










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkSouth African Journal of Industrial Engineering
On-line version ISSN 2224-7890
Print version ISSN 1012-277X
S. Afr. J. Ind. Eng. vol.34 n.2 Pretoria Aug. 2023
http://dx.doi.org/10.7166/34-2-2865
CASE STUDIES
Lean Six Sigma methodology to reduce excess wastage in a brickyard: a case study
J.C. Quiroz-FloresI, *; I.F. VarasI; A. AliII
IEngineering Faculty, Universidad Peruana de Ciencias Aplicadas, Lima, Peru
IICollege of Engineering, Lawrence Technological University, Michigan, United States
ABSTRACT
Peruvian companies' craft brick stands currently experience significant growth in sales. Thus brickyards seek to reduce the amount of waste to increase productivity and reduce cost overruns. In this study, the problem that has the greatest economic impact on a brick company is the excessive amount of waste. For this reason, the implementation of a model based on the Lean Six Sigma (LSS) methodology is proposed, applying Poka Yoke, Jidoka, Standardised Work, and Just in Time in order to reduce the number of defective bricks and cost overruns. The research project focused on the tambourine brick, the type whose percentage of generated waste is the highest in the production batch. To do this, the current situation was analysed; the main causes of the problem were identified and measured; and then Lean Six Sigma tools were used to attack the root cause. Finally, the proposed design reduced overheated bricks by 2.36%, wet bricks by 2.01%, and poorly stacked bricks by 1.8%, obtaining a 6.92% reduction in shrinkage and increasing the level of Six Sigma to 3.9, which contributed to the reduction of losses in the brickyard.
OPSOMMING
Tans ervaar Peruaanse handwerkbaksteenmaatskappye aansienlike groei in verkope. Daarom poog die steenwerwe om die hoeveelheid afval te verminder om produktiwiteit te verhoog en koste-oorskryding te verminder. In hierdie studie is die probleem wat die grootste ekonomiese impak vir die baksteenmaatskappy genereer die oormatige hoeveelheid afval. Om hierdie rede word die implementering van 'n model gebaseer op die Lean Six Sigma metodologie voorgestel, deur die toepassing van Poka Yoke, Jidoka, Standardised Work en Just in Time, met die doel om die aantal gebrekkige stene en koste-oorskryding te verminder. Die navorsingsprojek fokus op die tipe tamboerynsteen waarvan die persentasie afval wat gegenereer word die hoogste van sy produksiegroep is. Om dit te doen, is die huidige situasie ontleed, waar die hoofoorsake van die probleem geïdentifiseer en gemeet is, en daarna is Lean Six Sigma-instrumente gebruik om die hoofoorsaak aan te pak. Laastens verminder die voorgestelde ontwerp oorverhitte stene met 2.36%, nat stene met 2.01%, en swak gestapelde stene met 1.8%, wat 'n vermindering van 6.92% in krimping verkry en die vlak van Six Sigma tot 3.9 verhoog, wat bygedra het tot die vermindering van verliese in die baksteenwerf.
1. INTRODUCTION
The sector of global construction has increased in the last decade, and an average annual average growth of 3.9% until 2030 has been estimated [1]. In this context, the brick industry has been a determining factor in construction, since it has been expanding [2], attracting investments from both industrialised and developing countries. In Latin America, Mexico is one of the countries that is forecast to be the greatest producer in the sector; it has 9,463 brick kilns that have a significant economic impact, since the sector generates 52,315 formal jobs, boosting the country's GDP [3]. Currently, countries such as China, the United States, and India represent 57% of world growth in the construction sector [4]. In Peru, there are 2,300 medium-sized brick factories, of which 30 are semi-formal and 13 are formal and located in the capital, producing more than 80 tons per day [5]. Higher growth is expected for the brick sector in 2022, thus recovering from the fall during 2021 because of the Covid-19 pandemic. However, there are difficulties and problems related to brick deterioration that harm productivity and cause cost overruns, which are a challenge for brick industries. Specifically, lowering the cost without compromising the quality of the products or their timely delivery is a determining factor for customer loyalty, which is why cost reduction is an important objective of manufacturers [6]. Thus the strategies that could be adopted to reduce the types of loss mentioned above and their consequences are significant because such losses generate unnecessary delays, waste raw materials, and reduce the efficiency of speed of the daily production, in addition to increasing the overall cost of production [7]. To calculate the cost of the main defective products such as overheated, damp, and poorly stacked bricks, it is essential to know how this phenomenon affects the company and its client portfolio (ironmongers), which are: changing to better quality inputs, training staff, standardising processes, changing the brickyard, postponing deliveries, or enabling cash refunds. Excess shrinkage has a significant economic impact on sales and delivery time to customers. It is evident that one of the most damaging factors is excessive losses, which directly affect customer loyalty; so the strategies adopted by the company are relevant to maximising profits.
