










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkSouth African Journal of Industrial Engineering
On-line version ISSN 2224-7890
Print version ISSN 1012-277X
S. Afr. J. Ind. Eng. vol.34 n.3 Pretoria Nov. 2023
http://dx.doi.org/10.7166/34-3-2950
SPECIAL EDITION
Smart factory concept for an agri-processing plant in the Western Cape
D.Q. Adams*
Department of Industrial and Systems Engineering, Cape Peninsula University of Technology, Cape Town, South Africa
ABSTRACT
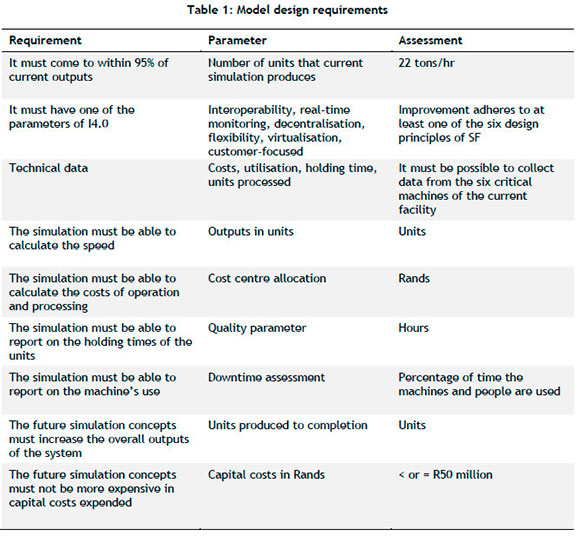
This research is an empirical study of the smart factories (SF) concept in an agri-processing environment. It suggests how Industry 4.0 (I4.0) could be harnessed by designing a future-concept virtual 3D model compared with the current state. A future factory with six SF principles is recommended in line with I4.0 perspectives. A case study is carried out and a 3D model is designed in SIMIO (SIMIO LLC 2018). This current-state design, along with quantitative and qualitative data, forms the recommendations. Measurement parameters are chosen that are linked to the observed metrics of the case company, namely output, quality, cost, and utilisation. A productivity metric is added to gauge the success or failure of the models. The claim is that SF concepts, when applied, improve productivity. Finally, a benchmark criteria sheet for SF generation is developed to assist with future factory concepts.
OPSOMMING
Hierdie navorsing is 'n empiriese studie van die slim fabrieke (SF) konsep in 'n agri-verwerking omgewing. Dit stel voor hoe Industrie 4.0 (I4.0) ingespan kan word deur 'n toekomstige konsep virtuele 3D-model in vergelyking met die huidige toestand te ontwerp. 'n Toekomstige fabriek met ses SF-beginsels word aanbeveel in ooreenstemming met I4.0-perspektiewe. 'n Gevallestudie word uitgevoer en 'n 3D-model word in SIMIO (SIMIO LLC 2018) ontwerp. Hierdie huidige toestand ontwerp, saam met kwantitatiewe en kwalitatiewe data, vorm die aanbevelings. Metingsparameters word gekies wat gekoppel is aan die waargenome maatstawwe van die gevalmaatskappy, naamlik uitset, kwaliteit, koste en benutting. 'n Produktiwiteitsmaatstaf word bygevoeg om die sukses of mislukking van die modelle te meet. Die bewering is dat SF-konsepte, wanneer dit toegepas word, produktiwiteit verbeter. Laastens word 'n maatstaf-kriteriablad vir SF-opwekking ontwikkel om te help met toekomstige fabriekskonsepte.
1. INTRODUCTION
In recent years there has been increased interest in the next Industrial Revolution. More specifically, a debate has arisen about whether we are already in the Fourth Industrial Revolution (4IR). Researchers wonder what this revolution might look like and what its impact is or will be on our society [1]. The underpinning philosophy here is that the world is in a constant state of change. The subject of discussion in this research was grounded in an effort to increase adoption of a phenomenon called Industry 4.0 (I4.0). The emergence of the I4.0 concept began in Germany. The German federal government first initiated Industrie 4.0 as a strategic initiative that was adopted as part of its high-tech Strategy 2020 Action Plan in November 2011 [2]. The German report has had a major impact on the I4.0 global research landscape, as most scholars attribute the start of 4IR to this work. There has been a global shift in the ways of manufacturing and producing goods [3]. This has had a direct impact on Africa as a whole, as its fresh produce is a major export from the continent. Newer, more advanced technology has forced the South African market to implement faster and more efficient methods of processing or to fall behind their global competitors [4]. Businesses have been moving towards smarter technologies in information, communication, and control in order to increase their productivity and the use of their resources [5]. This trend has also been evident across businesses in the South African context, specifically in the agricultural sector [6]. A literature review presented by [7] highlights a need to explore a more empirical approach to the descriptions and indicators of practical SFs in South Africa, which would establish a greater degree of accuracy in this matter of debate. It is on the basis of the recommendations in this paper that a need to determine an optimal tool of assessment emerges.
The aim of this research report is twofold. First it is to investigate and describe the benefits such a concept could have in a developing nation such as South Africa (SA; and second, it is to propose a specific criteria paper template that has not previously been used to benchmark a factory of the future in the agri-processing environment.
1.1. Background of the agri-processing environment
To provide some background to the specific research areas, [8] performed a market analysis of the state of agri-processing to gain relevant insights into the status of the industry at large. That study provided a clear SWOT analysis of the food-processing sector in SA, and its findings indicated that the strengths were a well-developed processing system with a good base for exports. The opportunities mentioned in the study lay in the upgrading of certain processing systems. The study stated that the sector was well-placed to leverage its strengths and to move into the opportunities.
The Department of Agriculture and Fisheries (DAFF) [9] examined the statistics of the apple market value chain in 2016, reporting a contribution of 3.4 billion United States dollars (USD) of gross revenue for the 2013/2014 season. The Western Cape (WC) contributed 90% of all the apples produced in SA. This equated to around 2.3 billion USD worth of revenue stream from the export of apples from the WC alone [9]. The Elgin Valley is located in the WC, in the Overberg Municipality. It has an ideal growing climate with good rainfalls and a large temperature variation for the growth of apples, pears, table grapes, and other fresh produce, and constitutes 35% to 40% of the areas in SA where apples are planted and grown [9]. Farmers and growers of deciduous fruit run a business like any other, and their supply chain is under pressure to produce greater crop yields every year, and to be more efficient with their resources as global competition strengthens from overseas producers [9].
