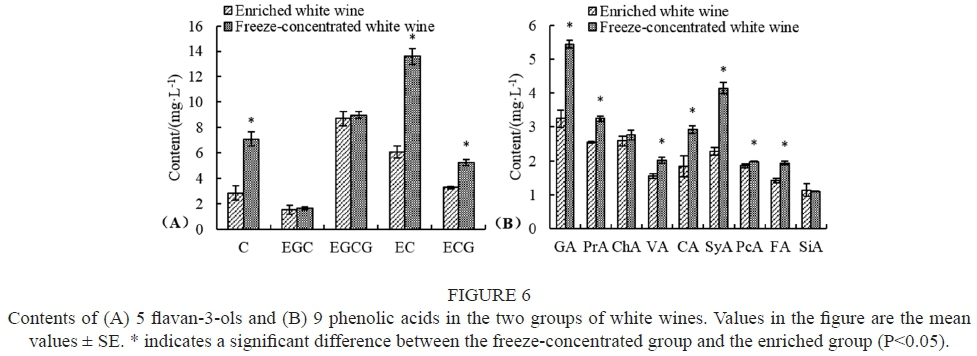
Measuring the polyphenolic content can qualify the extent of oxidation in wines. Additionally, the polyphenolic contents could be used as a parameter to evaluate the wine's health effects. In total, five flavan-3-ols and nine phenolic acids were detected by the HPLC method in the four groups of wines. The results are shown in Figs 5 and 6.
Polyphenolic contents in red wines
The results illustrated in Fig. 5 show that the polyphenolic content of the freeze-concentrated red wines was much higher. Except for EGCG, ChA, CA and SiA, the other polyphenolic contents in the freeze-concentrated red wines increased dramatically (P < 0.05). Furthermore, the EC, GA, PrA and SyA contents in the freeze-concentrated wines were almost twice those in the chaptalised red wines. In this study, grape juice and pomace were processed separately. It hence can be guaranteed that the freeze-concentration technology did not have any effect on the pomace. Polyphenols in the pomace only diffused into the wine during fermentation. According to the results shown in Fig. 2, namely that the total acid in the freeze-concentrated red wines was higher, acid could have accelerated the diffusion of polyphenols into the red wines.
Polyphenolic contents in white wines Compared to polyphenolic contents in red wines, a similar result was obtained for the white wines. As illustrated in Fig. 6, the contents of C, EC, ECG and all of the phenolic acids except for ChA and SiA were significantly higher in the freeze-concentrated white wine group than in the chaptalised white wine group (P < 0.05). Thus, freeze-concentration technology could dramatically increase the polyphenolic contents in white wines.
Considering the polyphenolic contents in the red and white wines, the results show that suspension freeze-concentration technology can increase the polyphenolic contents in wines, which can prevent the wines from being oxidised and possibly can provide health benefits.
CONCLUSION
This study has shown that suspension freeze-concentration technology can be applied to concentrating clarified grape juice, and the concentrated grape juice can be used to make both red and white wine. First, according to the physical and chemical indexes and the sensory evaluation results of the wines, the wines in the freeze-concentrated groups were better than the wines in the chaptalised groups. Second, the polyphenolic contents in the freeze-concentrated wines were much higher, indicating that suspension freeze-concentration technology can protect polyphenols and produce health benefits in wines. Third, the pilot-scale suspension freeze-concentration equipment was highly automated, which provides a good foundation for the application of the suspension freeze-concentration technology in wineries.