Various favourable results from using the Lean, Six Sigma, or comprehensive Lean Six Sigma methodologies are found in the literature in the pharmaceutical [8], automotive [9], food [10] [11], and even the bookkeeping and consulting firm sectors [12]. However, it has been found that, although such methodologies have been widely adopted in the manufacturing and construction sectors to improve their performance, the aspect of the brick manufacturing process where the cost of production could be reduced has not been widely covered. Therefore, there is little research on the use of Lean or Six Sigma tools in the brick industry, where aspects such as the percentage of waste and its economic implication in the factory have still to be investigated. Given this lack of a scientific basis, this research seeks to validate and disseminate the use of the Lean Six Sigma methodology in a so-far-unstudied scenario to establish a precedent that improves and optimises the brick industry processes, minimises cost overruns, increases productivity, and maximises customer satisfaction. This study shows that a small company can decrease its key process times and reduce waste, and that therefore this process improvement through a focused cross-functional team reduces process variation, improving profitability and reducing costs. Defects in the manufacturing process can also be reduced through the structured application of the Jidoka, Poka Yoke, work method standardisation, and Just in Time tools under the Define, Measure, Analyse, Improve and Control (DMAIC) approach.
For this reason, this research proposes a model based on the Lean Six Sigma methodology to reduce the percentage of waste in the company and to increase its Sigma level, applying different Lean tools to define, measure, analyse, improve, and control the causes.
2. PROBLEM
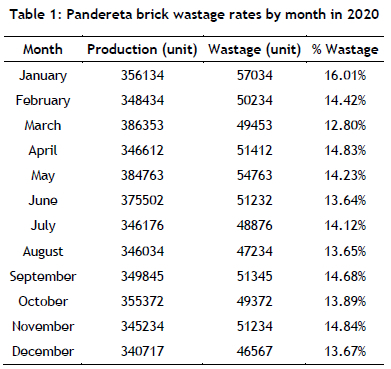
The case study was carried out in a brickyard located in Lima, Peru. This company has four production lines of bricks, each of them using the same process to make its products. This company offers outstanding quality standards, fine finishes and, above all, a guarantee on its products, which gives the customer a great trust in and preference or its products. Nevertheless, according to the annual report for 2020, significant losses were recorded, which, in addition to disarray in the production area, resulted in a lack of compliance with customer expectations.
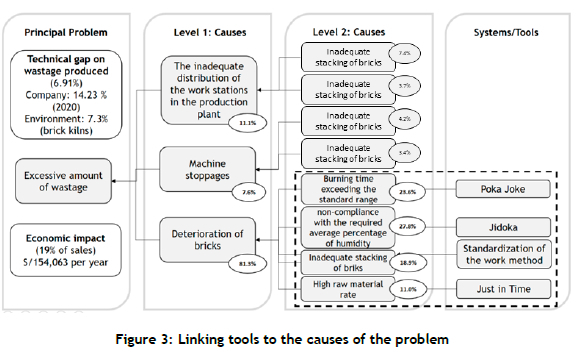
The problem that has been identified in this sector, according to a literature review, may be the result of different factors, such as the excessive amount of wastage, the non-fulfilment of scheduled batches of orders, and poor quality raw materials, all of which are detrimental to the company's profits and impede its growth [1]. The causes of these problems are a burning time that exceeds the standard range, a failure to meet the required average humidity content, the improper stacking of bricks, and a high raw material waiting rate. The inadequate distribution of the work stations in the production plant, machine stoppages, and the deterioration of bricks cause excess waste in the firing area, especially of the main product, the 'pandereta' brick.
In order to identify the main causes of the excessive amount of wastage, a Pareto analysis was carried out, as can be seen in Figure 1.
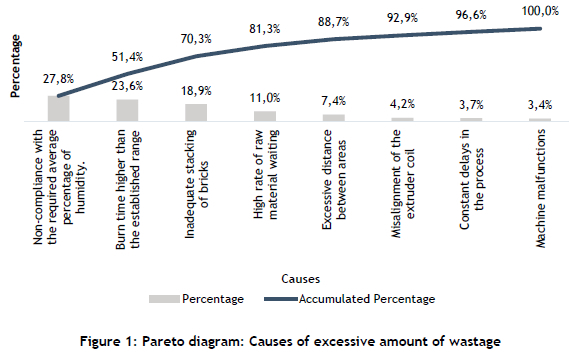
After performing the Pareto analysis of the main causes of the excessive amount of wastage, it was found that it could be attributed to the accumulated 81.3 per cent of problems in the production plant's operations: non-compliance with the required average percentage of humidity, a burning time greater than the established range, inadequate stacking of bricks, and the high rate of raw material waiting. Thus this study focused on the analysis and reduction of the previously identified causes of the wastage.