2. PROBLEM STATEMENT
The guiding research problem statement is, even though some anecdotal evidence seems to suggest that the implementation of SF manufacturing systems in the agri-processing sector could be viable; to date there has been no study to establish a design benchmark model of success factors for SA agri-processing firms.
The first major significance of this study is theoretical in nature: to expand the understanding and mastering of current knowledge of the field in order to advance the descriptive and exploratory knowledge of the SF theories from a South African agri-processing perspective. Practical reasons for doing the study are that, by building an accurate simulation of the current factory, the study could predict accurately the impact on production output and the use of any factories being planned in the immediate or distant future.
The aim of this research is to propose how I4.0 could be harnessed in the agri-processor by designing a future-concept virtual 3D model and comparing it with the current state.
2.1. Project objectives
The main objective is to design a 3D design of a future factory and present a conceptual model in the form of a criteria sheet for agri-processing firms to follow in implementing SF.
The project's objectives are as follows:
• To simulate the current state of the case study facility.
• To identify the major design parameters against which future factories could be measured.
• To report on the case study by documenting the themes and outcomes of the interviews that were conducted and the observations made of the case facility.
• To design a 3D model of a future-state facility, generated in computer modelling software called SIMIO.
3. LITERATURE REVIEW
As an entry into the topic of the relevant literature, it should be noted that the background to Industry 4.0's development here is by the author [7], and takes a deep dive into the topic and provides a systematic and structured metadata review of the background to the Industry 4.0 concepts. For the purpose of this project, we look specifically at the different simulation software and its advantages as a strategic forecasting and planning tool. We conclude the literature review with the specific theory that is needed to develop a simulation model to be applied and tested practically in the case.
3.1. I4.0 and beyond
At the time of the development of this simulation, I4.0 was a fairly young research field. However, much has been expanded upon in the field to include Industry X.0 [10], which according to this paper is ever evolving and progressing to the fifth and sixth industrial revolutions. With the disruptive nature of technology and the increased use of artificial intelligence and the exponential speed at which the world is developing [11]. At first glance it might seem that SA manufacturing companies knew about I4.0 and its impact on them, including the possibilities of Internet of Things and CPS and robotics improving productivity in their workplaces. However, a preliminary study gathered evidence to the contrary, disproving this notion [12]. This same study [12] presents company surveys that state they had heard about I4.0, and a few of the smaller, more agile and the bigger international companies were being exposed to it as their executives brought word of it from abroad. Most of the South African companies, however, have facilities and equipment more like those still used in the second industrial revolution while trying to break into the third industrial revolution. Others had exposure only through what they had seen in the media and on the Internet and that had shown an interest in the topic. These findings highlight a need to be more concerned with creating something specific to SA's context and environments. It is a main function of this paper to present such a practical implementation in order to increase the knowledge and understanding of this concept SF better. Perhaps once it is seen and understood on a practical level, businesses and organisations could get a grip on it. There might not be a need for more machines to increase productivity in businesses. This supports the thinking that robots are not the future of manufacturing - people are. Once the workforce understands this, increased productivity could happen more quickly than anticipated.
3.2. Smart factory characteristics
The main feature of this section is the six design principles described by Hermann et al. [13], as they are the best-positioned success criteria by which one could measure the level of a factory being called an SF. These 6 design principles are the levers to pull in order to measure and see results when heading towards a model of I4.0 and a production facility of the future. The reason for this statement is that a literature study of this area [7] found the same six golden principles as threads running through them. The design properties of SF success factors and the definition of an SF provide justification for connecting the six design principles with successful measurement criteria to determine whether a factory is smart.
What has been found is that, in order for factories to thrive, they must look into the development of the six areas (virtualisation, real-time capability, decentralisation, modularity, service orientation, and interoperability). Each industry could define them differently - and they can and will be different; but the basic premise of design and development in these areas must be applied in order to survive and thrive in the new world that is being created in the current economic and social context.
3.3. Agri-processing industry-specific framework
In order to create a specific framework for an agri-processing environment, it is based off of other business and researcher's best practice and then tailored accordingly. It begins with a basic set of measurement parameters, and is developed further by the technical experts in their own companies making a framework they can understand, follow, and plot out, according to the major guiding principles of SF.
According to Havle and Uçler[14], the enablers of Industry 4.0 hinge on three main higher-order levers, namely "human, organisation and technology" with associated subordinate enablers. The paper breaks down the associated subordinates further; but as an overview, that is an important note for the creation of industry-specific frameworks when making the argument that these three areas be looked at closely when offering specific solutions for the I4.0 concept. A similar argument is that of Gürdür [15]: the author's thesis is on the push to bridge the current gap between data and visual analytics with the help of the Cyber Physical Systems (CPS) we currently use in most production environments. The suggestion that Gürdür makes is to use a centric approach, described as a blending of different approaches, such as systems thinking and design thinking, to invite stakeholders to think about and solve problems. The research focuses on the opportunity to bring about improvements in interoperability, complexity, and sustainability when looking at data and visual analytic methods for I4.0.
Another example of specific manufacturing solutions in the area of preventative maintenance with the use of big data is presented in Wan et al. [16]. The results of this study show a comparison between the superiority of active preventive maintenance and its ability to accelerate the implementation of Industry 4.0, which proves that novel frameworks can be produced and created with the tools provided in I4.0 and SF.
On the basis of these studies, six business models of the facility were taken into account. This was done for any functional area, such as an office, facility, or department, and/or at organisation level.
Here are the criteria, described and formed as a definition of SF for agri-processing, indicating the levels at which companies need to be able to compete with the best of the best:
• Interoperability - Full integration of all installed tools and technologies. World class in aggregation, analysis, and data interpretation, increasing the autonomous and virtual connections.
• Modularity - Equipment, workforce, and management models are agile, quick to change direction and tactics to solve complex problems. No flip-flopping of strategic direction, always nimble, and flexible enough to not to break under pressure from clients, markets, and other external threats to the business environment.
