










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkSouth African Journal of Industrial Engineering
On-line version ISSN 2224-7890
Print version ISSN 1012-277X
S. Afr. J. Ind. Eng. vol.33 n.3 Pretoria Nov. 2022
http://dx.doi.org/10.7166/33-3-2796
SPECIAL EDITION
Deployment of the analytic hierarchical process for comparative analysis of additive manufacturing technologies in the manufacture of injection moulds
U.B. Pancha*; M. Dewa
Department of Industrial Engineering, Durban University of Technology, South Africa
ABSTRACT
The current environment of changing market trends drives the manufacturing industry to strive for efficient manufacturing technologies. A mould manufacturer was using traditional manufacturing approaches to fabricate injection moulds. The traditional approach compromised the competitiveness of the organisation, resulting in a lower production rate and high operational costs owing to lengthy changeover times. Given several alternatives, the aim of this study was to determine the best suitable additive manufacturing technology for the manufacture of moulds. The analytic hierarchical process was deployed as the method to compare and select the best 3D printing technology from among recent additive manufacturing (AM) technologies that would meet surface finish, dimensional accuracy, cost, and manufacturing lead time requirements. Four AM options were multilevel concurrent printing, MELD technology, a Metal Jet 3D printer, and VELO3D. The final results indicated that the VELO3D was better than the other additive manufacturing technologies for the manufacture of moulds.
OPSOMMING
Die huidige omgewing van veranderende markneigings dryf die vervaardigingsbedryf om na doeltreffende vervaardigingstegnologiee te streef. 'n Vormvervaardiger het tradisionele vervaardigingsbenaderings gebruik om spuitgietvorms te vervaardig. Die tradisionele benadering het die mededingendheid van die organisasie in die gedrang gebring wat gelei het tot 'n laer produksietempo en hoe bedryfskoste as gevolg van lang oorskakelingstye. Die doel van hierdie studie was om die beste geskikte bymiddelvervaardigingstegnologie vir die vervaardiging van vorms te bepaal van gegewe verskeie alternatiewe. Die analitiese hierargiese proses is ontplooi as die maatstaf vir die vergelyking en seleksie van die beste 3D-druktegnologie uit die onlangse additiewe vervaardigingstegnologie (AM) wat aan oppervlakafwerking, dimensionele akkuraatheid, koste en vervaardigingstydvereistes sal voldoen. Vier AM-opsies ingesluit was meervlakkige gelyktydige drukwerk, MELD-tegnologie, 'n Metaal Jet 3D-drukker en VELO3D. Die finale resultate het aangedui dat die VELO3D beter was as die ander bykomende vervaardigingstegnologiee vir die vervaardiging van vorms.
1. INTRODUCTION
Many product development teams face challenges in undertaking the successful design of plastic products owing to the inherent financial risks that characterise the process [1]. The reason is that a mould must be custom-designed and manufactured for every part to be produced; and the process of designing and manufacturing a mould along with the production of the first plastic part can have a lengthy lead time of up to six months [2].
The current technology-driven marketplace requires new products in order for a company to survive; hence, innovative firms use product development to create entirely new markets or to increase demand through innovative product design. The development of rapid tooling (RT) technologies that are based on additive manufacturing (AM) for the quick manufacturing of dies and tooling inserts directly from computer aided design (CAD) data has shown the potential to revitalise firms that operate in the plastics industry [3]. The case study injection moulding company (IMC) is a specialised custom manufacturer of die castings for industrial applications, and provides precision mould manufacturing services to other firms. The services that are offered by the IMC range from design and material assistance, tool design and fabrication, and injection moulding to metrology and packaging. As a vertically integrated organisation, IMC is currently facing challenges in providing a rapid response with the expertise it has on hand for evolving project needs, guaranteeing the quality of the product through its full life cycle, and overseeing production that would translate into shorter lead times and on-demand delivery. The key concern for the case study organisation is the lengthy production lead time in mould and die manufacturing, which is a problem because clients expect a quick product delivery. In addition, product lifecycles have become shorter, and production in the global village includes smaller lot sizes. Hence, a novel rapid tooling process should be adopted to manufacture a limited number of tools at a reduced cost and in a short time to avoid a costly investment in conventional steel tooling for production. It is against the backdrop of these challenges that the aim of the study was to explore the deployment of the analytic hierarchical process in a comparative analysis of additive manufacturing technologies for the manufacture of injection moulds.
2. RELEVANT LITERATURE
Three-dimensional printing or additive manufacturing has the inherent potential to revolutionise the approach to design and to traditional manufacturing techniques. Nevertheless, high investment costs and uncertainties that characterise the processes hinder organisations from developing and implementing the technology. As the technology continues to progress, and while several industries in the western world have benefitted from additive manufacturing's present state, organisations in South Africa need to evaluate its industrial viability and its adoption [4]. Additive manufacturing processes build layers in different ways: for example, some processes use heat from electron beams or lasers to sinter or melt plastic or metallic powders together [5]. The new era of hybrid manufacturing is becoming popular, and offers the practice of subtractive methods combined with additive methods to produce better products with improved fatigue strength and surface quality [6].