3. BACKGROUND
According to the literature review, Lean Six Sigma combines the process 'speed' technique with precision driving both efficiency and effectiveness, with the goal of identifying the causes of waste and providing real methods to reduce or eliminate it [2]. Although several authors have implemented Lean Six Sigma, they have done so with certain limitations, since it is a methodology with little scientific literature, most of which is merely theoretical. Despite this, they emphasised that the use of the DMAIC approach in this methodology revealed favourable results in reducing waste, identifying opportunities for activities that lacked added value, and reducing variability and improving the process cycle time and the quality of the manufacturing process [6] [9]; as a result there were some strategic benefits, such as customer satisfaction, financial improvement, increased productivity and employee satisfaction, and increased efficiency in the manufacturing processes [11] [22].
Through the Lean Six Sigma methodology, improvements in the wastage rate of industries could be obtained [13]. Similarly, other authors have emphasised the Lean Six Sigma methodology's improvement of the economic aspect, and affirm that the methodology allows cost reduction without reducing the quality of the production process, thus maintaining productivity and customer satisfaction [14]. Some authors have studied the implementation of the Lean Six Sigma methodology in contexts such as the brick industry in India to contribute economically by reducing waste [15]. Given this review of the methodology in this project the tools that obtained positive results in the sectors that were studied (Value Stream Mapping(VSM), Jidoka, Poka Joke, standardisation of the work method) were used to reduce waste in a company. In addition, improvements were evident in the production processes, which led to savings in the process and the improved quality of the finished products. However, the construction sector has been poorly studied using this methodology; so there is also a limited background review regarding this sector, even though several authors point out that the methodology is flexible enough to be used in any type of industry [16] [13].
Some studies are also based on the combination of lean manufacturing tools and other tools. For instance, in a beverage manufacturing industry a model was proposed based on the 5S methodology, workstation redesigning, process standardisation, and reliability-based maintenance that increased the efficiency of the production process by 8.8% [21]. Specifically, other studies show that some lean tools and techniques that improve performance in the brick manufacturing process are VSM, Total Quality Management (TQM), Quality Assurance (QA), Just-in-Time (JIT), Kanban, Total Productive Maintenance (TpM) [14]. Based on the suggestions of these authors, process standardisation and JIT would be the most appropriate methods, since they achieve better numerical results - on average, an increased performance by 5.6% of the optimisation of resources in a quarterly period [11]. However, there is a clear difference in results when using the VSM methodology only [15], since it would be implemented in a company to determine the exact amount of materials needed for a specific set of production. This would save on the cost of building the warehouse to keep production materials on standby for when they would be needed [16]. In this way, the flow of all relevant information and materials for products to reach the customer could be fully understood.
There is a history of the use of Lean manufacturing tools and other tools to reduce waste and defects in the Small and Medium-sized Enterprises (SME) companies being studied [16] [23]. For instance, the implementation of the Poka Yoke tool reduced milling machine stops by 45.6%, thereby increasing the available operating time. The process could be constantly monitored and important decisions could be made, based on the stops and the reasons for them. Furthermore, the implementation of Jidoka tended to reduce the number of defective moulded bricks by 80% [23]. Finally, the purpose of using the Lean philosophy was to reduce all types of waste such as waiting time, excess movement, transportation costs, and excess inventory. In addition, a similarity was identified in what is mentioned in both articles, in that they show the variability of the change during the months when the improvement tools were implemented.
Importance was given to the lack of production speed and the stops, which ended up generating economic losses [11]. That was why they used tools such as work standardisation; this technique served as support for reducing the cycle time, since it was possible to eliminate the operational loss points and to define an action plan to promote continuous improvement, which was also useful in reducing waste. A similarity was also identified in what is mentioned in both articles [16]: the reduction of waste and residues in the company through the application of the JIT tool. The tool was used to eliminate all possible waste that occurred in a production process. Among other things, this was equivalent to eliminating unnecessary or redundant activities by 7% per month [8]. However, there was little precedent in Lean Manufacturing and Lean Six Sigma for reducing the amount of waste in the brick industry. Therefore, it was necessary to validate and disseminate the use of the Lean Six Sigma methodology in the construction sector, and specifically in the brick industry, to contribute to the optimisation of production processes and, therefore, minimise cost overruns.
Finally, the use of the Lean Six Sigma methodology was proposed because each process station in the manufacturing companies had problems of shrinkage and waste. Therefore, these types of company tended to face increased costs, defective products, and increased losses, which led to economic losses for them. That is why this proposed solution aimed to improve the profitability of this type of company's production, and to have greater control in the manufacturing process by speeding up production time, reducing variations in the final products, and reducing waste, which would be essential for the well-being of companies and the entire manufacturing sector.
4. INNOVATIVE PROPOSAL
Based on the above discussion, an innovative proposal was developed (Figure 2) in which the inputs, the process, and the outputs of its implementation were detailed. The information in this model was based on the identification of the percentage of losses produced by the brick firing process, specifically for the pandereta brick, by controlling the production that enters the furnace and the bricks that are not made as a result of the different causes already mentioned - a relevant reason to attack the causes that produce these losses. The investigation conducted a pilot plan over a two-month trial period to ensure an effective implementation process.