• Decentralisation - Decentralising the customer focus. Big investment pressure in area of research and development. Factory as an integral element of a supply chain, cooperating with companies within the branch as well as outside.
• Virtualisation - Simulation models used for all processes requiring decisions.
• Real-time capability - Real-time monitoring of important business data. Aggregated data is effectively stored. Data is valid and up to date, and allows sufficient production steering.
• Service orientation - High level of integration with clients. Products highly customised according to market demand. Staff are moved to such departments from the shop floor if possible (skills and knowledge-wise).
The importance of frameworks is that one has standard and replicable procedures to duplicate in other case scenarios. Keeping a documented record of the process is important to capture the best practices, techniques, tools, and lessons learnt is invaluable. In this way knowledge is not lost or kept inside the minds of the project leader who can leave an organisation.
3.4. Discrete simulation and SIMIO
After reviewing the current literature on simulations in agri-processing, it was clear to see that there were many possible areas and much room for improvement in agri-processing environments. The biggest challenge was the use of experiential knowledge as the key business decision metric. The use of simulation adds to the use of quantitative data and can leverage complex probabilistic models and discrete mathematics in order to simulate or predict a future state. There is an opening to use these principles of virtualisation to enable the monitoring of the physical processes. The role of simulations in the SF concept plays an important role. This enabling technology provides the ability to check predictions mathematically, based on current machining.
Simulation and the power of the virtual world can be seen in evidence presented by Grieves [17] who, as an example, takes a view of the building of models for the future development of the SF concept. The method he advocates includes the use of software that generates a 3D design of the product, using a product lifecycle management (PLM) approach. This software allows collaboration among design builds for parts and manufacturing processing, as well as simulation. Grieves paper introduces the concept of a 'virtual twin' as a 3D virtual representation of real life. Grieves's overarching hypothesis is that focusing on this real-to-virtual connection would improve productivity and uniformity in production, and ensure the highest-quality products.
SIMIO is known as a simulation modelling framework, based on intelligent objects. The intelligent objects are built by modellers, and can then be reused in multiple modelling projects. Objects can also be stored in libraries and easily be shared. A person new to modelling may prefer to use pre-built objects from libraries; however, the system was designed to make it easy for even novice modellers to build their own intelligent objects. A model was built by combining objects that represent the physical components of the system. A SIMIO model looks like a real system. SIMIO was designed to support applications in both system design and scheduling, with benefits that make it increasingly ideal for the digital manufacturing environment [18]. When the model 'runs', it acts out the behaviour of the real system by simulating the actual movement of jobs through the system in a time-based sequence. In contrast to a mathematical model, the simulation model also allows the user to animate the system's behaviour and to see the system executing over time. This is useful not only for the validation and verification of the system, but also for providing evidence of alternative scenarios of design. The decision to use a particular software was reached objectively with the aid of a decision analysis matrix [19], [20], in which the details of each type of available software is covered and its benefits analysed.
To conclude this literature review, a agri-processing-specific framework has been argued for and analysed through the perspective of a simulation model. Simulation allows for a replication of the current state and the ability to stress-test future findings. Simulations can be constructed in order to quantify the benefits at meso- and macro-levels. This model can be used to start the implementation of real-world cases of I4.0 and SF concepts in SA.
4. MATERIAL AND METHODS
4.1. Research methods
Qualitative research at its highest architectural level seeks to understand the nature or quality of a phenomenon that is experienced in the world, while the quantitative method seeks to understand the magnitude of an occurrence or an association of relationships [21]. The methodology used in this report was a case study. Case studies are typically ethnographic research, which are usually qualitative in nature, and aim to provide an in-depth description of a small number of cases. Therefore, this study was empirical in nature and contained primary and existing data [21]. The case study has many benefits, which include a depth of understanding and a detailed analysis of the phenomenon or event. Unlike most quantitative studies, the reasons behind decisions come alive with this thick data [22]. However, it is important to note that there are also potential errors when it comes to case studies; and infused throughout the decision-making process is the awareness of researcher bias. This awareness allows the researcher to remove many of the potential risks in the study. These errors can occur when there is bias [23].
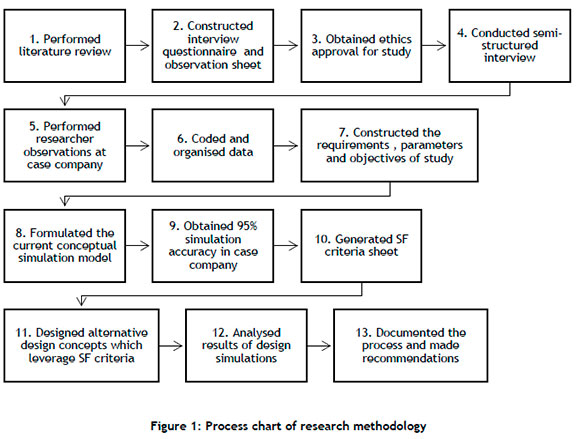
A case study was chosen because it could provide in-depth insights into the agri-processing sector, including the implementation of new technology and processes that had taken place, and their impact. This study looked at the possible application and transfer of I4.0 concepts in a very specific set of circumstances. Based on that, it was evident that a case study was the best approach. Other strengths included the high construct validity and a detailed understanding of business performance and culture within a defined period. The application of a single-case research design offered the researchers a practical and viable method for evaluating the effectiveness of interventions that target behaviour, emotions, personal characteristics, and other constructs of interest [24]. The researcher established good relationships with the research subjects, and developed a research relationship for further studies. Using information gathered from the case, this research followed several distinct stages that could be identified as a more traditional system engineering approach [25]-[27], which provided robust guidelines for the development of a 3D design model of the current and future factories. The sequence of the steps taken to carry out this research is shown in Figure 1.
4.1.1. Qualitative instrument - the semi-structured interview
This tool combines a pre-determined set of open questions (questions that prompt discussion) with the opportunity for the interviewer to allow discussion in greater detail. It allows some sort of reference point for further comparison with other interview results. It does not limit respondents to a set of pre-determined answers (unlike a structured questionnaire), and is used to understand how interventions work and how they could be improved, which is the valuable information this report was looking for. The semi-structured interview allows the respondents to discuss and raise issues that the researcher may not have considered [28].