LITERATURE CITED
Balestrini, P. & Gamble, P., 2006. Country of origin effects on Chinese wine consumers. Brit. Food J. 108, 396-412. [ Links ]
Berthels, N., Corderootero, R., Bauer, F., Thevelein, J. & Pretorius, I., 2004. Discrepancy in glucose and fructose utilisation during fermentation by wine yeast strains. FEMS Yeast Res. 4, 683-689. [ Links ]
Casassa, L.F., Beaver, C.W., Mireles, M., Larsen, R.C., Hopfer, H., Heymann, H. & Harbertson, J.F., 2013. Influence of fruit maturity, maceration length, and ethanol amount on chemical and sensory properties of Merlot wines. Am. J. Enol. Vitic. 64, 437-449. [ Links ]
Christoph, N., Hermann, A. & Wachter, H., 2015. 25 Years authentication of wine with stable isotope analysis in the European Union - Review and outlook. BIO Web of Conferences 5, 02020. [ Links ]
Czibulya, Z., Horváth, I., Kollár, L., Nikfardjam, M.P. & Kunsági-Máté, S., 2015. The effect of temperature, pH, and ionic strength on color stability of red wine. Tetrahedron 71, 3027-3031. [ Links ]
GB/T (The National Standard of the People's Republic of China) 15038-2006, 2006. Analytical methods of wine and fruit wine. [ Links ]
Guillermo, P., Jorge, M., Paz, L., Katerin, R. & Orellana, P., 2015. Block freeze concentration assisted by centrifugation applied to blueberry and pineapple juices. Innov. Food Sci. Emerg. 30, 192-197. [ Links ]
Hernández, E., Raventós, M., Auleda J.M. & Ibarz, A., 2009. Concentration of apple and pear juices in a multi-plate freeze concentrator. Innov. Food Sci. Emerg. 10, 348-355. [ Links ]
Liu, H., Wu, B., Fan, P., Li, S. & Li, L., 2006. Sugar and acid concentrations in 98 grape cultivars analyzed by principal component analysis. J. Sci. Food Agric. 86, 1526-1536. [ Links ]
Liu, X., Jia, B., Sun, X., Ai, J., Wang, L., Wang, C., Zhao, F., Zhan, J. & Huang, W., 2015. Effect of initial pH on growth characteristics and fermentation properties of Saccharomyces cerevisiae. J. Food Sci. 80, 800-808. [ Links ]
Meloni, G. & Swinnen, J., 2013. The political economy of European wine regulations. J. Wine Econ. 8, 244-284. [ Links ]
Moreno-Arribas, V. & Polo, C. 2009. Wine chemistry and biochemistry. Springer Science Business Media, LLC, New York. [ Links ]
Mouret, J.R., Camarasa, C., Angenieux, M., Aguera, E., Perez, M., Farines, V. & Sablayrolles, J.M., 2014. Kinetic analysis and gas-liquid balances of the production of fermentative aromas during winemaking fermentations: Effect of assimilable nitrogen and temperature. Food Res. Int. 62, 1-10. [ Links ]
OIV, 2015. International Code of Oenological Practices (2005 Issue). OIV, Paris. [ Links ]
Miyawaki, O. 2010 (2nd ed). Freeze concentration. In: Heldman, D.R. (ed.), Encyclopedia of Agricultural, Food, and Biological Engineering. Taylor and Francis, New York. pp. 385 - 387. [ Links ]
Petzold, G., Niranjan, K. & Aguilera, J.M., 2013. Vacuum-assisted freeze concentration of sucrose solutions. J. Food Eng. 115, 357-361. [ Links ]
Peynaud E. 1984. Knowing and making wine. John Wiley & Sons, Inc. New York. [ Links ]
Ramteke, R.S., Singh, N.I., Rekha, M.N. & Eipeson, W.E., 1993. Methods for concentration of fruit juices: A critical evaluation. J. Food Sci. Technol. 30, 391-402. [ Links ]
Ronald, S.J., 2009 (2nd ed). Wine tasting. Elsevier Inc., Burlington. [ Links ]
Sanchez, J., Hernandez, E., Auleda, J.M. & Raventos, M., 2011. Review: Freeze concentration technology applied to dairy products. Food Sci. Technol. Int. 17, 5-13. [ Links ]
Sant Anna, V., Marczak, L.D.F. & Tessaro, I.C., 2012. Membrane concentration of liquid foods by forward osmosis: Process and quality view. J. Food Eng. 111, 483-489. [ Links ]
Tian, R.R., Li, G., Wan, S.B., Pan, Q.H., Zhan, J.C., Li, J.M., Zhang, Q.H. & Huang, W.D., 2009. Comparative study of 11 phenolic acids and five flavan- 3-ols in cv. Vidal: Impact of natural icewine making versus concentration technology. Aust. J. Grape Wine Res. 15, 216-222. [ Links ]
Ye, D., Zhang, L., Sun, S., Chen, J. & Fang, T., 2014. Production of higharoma instant tea powder using various novel technologies. J. Food Process Eng. 37, 273-284. [ Links ]
Yu, Z.Z., Lin, Y., Fang, T. & Chen J.Q., 2011. Optimization on freeze concentration conditions of watermelon juice. Food & Machinery 27, 121=123. (in Chinese) [ Links ]
Zinnai, A., Venturi, F., Sanmartin, C., Quartacci, M.F. & Andrich, G., 2013. Kinetics of d-glucose and d-fructose conversion during the alcoholic fermentation promoted by Saccharomyces cerevisiae. J. Biosci. Bioeng. 115, 43-49. [ Links ]
Submitted for publication: September 2015
Accepted for publication: December 2015
Acknowledgements: We express our gratitude for funding from the National "Twelfth Five-Year Plan" for Science & Technology Support (2012BAD31B07; 2012BAD31B05)
* Corresponding author: E-mail address: zhanjicheng@cau.edu.cn [Tel/Fax: +86-10-62737553]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}