The motivation behind this research was to be able to demonstrate that, with the application of the proposed model, compared with the models already in the literature, it would be possible to improve the reduction of the wastage of pandereta brick and, with it, to improve compliance with the moisture, burning-time, brick-stacking, and raw-material waiting rates, as well as reduce the production costs and, therefore, generate a better profit. In this research, a problem-solving model was proposed under the DMAIC methodology of Lean Six Sigma that would be capable of reducing brick deterioration. This model included the tools Poka Joke, Jidoka, standardisation of the work method, and Just in Time, which together could achieve the proposed objectives. It should be noted that the implementation of these Lean tools would allow operators to perform their daily activities better, as they would facilitate bakings and ensure orderly workspaces.
4.1. Model indicators
The indicators given below allow the reduction of losses in each phase to be visualised.
5. IMPLEMENTATION
The design of the proposed solution was based on the implementation of Lean Six Sigma tools under the DMAIC approach in a company manufacturing handmade bricks. The development focused on a set of Lean tool proposals. Here is a description of the stages:
5.1. Stage 1 - Define
First, the essential data of the company being studied were collected to identify the impact of the causes of the problem, to determine the root cause(s), and to define the main products that generated the greatest impact, so that an analysis could be carried out. The pandereta brick (classification A) and the types of waste generated by the company, such as overheated, moist, and broken bricks, were defined through Ishikawa, ABC analysis, and a Pareto diagram.
5.2. Stage 2 - Measure
In this second stage, the data collected in the previous stage was examined, such as the times of the production process and the resources for each of the processes, in order to build the current VSM and visually identify the activities from the process, from the reception of the raw material to the process of mixing, drying, and burning. To do this, the times of the activities carried out in the first half of 2020 were considered. Similarly, the percentage of waste generated by the company with respect to the main brick, the pandereta type, was equivalent to 14.32%, with an economic impact on sales of 19%. From this, the impact of the reasons and causes was measured. The deterioration of bricks was the most significant at 81.3% of the losses generated in the company when making the pandereta brick. In the same way, the variation of the processes was measured with the help of the Minitab tool, obtaining a Sigma level of 2.
5.3. Stage 3 - Analyse
This stage included the development of the analysis and the design of Poka Yoke, Jidoka, JIT, and the standardisation of the work method.
Step 1: Analysis. This step carried out a preliminary analysis of the brick burning process.
Step 2: Design. In this step, the design of the current model ('as is') of the brick manufacturing process and its improvement ('to be') was carried out. This was a crucial initial stage since, with respect to JIT, it was found that the design, improvement, and standardisation of processes would have a beneficial impact by reducing the time and wastage in each preliminary phase for the manufacture of bricks.
5.4. Stage 4 - Improve
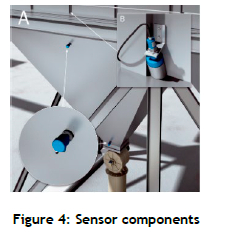
Poka Yoke implementation. The solution process began with observation of the complete burning process of a 132 000 furnace, identifying the type of product entered, and the time established for its burning, from the first action of the number of operators who were in charge of burning and the quality of the fluxes. Subsequently, the causes that affected production were identified and converted into 'rococho' bricks; the reduction in brick burning was detailed according to the type of oven. This tool sought to prevent an increase in the number of overheated bricks generated during firing, which was equivalent to 23.7%. This was because the pandereta brick's burning time was greater than the established range, since the operators did not have control over the filling of the hoppers, which generated too much fire in the mixed kiln. For this reason, the acquisition of sensors was proposed that would allow the hoppers to maintain the maximum and minimum range allowed at the time of being filled with the flux (Figure 4), which would reduce the fire.
For the follow-up, instructions would be developed to record the number of rococho bricks generated per kiln and to measure the percentage of shrinkage per overheated brick.
Jidoka implementation. The implementation process of the proposal reduced the percentage of wet bricks entering the kiln. In this step, the verification of the states of the bricks was carried out for their transfer or not to the firing area. It was proposed to place panels strategically throughout the drying area so that the three operators could compare and detect at the same time whether or not the state of the bricks was optimal; they would be visually classified as dry bricks, semi-dry bricks, or wet bricks. This would allow better control of the bricks that were taken to the firing area but did not meet the required average percentage of moisture, which was equivalent to 27.8%. This was because the operators took the bricks from the drying area to the firing area without taking into account whether or not their condition was optimal, which generated an increase in the burning time or the intensity of the fire in the oven. In addition, instructions were implemented to track the bricks by recording the number of piles rejected by each truck and measuring the percentage of loss per wet brick, and creating a checklist of the bricks removed from each stack by the operators and of the trucks that transported the bricks to the kilns.