The goals of the study were presented as the most important variable, and the choice that only one respondent would be sufficient was made on the basis that the researcher could create this framework without the use of case studies. However, the use of a role player who had the most direct influence on the design of the previous facility and on changes to the newer form was a practical, real-life perspective on the shift in the manufacturing industry. When looking into the goals of quantitative research, generalisability is a highly relevant issue. The preference is for 'transferability', which is different from the more deterministic statistical notions in quantitative research [29], [30]. The interview variables were defined in the form of categorical variables, meaning that they followed themes and were analysed in the theme categories discussed below.
The researcher must:
1. Re-create the scenario.
2. Understand the rationale behind the decision to move towards an automated facility.
3. Understand the process they went through to get to the current state.
4. Investigate an expert's view of what the future might look like, in their opinion.
5. Understand the rationale behind and gain an understanding of the mental processes involved.
This area speaks to the roadmap for trying to create or propose steps to take in the future. For each of the analysed categorical variables from the interview, key points relating to the focus of the study were highlighted and presented.
4.1.2. Quantitative instrument discussion
Quantitative analysis involves adding a numerical value to a principle, concept or text sentence. This assignment of a numerical number, means that the text is meant to stand for a numerical value. This kind of analysis method is known as content analysis. The procedures of content analysis determine researchers create quantitative indicators that assess the degree of attention or concern devoted to cultural units such as themes, categories, or issues [31]. Another form of quantitative data analysis is the reasoning behind the computer simulation calculations and numbers. These discrete probabilistic numbers found within the computations of computer simulations are a branch of discrete mathematics. Discrete mathematics is the branch of mathematics dealing with objects that can assume only distinct, separated values. The term "discrete mathematics" is therefore used in contrast with "continuous mathematics", which is the branch of mathematics dealing with objects that can vary smoothly (and which includes, for example, calculus); whereas discrete objects can often be characterised by integers, continuous objects which require real numbers. The study of how discrete objects combine with one another and the probabilities of various outcomes is known as combinatorics. Discrete mathematics is the mathematical language of computer science, and as such, its importance has increased dramatically in recent decades [32].
Quantitative measurement was done based on the computer simulations output parameters. The current 3D facility design mimicked that of the real world output parameters. From this point the probabilistic method of calculation was used. The measurement of future designs was based on the current design outputs and compared. The few subsequent paragraphs and equations explain the measurement of results in such a way as to make them meaningful to the reader and enable the reader to follow the chain of logic when it comes to calculations and measurement criteria.
4.2. Determining Simulation Assumptions & Performance Measures
First, an assumption was made that the system output was measured in units. In the instance of the case company, the units equate to bins. The machine designers and builders gave calculations and predictions of the system in tons per hour. Therefore all measurements and comparisons had to be done in this format of tons per hour and not bins or units processed. For this reason, a conversion calculation needed to be established. It was calculated follows:

Equation 2: Bins per hour

First Assumption: The simulation always ran for a full cycle of 24 hours to predict a full working day in the production facility accurately.
Then, bins/hr * 330 kg (average bin weight) = kilograms processed per hour.
Equation 3: Estimated kilograms processed per hour

Second Assumption: The average individual bin weight value was used; this assumption was made by the case company. They informed the researcher that they did their annual forecasting prediction model to calculate processing numbers for the factories in this way.
Then, kg /hr/907.185 kg = Tons per hour processed in simulation.
Equation 4: Tons per hour

Third Assumption: It is important to note that a standard US Ton was used. Factually, there are 907.185 kg in 1 ton; however, for the sake of simplicity, this number was rounded to the nearest whole kg. Therefore 1 ton was deemed to equal 907 kg.
Therefore the output of each simulation had been converted to a standard measurement of Tons per hour (see Equation 4). This measurement, with the aid of Excel spreadsheet calculations, helped to establish a standard comparison measurement across the two design concepts.
It also helped to justify quantitatively the claim that the SF design principles had been successful according to the criteria being looked at in terms of SF design for factories of the future.
To gain a clear and quantitative understanding of the simulation performances as compared with one another, a few metrics were to be chosen. These measurements were subjective by nature and particular to the research study environment. It is understood that each unique environment will have different layouts and therefore different discrete events. These specific measurement parameters were used for the case company in question. They are listed in the bullet points below and were also used when analysing the data:
• Output (Throughput/Speed): The number of bins being processed by the facility. Parameters of measure included the number of bins entered in the system, the number processed by the system, the average number of bins in the system and the number of bins lost.
• Quality (Distance travelled/Holding time): Marketing and quality benefits.
• Cost Breakdown (Pre-sort Cost Centres - Profit (percentage)): Engineering and maintenance costs.
• Utilisation of People and Machines: Lost time; utilisation of plant and machinery.
5. FINDINGS AND DISCUSSION
5.1. SYSTEM DEVELOPMENT PHASE
In the first iteration of designing the improved concept, which the researcher termed Concept 1. The researcher attempted to present the company with a solution which had been seriously considered by the management of the case company. That idea was to build a second facility on the same premises, in close proximity to the original pre-sort plant. Concept 1 aimed at modelling a 3D representation of this second production plant with 20% faster machine parameters in line with the projection of the equipment supplier's data. The assumption is that similar technology would have been used with a few minor changes which had been suggested by management and the development team to create a faster speed and higher quality (fewer mistakes) with more reliable and therefore cheaper machines (downtime promised to be less) which would thus increase the capacity of the main operating site by doubling the current production output (tons/hour). The assumption was that the second plant, with higher speeds, higher quality, and less downtime would lead to higher productivity.