Implementation of work standardisation. This implementation had the purpose of reducing the number of broken bricks created by inadequate stacking in the firing process, which was equivalent to 18.9% of the losses experienced by the company. This tool made it possible to reduce the amount of waste caused by inadequate stacking. For this, a diagnosis of the current state was carried out in which the flow of the process was analysed; for this to happen, interviews with the operators were decisive, as well as the identification of the Non-Value Adding Activities (NVAs) of the non-standardised processes to create later the standard operating procedure format of the firing process. This was done with the aim of learning about the new processes being implemented, and thus carrying them out correctly and efficiently (PRO-001 -POE). This included factors such as the maximum height of the brick stacking inside the trucks at the time of being transferred, in order to comply with the standard requirements for clay bricks used in masonry. Standardising the work method would allow unnecessary tasks to be eradicated and other tasks to be combined in order to save time. Likewise it would be possible to sequence the tasks in each activity in such a way that the employees worked more quickly and effectively.
JIT implementation. It was proposed in the case study company to determine the exact amount of material needed for a specific set of production. This would allow the company to reduce the cost of building a warehouse to keep production materials on standby for when they would be needed. This idea also increased the space available for future use, and reduced the waste arising from the long distance being travelled from the warehouse where the production materials were temporarily stored in the production machine. In order to reduce the inventory of newly produced bricks being stored before their delivery to customers, factory staff were advised to adopt JIT distribution and purchasing concepts. Doing this eliminated the waste arising from the long distance being travelled from the production machine to the storage place, and from brick breakage while being transported from the production machine to the storage place. This tool would be used to improve the quality of the bricks through cards that provided the information and schedules for each variety of brick that is put into the kiln. The cards had the following specifications: type of material entered into the furnace, description, number of bricks admitted, maximum amount of material to be produced, destination of material to storage type, and furnace with greatest production of losses.
5.5. Stage 5 - Control
In this stage, compliance with the objectives established by each area manager was analysed. The desired performance state (future state VSM) would be displayed. To measure the achievement of the objectives, it was proposed that general reviews be carried out, comparing the values before and after the proposal, such as comparing the previous Lean of the brickyard with the current one.
6. VALIDATION
6.1. Description of the validation scenario
To demonstrate the effectiveness of the designed solution, the validation method known as 'pilot' was chosen for the implementation of the Poka Yoke, Jidoka, and standardised work techniques over a period of two months, according to the size of the sample, statistically established through an analysis of the confidence level at 95%. The proposed validation took into consideration the brick drying and firing processes.
6.2. Initial diagnosis of the company being studied
The production of pandereta type bricks in the case study presented the highest percentage of loss in the company, which was equivalent to 14.23% in the year 2020. This had an economic impact on 19% of its sales, which represented a loss of S/.154,063 in annual sales of the product. In addition, regarding the pandereta brick, the average percentage of overheated bricks was 3.36%; that of wet bricks, 3.96%; and that of bricks broken by stacking, 2.96%.
6.3. Design and validation result
Initially the design of the system of the process being studied was carried out to validate the expected results of the investigation. This system was limited to considering only the processes being studied, from the arrival of the bricks, to the drying warehouse, and to the entrance to the burning ovens. Then the proposed model was developed through pilot studies over a period of two months so that it met the expectations about the reduction of losses produced in the firing process. In this way it was possible to analyse the effectiveness of the implemented tools.
First, the Poka Yoke tool was able to reduce the number of rococho bricks by 1.89%. This improved the quality of the bricks in the burning process in response to the problem that the company had been experiencing caused by the cost of each brick in the rococho state. Following the Poka Yoke philosophy, the LVB-300 sensor machine was acquired to control the hoppers at the time of filling by the three operators, who were trained over three sessions, and who then collected data on the new percentage of overheated bricks by following the established instructions.
Second, the application of the Jidoka tool reduced the non-compliance in the average moisture content of the bricks by 1.97%. The development of the methodology began with a verification phase for the problem being studied; this was done under the supervision of the operators who had already been trained to identify when a brick was in a wet or semi-dry state. It should be noted that this training topic was included in the sessions for the correct use of the sensors in the hoppers. In addition to this verification activity, the stevedores in charge of transferring the bricks to the kiln were also trained. This was done by separating the bricks that were still in a non-optimal state and, according to the instructions, recording the number of bricks in each stack that were found to be wet.
Finally, the implementation of the standardisation of the work method - whose indicator was broken bricks from poor stacking - showed an average improvement of 1.12% because the operators were adapting to this new method of improving the process of poorly stacked bricks. The new standard was explained to the supervisors and management in order to contrast the activities set out in the formats and instructions (PRO-OPS-001). Maximum stacking heights were defined, as well as the way in which they should be loaded on to the trucks to avoid their falling during transport, among other things. In addition, there was approval from the supervisors to continue with the activities and to keep follow-up records in order to know and measure how the training in the new method was impacting the activities of the baking operators. The pilot study consisted of carrying out this new stacking method during the months of April and May 2022, which were reflected in a graph to observe the improvement.
It was possible to validate that the implementation of the Lean Six Sigma solution model, through the key components, and that grouped the developed tools, managed to minimise significantly the excess waste from 14.23% to 7.31% (a reduction of 6.92%), achieving the primary objective set out in this research.
Table 3 shows the summarised results, comparing the previous state of the company and the implementation of our proposal for improved processes during the pilot study period. The average percentage of wastage in the first month was equivalent to 9.2% (i.e., a reduction of 5.03%) and to 7.31% for the month of May - that is, a total reduction of 6.92% at the end of the pilot study period.
On the one hand, through an analysis of the improvements, using Poka Joke and Jidoka reduced wastage by 2.36% and 2.11% respectively. On the other hand, in following up the work standardisation, there was no significant improvement, since the workers did not adapt to the forms of stacking and the new loading method in order to reduce the excess wastage in this process. However, a Sigma level of 3.9 was achieved, thus reaching the main objective set out in the research.
7. SCENARIOS
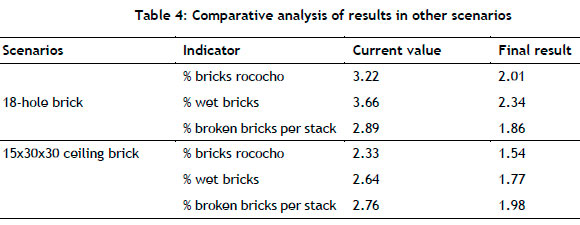
Through the development of the pilots, it was possible to validate the improvement of the proposed proposal for the reduction of excess waste, the reduction of cost overruns incurred at the time of having losses in the production of pandereta brick. The results were positive and optimal. However, for the purposes of the result and reliability, the implementation of the proposed tools will be analysed as an improvement in other scenarios where the division of the type of brick was taken into consideration, since it has the same manufacturing process and characteristics in the firing process: 18-hole brick and 15x30x30 ceiling brick.
7.1. Scenario 1: 18-hole brick
This other type of commercial brick in the construction sector, for the realization of first floor wall has a percentage of losses in its cooking process, with an average 10.72% in 2021, being surpassed by the tambourine brick. Likewise, this brick goes through the same process of operations: by drying, moving to the oven, stacking, burning process and finally removed from the furnaces to the warehouse of finished products. On the other hand, it is important to mention that indicators of quantity of rocochos bricks, removed wet bricks and broken bricks by stacking, are key to obtain the amount of waste that is generated when producing this type of brick. However, unlike its star product as is the tambourine brick, this brick in study has less burning time and in turn its drying time is greater by the shape of the product that has greater holes and consistency.
7.2. Scenario 2: 15x30x30 ceiling brick
The product of the brick ceiling 15x30x30, with function of lightening the weights of the ceilings with very good thermal insulation is a product of manufacture of the company in study, certain product also handles a high percentage of wastage (7.8% defective bricks on average in 2021), being the third product with a high percentage for the bricklayer. Like tambourine brick, this process follows the same procedure to have the same finish as its similar commercial products. Likewise, the number of rococho bricks, wet and finally the amount of brick by poor stacking are indicators that will demonstrate the implementation of the proposed model. However, unlike tambourine brick and brick 18 holes, this product has a lower production and in turn its burning time is longer, so a study greater than 4 furnaces is required, because the capacity of the furnace for whose brick type is 16800 units.
After validating the three scenarios, a comparative analysis of the results was carried out.
It was confirmed that the proposed model produced favourable results in the pilot studies over a period of two months, so that it met the expectations of reducing the losses produced in the firing process. In the same way, it was necessary to evaluate the economic and environmental impact, in order to identify the benefits for the company of the improvements and how it might impact the population. Finally, for the indicator of broken bricks from poor stacking, the improvement percentage was an average of 1.12% because the operators were adapting to this new and improved method for stacking bricks.
7.3. Future research
With the present research concluded, in order to share information in other brick sectors and to contribute to an improvement in the production process, the different improvements to be developed in the future can be presented:
• Implement the knowledge of the tools in other manufacturing sectors, in order to validate the implementation of the Lean Six Sigma model in other industries.
• Research and propose the implementation of Lean Six Sigma to solve significant problems in the construction sector, and specifically in the brick industry, based on the improvement in the production process described in this study.
• Investigate the compatibility and integration of the Lean Six Sigma methodology with other engineering tools, such as Systematic Layout Planning (SLP), that could be applied to the redistribution of workstations and to avoid more waste in the production process.
8. CONCLUSION
The present research project was able to identify that the excessive amount of wastage in the brick company being studied was the main problem, since it had the greatest economic impact, equivalent to 19% of sales. In the literature, this kind of significant impact was found in the same sector or in similar ones; the main identified causes were: (1) the inadequate distribution of work stations in the production plant; (2) machine stoppages; and (3) the deterioration of products during the manufacturing process. The present project was able to validate the great impact of these causes on the main problems that were the root cause of the excessive amount of wastage: a burning time that was more than the established range; a failure to comply with the average required percentage of moisture; inadequate stacking of bricks; and a high rate of raw material in storage, which had an impact of 23.6%, 27.8%, 18.88%, and 11.02% respectively on the excessive brick wastage in the company.