The simulation's logic goes as follows:
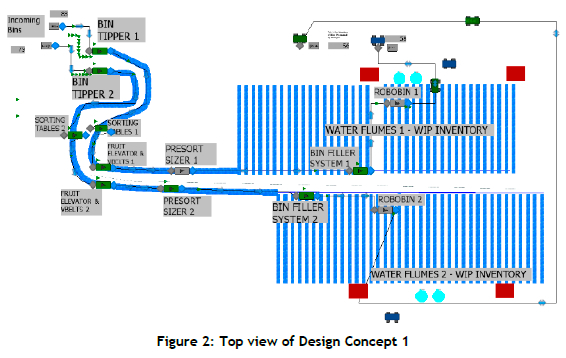
Design Concept 1: Double the capacity by duplicating the line. In theory that would double the production output. The bin filler system's logic was not increased in the throughput rate, as this was not seen to be a bottleneck in the current system utilisation factors. However, if the new simulation logic increased feed rates to the bin filler systems, this would need to be reconsidered in the re-design of the improved concept. As seen in Figure 2, the entire pre-sort production line and facility would be duplicated. The aim was to establish whether the productivity would be positively impacted in the simulation environment.
The simulation's output ended up being as follows:
First pre-sort plant = 1 327 bins = 20.12 tons/hr
Second pre-sort plant = 1 396 bins = 21.16 tons/hr
This design concept ended up having the same speed, less downtime, and increased throughput, but no foreseeable improvements to the productivity metric. It would just amount to purchasing a slightly faster machine. Because slightly more money has been spent for a slightly faster machine, the productivity increase is marginal, increasing from 20.1 tons to 21.16 tons; but it has been paid for. And this is the baseline for the simulation/virtualisation argument. We were able to present to the case company a better alternative for using their resources for a higher future value, which evokes the principles of SF concepts such as decentralisation, thus providing immediate and long-term productivity improvements. The next step in proving to the company that the decentralised concept would produce a better result was to quantifiably calculate and represent these results.
Here is a summary calculation of design Concept 1 's overall productivity: Second pre-sort plant = 1 396 bins = 21.16 tons/hr
First pre-sort plant = 1 327 bins = 20.12 tons/hr
1 396 + 1 327 = 2 723 bins = 41.28 tons/hr.
This equates to an increased production capacity of 193.8%.
This does double the main site's production capability, but it does nothing more than double the resources spent on it to achieve that increased capacity. There is an increase of 5.16% in productivity from the old plant to the new plant, and it costs R50 million. Therefore no increase in productivity is projected. (Productivity is the increase in capacity when using the same number of resources.)
The result drawn from the simulation data was that there would be no increase in the productivity. The evidence produced by the simulation indicated that the throughput would increase by an aggregate of only 193%, not the 200% projected by the management assessment. To re-iterate, these projections were made with the planned distance and price calculations given by the company at the time of the study in order to run the simulation model. The response of the simulation was made subject to discrete simulation parameters embedded in the design of the simulation, the precedent for which had been set by Pegden and Sturrock [33],[18], [34], who advocated the use of discrete simulation in their future predictive studies.
5.2. Design Concept 2
Following the interviews, and based on the review of the literature's themes and concepts, a 3D model was developed as an alternative to the practical solutions that were investigated at the request of the case company. Design Concept 2 moved into the realm of the future state model of the factory of the future.
Various pre-sort facilities were placed on farms spread over a wide range, focusing on the design criterion of de-centralisation. Five small farms were simulated to have five smaller and low-capital production lines. The farms were simulated to be in close proximity to the main operating site. The next assumption that was made was that the equipment and infrastructure costs would be distributed evenly among the five smaller plants, and therefore would be lower-capital investments to purchase and operate. These costs would be the same as the investment simulated to create the duplicate production line in Concept 1 above. The R50 million projected investment would be split into five pools of R10 million each. The simulation would be done to calculate the distance and travel costs and the production output and waiting times, as well as utilisation factors.
Concept 2 of the current plant simulated the logic that, by having smaller and low-capital machines on many farms close to the original case company plant, they would end up having a higher output with the same invested capital. The hypothesis was that this simulation would improve the throughput, quality, and machine utilisation by leveraging the SF principle of decentralisation.
The simulation input parameters for design Concept 2 were determined as follows:
The production line speed of the 'sizer' would be three times slower than the original speed given by the case company's current pre-sort line.
The five different farms delivering bins to the main hub were pre-treated in the same production programme, so that their fruit was "treated" the same as if it were processed by the main production line or the current pre-sorter plant.
Small fruit was removed from all deliveries to the main operating site top process, which increased the speed on the main machine by 15%.
"Waste fruit" will be removed at farm hubs. Waste fruit is also known as class 3 or juice-grade fruit, which increased the speed of the original facility by another 15%.
There was a reduction in the major peaks and waiting times for processing on the one main operating site, which resulted in an increased speed of 5%.
In total there was a 35% increase in speed on the main operating site.
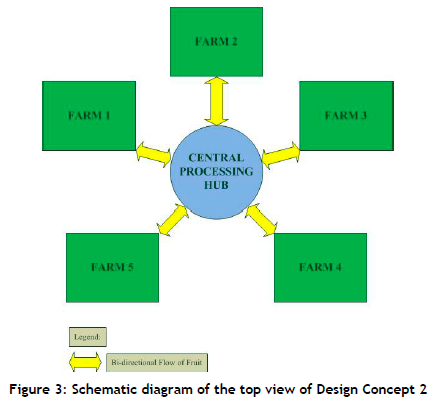
In Figure 3 below is a schematic representation of the design, which shows a top view of the central hub with the five micro pre-sort facilities. This representation of one central hub and five smaller pre-sort facilities surrounding it demonstrates the decentralised approach.
This concept design of a future state made the argument for five smaller facilities located on the farms of the biggest growers in the area. The claim/train of thought was that, with the same invested capital in a second facility, they should be able to create smaller decentralised units of operation, link them via networks, and have them run independently but connected to the main facility, which would provide oversight. The instructions and programmes would have to be given in the form of a standardised operating procedure for each of the five teams/farms. There are a few reasons for this centralised standardised. Firstly, it would provide the growers with the ability to process on site with minimal travel time and lead times to gain the output from the orchards. Second, it would provide the opportunity to increase the skills, development, and training of the current workers. This is, of course not so simple, but the exposure to modernised equipment and top-of-the-range agri-processing procedures would be a good start. The last reason was that the main site would not be inundated with high volumes of low-quality products to store for long periods of time, and the decentralised facilities/farms would send the main site only the desired products (quality goods). Based on the evidence, which are the results of the simulated figures provided in the graphs below, it can be seen that this slower and slightly cheaper (or equally expensive) method gains an overall production output with a few non-quantitative benefits that cannot be seen in the spreadsheet, such as staff development and farm investments in the form of building and equipment, to increase the value of the growers' businesses. The principal thought that justifies the connection of the reasons for success listed above to the claim about decentralised units is that of the design criteria of [13]. A decentralised facility would benefit not only the immediate business but also the surrounding businesses in the network, such as the growers and farm workers.