Using this diagnostic framework, the present research validates the application of the Lean Six Sigma methodology, under the DMAIC approach, to improving the production process in a brick industry, as it was able to reduce the percentage of brick wastage and achieve a reduction of 6.92% of the total wastage generated in the firing process by reducing the number of overheated bricks by 1.89%, of the number of wet bricks that had to be removed by 1.97%, and of the number of broken bricks because of bad stacking by 1.76%. It was thus able to increase the Sigma level to 3.9, increasing the speed and reducing variation in the processes involved.
Owing to the positive results that were achieved, the present research was able to demonstrate the effectiveness of the Lean Six Sigma model in a scenario that was new to the literature, namely the brick industry. Likewise, based on the present research and the reviewed literature, it could be concluded that the proposed Lean Six Sigma model could be applied in several areas with satisfactory results, which would show its high transferability, effectiveness, and quality.
The present study has managed to expand the literature on improving the productive process in the brick industry and on optimising processes to avoid excess wastage in the sector, especially in small companies, through the application of the tools Poka Joke, Jidoka, standardisation of the work method, and Just in Time under the DMAIC approach. Finally, it is recommended that the possibility of extending the implementation of the proposed model to other segments of the production line, such as the 18-hole brick and the roof brick, be explored in the future, in order to continue improving the ratio of waste generated in the company that was studied.
ACKNOWLEDGMENTS
To the Research Department of the Universidad Peruana de Ciencias Aplicadas for the support provided to carry out this research work through the UPC-EXPOST-2023-2 incentive.
REFERENCES
[1] Aka, A., Bamgbade, A.A., Saidu, I. & Balogun, O.M. 2020. A conceptual framework for waste identification and reduction in Nigerian sandcrete blocks production process. Construction Innovation, 19(3), 405-423. https://doi.org/10.1108/CI-11-2017-0091 [ Links ]
[2] Cabrera, C.J.O. & Oliveros, E.F.S. 2020. Decrease of the rates of rupture, in a brick company, during the transport of the product to the client, by using lean six sigma methodologies. Proceedings of the International Conference on Industrial Engineering and Operations Management, 161-176. [ Links ]
[3] Coast, L.B.M., Filho, M.C., Fredendall, L.D. & Ganga, G.M.D. 2021. Lean six sigma in the food industry: Construct development and measurement validation. International Journal of Production Economics, 231, 107843. https://doi.org/10.1016/j.ijpe.2020.107843 [ Links ]
[4] Cuong, P.K., Minh, N.D. & Nguyen, D. 2019. Applying lean tools and principles to reduce cost of waste management: An empirical research in Vietnam. Management and Production Engineering Review, 10(1), 37-49. https://doi.org/10.24425/mper.2019.128242 [ Links ]
[5] Desai, T.N. & Parmar, P.S. 2020. Evaluating sustainable lean six sigma enablers using fuzzy DEMATEL: A case of an Indian manufacturing organization. Journal of Cleaner Production, 265, 121802. https://doi.org/10.1016/j .jclepro.2020.121802 [ Links ]
[6] Bantz, C.R. & Pepper, G.L. 1993. Understanding organizations: Interpreting organizational communication cultures. Columbia, SC: University of South Carolina Press. [ Links ]
[7] National Statistical Directory of Economic Units. 2022. National Directory of Economic Units. Mexico: INEGI. https://www.inegi.org.mx/app/mapa/denue/ [ Links ]
[8] National Institute of Statistics and Informatics (INEI). 2020. Input price record for the construction sector. Lima, Peru. [ Links ]
[9] Peruvian Brick Industry. 2020. Latin American construction. https://www.construccionlatinoamericna.com/industria-peruana-deladrillo-comercializa-u500-millones-anuales/129538.article. [Accessed: September 18, 2021]. [ Links ]
[10] Galvez, R. 2020. Improvement of the production process of brick manufacturing for the reduction of losses in the company Cerámicos Dett SAC, Rioja-San Martín. [Undergraduate thesis, Santo Toribio de Mogrovejo Catholic University]. USAT Institutional Repository. http://tesis.usat.edu.pe/handle/20.500.12423/204236 [ Links ]
[11] Global Construction Perspective and Oxford Economics. 2017 Global construction 2030. Global infrastructure hub. https://www.gihub.org/resources/publications/global-construction-2030/ [ Links ]