5.3. Summary of results
The design of the two forward-looking concepts was reviewed and analysed from both the quantitative and the qualitative parameters set out in the report. Output, also known as speed, was discussed as a major factor. The speed was required to be increased in order to prove that decentralisation was a cause of improved productivity. Quality in respect of holding times and distance travelled was compared, and these holding times and distance travelled were seen to have increased in the Concept 2 simulated results. The costs in respect of capital and operations were differentiated between the two concepts. Also to be considered was the viability and sustainability of the business; and so a projection of the payback period being shorter for Concept 2 was found. This resulted in a strong case for the argument that Concept 2 was the better design alternative. The two design alternatives were compared for the payback period and return-on-investment calculations, thus providing evidence to support the researcher's claim that Concept 2 was a more viable option. Finally, the use of machinery and people was analysed from the three different sets of results obtained from the current system, the proposed simulated Design Concept 1, and the proposed simulation, Concept 2.
Concept 2, a decentralisation model of an agri-processing facility, compares well with the principles of SF described in this report. It rates as the strongest among the criteria of decentralisation and virtualisation, becuase it is a fully virtual and decentralised replica of the physical system. The second-strongest ratings are the factors of service orientation and modularity. This model can be flexibly manoeuvred so that the needs of the suppliers and customers can be adjusted and moved in order to start and stop whenever they require it to do so by focusing on small batch sizes that are fully customisable for the clients, but that are also productive and flexible enough so that the suppliers can deliver in small or big quantities.
The real-time capability and interoperability principles are the weakest when rating this 3D design model on these developmental criteria, as information and infrastructure still need to be empirically developed in order to facilitate the machine's learning algorithms to enable the factory to operate independently, without supervision. Currently it is not possible to host the information on an online IoS platform, which could quickly and in real time determine the state of affairs of the monitoring of equipment and products. However, this simulated Concept 2 model fulfils four of the six principles discussed and presented in the SF criteria that were outlined as critical pieces (see Table 2).
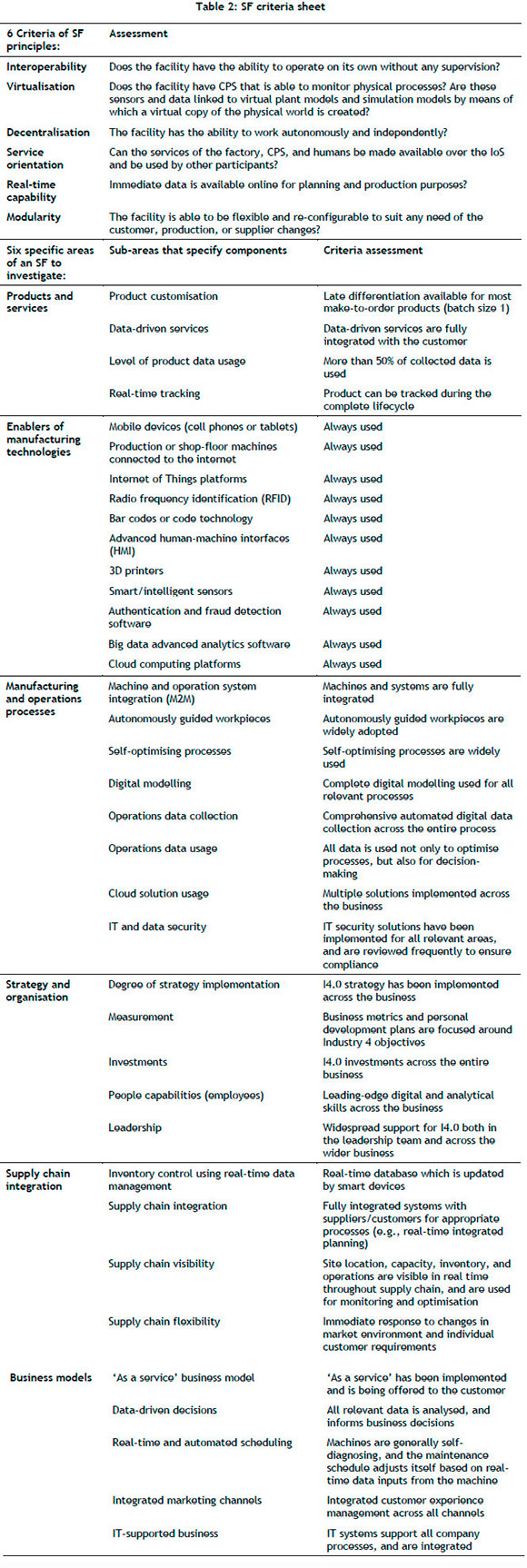
These findings suggest strongly that, in general, the decentralised facilities would improve the speed of production. They could keep quality at the same level, which would increase the use of machinery and people with the same capital expenditure, thereby increasing the productivity of future agri-processing businesses. The conclusions below present the future 3D design of an agri-processing plant and an overall compilation of research results, along with further recommendations for study.
One of the more significant findings to emerge from this study is that the future facility was designed according to the principle of agri-processing businesses having smaller facilities that are linked to the central facility, leveraging the design characteristics of decentralisation and integration as the major branches. The reasons for this decision were not only because of the benefits for production and processing on the main site of operation, but also the fact that it improved the infrastructure on farms, increasing the productivity of the process. The people on the growers' facilities would have the potential to increase and improve their skills, thereby increasing the overall effectiveness of the fruit value chain.
6. CONCLUSION & RECOMMENDATIONS
6.1. Conclusions
In conclusion, an analysis of a single case study versus the SF and I4.0 literature was performed by providing research evidence from interviews, observational sheets, and the rich description of the advantages, disadvantages, similarities and differences in layout, design, working procedures, equipment, communication, and operation. The question of 'readiness' surfaced while the research study was being undertaken. With the assistance of the criteria sheet (Table 2 below), application of this tool could be used to determine the position of the company against the future industry concepts.
This research study set out to determine the potential of SF principles in the design of a future facility when considering agri-processing environments. This project has designed a future 3D simulation model and evaluated its results against the current state of the facility. Two concepts were developed to generate a comparison of traditional thoughts of design versus the decentralised design principle recommended in SF generation.
With the conclusion of this work, an analysis of an agri-processing facility in the Western Cape showed how the benefits of SF could be leveraged and modelled as a benchmark for other firms to follow. The evidence gathered from the interview, the observation sheets, and a review of the relevant literature aimed to prove that the integration of I4.0 and SF principles could have a positive impact on quality, productivity, and people in respect of increased capacity and increased utilisation in an agri-processing case company.
The study successfully used simulation software to generate a virtual 3D model of current and future states to demonstrate the difference in results according to the chosen measurement criteria. SIMIO was used to create the current and future state models, and the results were analysed in a Microsoft Excel spreadsheet according to the productivity measurement criteria. The conclusion that could be drawn from the data generated by the simulation is that the decentralised system outperforms the current system - and indeed the duplicate system - of building another new factory.
The productivity of the decentralised design Concept 2, was found to be superior to that of the current and the first design, Concept 1. The quality metric, which consisted of mostly holding times to represent the time that the product spent outside the cold chain, was slightly diminished because the cold storeroom facilities placed on the farms were outside the locus of control. Therefore, quality was negatively impacted because the bins were in the system for longer periods. The costs factor was increased in design concept 2 because, operationally, the facility was processing and handling an increased number of products; so this was to be expected. The major win for Design Concept 2 was that the price per bin was decreased significantly from the first design concept, again emphasising the benefits for decentralisation. Also included in the discussion of costs was a projection of the payback period being shorter for Concept 2, thus further strengthening the argument for its being the better design alternative. The two design alternatives were compared for the payback period and return-on-investment calculations, providing evidence to support the researcher's argument that concept 2 was the better alternative. Although this report might be a theoretical discussion for the workers in the factory, this metric only took into consideration the utilisation percentage of the facilities in comparison with one another. The utilisation of people and machines improved slightly from Concept 1 to Concept 2. The decentralised system was again the more improved of the two design concepts. The results indicated that, according to the virtual 3D design model, which leveraged the SF principle of decentralisation it would indeed provide the greatest benefits for the company in output, quality, costs, and utilisation. These 4 metrics, were viewed by the case company as the real measures of improvements in productivity. The capital costs might have been the same, but the processing costs are were higher because the output was increased. However, the price per bin decreased, suggesting that this would be an important metric of productivity. The cost per bin was less; therefore, the case company was being more efficient when processing its units.
Future directions of research that scientists and researchers could explore include big data, the Internet of Things, cyber-physical systems, and linking the virtual and real worlds so that digital twins can exist and become interoperable. A specific roadmap could be generated by using simple and well-thought-out business models that the business already uses to improve the likelihood of implementation and the longevity and use of the products. Customised products and tools should be used to develop the business' own unique framework on project implementation (which has worked in the past), with the SF view as the departure point.
The true power of virtualisation and simulation has been demonstrated in this research. It sets itself up to be used as a major driver of change and the integration of technology into the traditional systems in which manufacturers find themselves operating. This tool is a wonderful enabler for facilitating future design that suits managers, operators, workers, and clients. A benchmark model has been developed for organisations locally that could take guidance and draw knowledge from it when developing strategies for future transformations of their current production facilities into SFs.
6.2. Recommendations
In this section of the report, the SF criteria sheet is recommended and made available for further implementation at other facilities.
REFERENCES
[1] D. Hartmann and T. S. Hattingh, "IN DIS TREE - 4 what?," South African Journal of Industrial Engineering, vol. 29, no. 3, pp. 1-11, 2018. doi: 10.7166/29-3-2050 [ Links ]
[2] H. Kagermann, W. Wahlster, and J. Helbig, Recommendations for implementing the strategic initiative INDUSTRIE 4.0 - Final report of the Industrie 4.0 working group. ACATECH - National Academy of Science and Engineering, Frankfurt/Main, 2013. [ Links ]
[3] P. Butala, R. Vrabic, and G. Oosthuizen, "Distributed manufacturing systems and the Internet of Things: A case study," Proceedings of the 25th Annual Conference of the Southern African Institute of Industrial Engineers - SAIIE25, vol. 9, no. 9, pp. 565-567, 2013. [ Links ]
[4] M. K. Adeyeri, K. Mpofu, and T. Adenuga Olukorede, "Integration of agent technology into manufacturing enterprise: A review and platform for Industry 4.0," Proceedings of the International Conference on Industrial Engineering and Operations Management, Dubai, United Arab Emirates: IEEE Xplore, pp. 1-10, 2015. doi: 10.1109/IEOM.2015.7093910 [ Links ]