[12] Magodi, A.Y., Daniyan, I.A. & Mpofu, K. 2020. Application of lean six sigma to a small enterprise in the Gauteng province: A case study. South African Journal of Industrial Engineering, 33(1), 190-204. http://dx.doi.org/10.7166/31-1-2504 [ Links ]
[13] Creole, R. 2006. Work study engineering methods and work study, 2nd ed. Mexico City: McGraw-Hill. [ Links ]
[14] Hussain Z., Kolawole O. & Mishra, J.L. 2021. Addressing food waste and loss in the Nigerian food supply chain: Use of lean six sigma and double-loop learning. Industrial Marketing Management, 93, 235-249. https://doi.org/10.1016/j.indmarman.2021.01.006 [ Links ]
[15] Mitra, D. & Valette, D. 2017. Environment, human labor & animal welfare. Brick by Brick. https://www.ilo.org/wcmsp5/groups/public/---ed_norm/---declaration/documents/publication/wcms_542925.pdf [ Links ]
[16] Kumar K., Yadav, N. & Mathiyazhagan, K. 2019. Application of six sigma to minimize the defects in glass manufacturing industry: A case study. Journal of Advances in Management Research, 16(4), 594-624. https://doi.org/10.1108/JAMR-11-2018-0102 [ Links ]
[17] Schmidt, H.G. 2019. Use of lean six sigma methods to eliminate fume hood disorder. Journal of Chemical Health and Safety, 26(6), 12-16. https://doi.org/10.1016/Jochas.2019.03.006 [ Links ]
[18] Shokri, A. 2019. Reducing the scrap rate in manufacturing SMEs through lean six sigma methodology: An action research. IEEE Engineering Management Review, 47(3), 104-117. https://doi.org/10.1109/EMR.2019.2931184 [ Links ]
[19] Yadav, N., Mathiyazhagan, K. & Kumar, K. 2019. Application of six sigma to minimize the defects in glass manufacturing industry: A case study. Journal of Advances in Management Research, 16(4), 594-624. https://doi.org/10.1108/JAMR-11-2018-0102 [ Links ]
[20] Xing, W., Hao, J.L., Qian, L., Tam, V.W.Y. & Sikora, K.S. 2021. Implementing lean construction techniques and management methods in Chinese projects: A case study in Suzhou, China. Journal of Cleaner Production, 286. 124944. https://doi.org/10.1016/j.jclepro.2020.124944 [ Links ]
[21] Capcha-Huamali, E., Vila-Huaman, W., Viacava-Campos, G., Quiroz-Flores, J. & Cardenas, L. 2021. A lean manufacturing and RCM-based production process improvement model for increasing the production capacities of carbonated beverage bottling companies. In AHFE 2021, Advances in Manufacturing, Production Management and Process Control, 274, pp. 464-472. https://doi.org/10.1007/978-3-030-80462-6_56 [ Links ]
[22] Acosta-Ramirez, D., Herrera-Noel, A., Flores-Perez, A., Collao-Diaz, M. & Quiroz-Flores, J. 2022. Application of lean manufacturing tools under DMAIC approach to increase the NPS in a real estate company: A research in Peru. In 9th International Conference on Industrial Engineering and Applications (Europe) (ICIEA-2022-Europe) 2022, 70-76. https://doi.org/10.1145/3523132.3523144 [ Links ]
[23] Arevalo-Barrera, B.C., Parrefio-Marcos, F.E., Quiroz-Flores, J.C. & Alvarez-Merino, J.C. 2019. Waste reduction using lean manufacturing tools: A case in the manufacturing of bricks. In 2019 IEEE International Conference on Industrial Engineering and Engineering Management (IEEM), 1285-1289. https://doi.org/10.1109/IEEM44572.2019.8978508 [ Links ]
[24] Cima, R.R., Brown, M.J., Hebl, J.R., Moore, R., Rogers, J.C., Kollengode, A., Amstutz, G.J., Weisbrod, C.A., Narr, B.J. & Deschamps, C. 2011. Use of lean and six sigma methodology to improve operating room efficiency in a high-volume tertiary-care academic medical center. Journal of the American College of Surgeons, 213(1), 83-92. https://doi.org/10.1016/j.jamcollsurg.2011.02.009 [ Links ]
[25] Sokovic, M., Pavletic, D. & Fakin, S. 2005. Application of six sigma methodology for process design. Journal of Materials Processing Technology, 162-3(3), 777-783. [ Links ]
[26] Krehbiel, T.C., Eighme, J.E. & Cottell, P.G. 2009. Morgan Systems, Inc.: Application of six sigma to the finance function. Journal of Accounting Education, 27, 104-123. http://dx.doi.org/10.1016/j.jaccedu.2009.11.002 [ Links ]
Submitted by authors 29 Jan 2023
Accepted for publication 11 Jul 2023
Available online 25 Aug 2023
* Corresponding author: pciijqui@upc.edu.pehor
ORCID® identifiers
J.C. Quiroz-Flores: https://orcid.org/0000-0003-1858-4123
I .F. Varas: https://orcid.org/0000-0002-4068-7076
A. Ali: https://orcid.org/0000-0002-5102-8295


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}