[5] C. Scheuermann, S. Verclas, and B. Bruegge, "Agile factory - An example of an Industry 4.0 manufacturing process," 3rd IEEE International Conference on Cyber-Physical Systems, Networks and Publications, IEEE, 2015, pp. 43-47. doi: 10.1109/CPSNA.2015.17 [ Links ]
[6] N. Dlodlo and J. Kalezhi, "The Internet of Things in agriculture for sustainable rural development," IEEE Xplore, no. April, pp. 13-18, 2015. [ Links ]
[7] D. Q. Adams and K. M. Mpofu, "What has Industry 4.0 got to do with us? A review of the literature," Proceedings of the International Conference on Industrial Engineering and Operations Management, Pretoria, South Africa, October 29 - November 1, IEOM, Pretoria: Scopus, pp. 431-449, 2018. doi: ISSN: 2169-8767 [ Links ]
[8] D. Harcourt, "The South African food processing industry," The Agriculture, Nature and Food Quality Department, Embassy of the Kingdom of the Netherlands, no. July, pp. 1-42, 2011. [ Links ]
[9] Department of Agriculture Forestry and Fisheries, A profile of the South African apple market value chain. Pretoria: Directorate Marketing, pp. 1-57, 2012. [ Links ]
[10] E. Schaeffer, Industry X.0: Realizing digital value in industrial sectors. London: Kogan Page, 2017. [ Links ]
[11] M.-M. Sàmântà, "Industry X.0 - Digital disruption and smart manufacturing IT & OT transformation journey," 2018 IEEE 12th International Symposium on Applied Computational Intelligence and Informatics (SACI), 2018, pp. 105-106. doi: 10.1109/SACI.2018.8441024. [ Links ]
[12] M. T. Dewa, D. Q. Adams, L. Nyanga, M. Gxamza, and L. Ganduri, "Industry 4.0: A myth or a reality in South Africa?", South African Journal of Industrial Engineering, vol. 29, no. 1, pp. 649-666, 2018. [ Links ]
[13] M. Hermann, T. Pentek, and B. Otto, "Design principles for Industrie 4.0 scenarios," 49th Hawaii International Conference on System Sciences, Hawaii: IEEE, 2016, pp. 3928-3937. doi: 10.1109/HICSS.2016.488 [ Links ]
[14] C. A. Havle and Ç. Uçler, "Enablers for Industry 4.0," 2nd International Symposium on Multidisciplinary Studies and Innovative Technologies (ISMSIT), IEEE, 2018, pp. 1-6. Doi: 10.1109/TII.2017.2670505 [ Links ]
[15] D. Gürdür, "Data and visual analytics for cyber-physical systems," PhD thesis, KTH Royal Institute of Technology, 2018. [ Links ]
[16] J. Wan, S. Tang, D. Li, S. Wang, C. Liu, H. Abbas and A.V. Vasilakos, "A manufacturing big data solution for active preventive maintenance," IEEE Transactions on Industrial Informatics, vol. 13, no. 4, pp. 2039-2047, 2017. doi: 10.1109/TII.2017.2670505 [ Links ]
[17] M. Grieves, "Virtual twin: Manufacturing excellence through virtual factory replication," Florida, 2014. [Online]. Available: https://www.researchgate.net/publication/275211047_Digital_Twin_Manufacturing_Excellence_through_Virtual_Factory_Replication [accessed 15/01/2023] [ Links ]
[18] G. Zaayman and A. Innamorato, "The applications of Simio scheduling in Industry 4.0," Proceedings of the 2017 Winter Simulation Conference, 2017, pp. 4425-4434. [ Links ]
[19] O. M. Olabanji and K. Mpofu, "Comparison of weighted decision matrix, and analytical hierarchy process for CAD design of reconfigurable assembly fixture," Procedia CIRP, vol. 23, no. C, pp. 264269, 2014. doi: 10.1016/j.procir.2014.10.088 [ Links ]
[20] M. S. Bandor, "Quantitative methods for software selection and evaluation," Software Engineering Institute, Carnegie Mellon University, CMU/SEI-2006-TN-026, 2006. [Online]. Available: http://www.sei.cmu.edu/publications/pubweb.html [Accessed:10/08/2018} [ Links ]
[21] J. Mouton, How to succeed in your Master's and doctoral studies: A South African guide and resource book, Pretoria: Van Schaik Publishers, 2001. [ Links ]
[22] J. W. Creswell, Qualitative inquiry and research design: Choosing among five approaches, 2nd ed. Thousand Oaks, CA: SAGE Publications, 2007. doi: 10.1016/j.aenj.2008.02.005 [ Links ]
[23] M. Ornstein, "Designing a questionnaire," in A companion to survey research, Thousand Oaks, CA: SAGE Publications, 2013, pp. 45-58. doi: 10.4135/9781473913943.n3 [ Links ]
[24] D. C. Ray, "Single-case research design and analysis: Counseling applications," Journal of Counseling and Development, vol. 93, no. 4, pp. 394-402, 2015. doi: 10.1002/jcad.12037 [ Links ]
[25] M. W. Grieves, Virtually indistinguishable systems engineering and PLM, in Product Lifecycle Management, pp. 226-242, 2012. [ Links ]
[26] M. Bohn-Meyer, S. Kilp, and P. Chun, "Doing systems engineering without thinking about it at NASA Dryden Flight Research Center," IEEEAC Paper #1194, pp. 1-16, 2004. [ Links ]
[27] R. Beasley, "Systems thinking: Introducing systems engineering to your organisation systems," IET Seminar on Systems Engineering in Railways 2009: Making It Work for You, London, 2009, pp. 1-17, doi: 10.1049/ic.2009.0279. [ Links ]
[28] C. A. Barlow, "Interviews," in Encyclopedia of case study research, A. Mills, G. Durepos, and E. Wiebe, Eds., Thousand Oaks, CA: SAGE Publications, 2010, pp. 496-499. doi: 10.4135/9781412957397. [Chapter DOI : https://doi.org/10.4135/9781412957397] [ Links ]
[29] M. Russell, "Supporting decision makers with use cases: Case study results," Procedia Computer Science, vol. 153, pp. 294-300, 2019, doi: 10.1016/j.procs.2019.05.082 [ Links ]
[30] P. D. Karningsih, D. Anggrahini, and M. I. Syafi'i, "Concurrent engineering implementation assessment: A case study in an Indonesian manufacturing company," Procedia Manufacturing, vol. 4, pp. 200-207, 2015. doi: 10.1016/j.promfg.2015.11.032 [ Links ]
[31] R. Weber, "Issues in content analysis," in Basic content analysis, 2nd ed., Thousand Oaks, CA: SAGE Publications, 2011, pp. 71-80. doi: http://dx.doi.org/10.4135/9781412983488. [ Links ]
[32] K. H. Rosen, Discrete mathematics and its applications, 7th ed. New York: McGraw Hill, 2011. [ Links ]
[33] C. D. Pegden and D. T. Sturrock, "Introduction to Simio," Proceedings - Winter Simulation Conference, 2011, pp. 29-38. [ Links ]
[34] T. Constante, "Contributions for a simulation framework for designing and evaluation manufacturing systems," Master's dissertation, University of Porto, Portugal, 2018. [ Links ]
* Corresponding author: adamsdq@cput.ac.za
ORCID® identifiers
D.Q. Adams: https://orcid.org/0000-0002-4091-0848