This study adopted the analytic hierarchical process (AHP) for multiple criteria decision analysis owing to the complex nature of the decisions that had to be made about selecting suitable 3D printing technologies that would meet the parts' characteristics, which were dimensional accuracy, surface finish, cost, and manufacturing lead time. The AHP is a technique that is used to organise and analyse complex decisions by using mathematics and psychology [7]. AHP makes provision for a balanced framework for decision-making by quantifying the criteria and the alternative options, and relating the criteria and options to the ultimate goal. AHP is characterised by three elements: the problem being solved, or the ultimate goal; possible solutions, or alternatives; and the criteria that are used to judge the alternatives [8]. The importance of the criteria is compared through pair-wise comparisons, and AHP converts these assessments into figures for all of the possible criteria. This quantifying capability differentiates AHP from other decision-making methods [9].
Using AHP, Nyembwe [10] assessed the applicability and selection of an AM process for a casting application. The objective of the study was to select a suitable AM process that could be used to produce sand moulds for the casting of dies and metallic tools through comparison of the Z-cast process and the direct croning process. To analyse the criteria weights for 3D printer selection-related factors, Khamhong [11] used a fuzzy AHP. The factors relating to the 3D printer's characteristics, the 3D-printed product, and its material properties were considered in the evaluation, and the results demonstrated that the product factor was the most important factor for both types of decision-makers, followed by the material and the printer respectively. It is worth noting that there are other several decision-making techniques, such as affinity diagrams, heuristic methods, and linear programming. Affinity diagrams are more suitable for brainstorming and mind mapping, while heuristic methods, also though they might generate desirable results, are not accurate [12].
The cost estimation of the product plays a substantial role in the evaluation of the viability of an additive manufacturing technology. The cost of additive manufactured parts can be calculated on the basis of the average cost per part and on three additional assumptions: that the system will produce a single type of part, for one year, using maximum volumes [13]. The cost estimation is directly linked to business performance, and is the basis for the development of the key decision variable of AM, which is the product cost [14]. The key cost factors in AM systems are build time, machine utilisation, material costs, and machine investment costs, which include issues pertaining to housing, using, and maintaining the system. This includes machine purchase, energy costs, and associated labour costs to operate the system. Understanding the material costs in additive manufacturing can be significant in making key decisions about an organisation's adoption of the technology. Atzeni [15] showed that additive manufacturing material was nearly ten times more expensive than material for traditional manufacturing, after selecting a metal part made from aluminium alloys for traditional manufacturing and from additive manufacturing using selective laser sintering. Other research on metal parts confirms that material costs are a major cost driver for additive manufacturing technology [16]. However, increasing the adoption of additive manufacturing could result in a reduction in the cost of raw materials through economies of scale, thereby encouraging the further implementation of AM. As highlighted by Baumers [17], build time is a substantial element in estimating the cost of additive manufacturing, and several software packages are available to estimate build time.
3. RESEARCH METHODS
When faced with multi-variable considerations, a multi-dimensional criteria analysis can be used to compare different alternatives and to select the best combination [18]. The AHP was used as the method for comparing and selecting the best 3D printing technologies that would meet the part characteristics mentioned earlier (surface finish, dimensional accuracy, cost, and manufacturing lead time).
The following steps were taken to ascertain the most suitable additive manufacturing technology for rapid tooling in the manufacture of moulds:
Step 1: Definition of alternatives - The AHP process began by defining the alternatives that were to be evaluated. In this case, these alternatives were additive manufacturing technologies for rapid tooling for the manufacture of moulds.
Step 2: Define the problem and criteria - The next step was to define the problem and to model it by breaking it into a hierarchy of smaller problems. The criteria for comparing the 3D printing technologies were surface finish, dimensional accuracy, cost and manufacturing lead time.
Step 3: Establish priorities among the criteria using pairwise comparison - Pairwise comparison was used in the AHP to create a matrix to evaluate the intensity of importance. Quality circles meetings were conducted every Monday morning with the management and employees of the IMC.
The underlying mathematics is that the pairwise comparison matrix for a decision-maker with m objectives is an m x m matrix, B = [bij], such that:
where i, and j are the compared objectives.
In the context of this study, the i value refers to part characteristics (surface finish, dimensional accuracy, cost, and manufacturing lead time), while the j value refers to the four alternative additive manufacturing technologies.
A matrix B is defined to be a positive matrix if it satisfies the condition in equation (1). If B satisfies the condition in equation (2), then it is regarded as a reciprocal matrix.
Step 4: Check consistency - Check the consistency of the decisions, taking note that inconsistent data gives inconsistent results.
In order to ensure consistent decision-making, the pairwise comparison matrix B should satisfy the conditions that were mentioned in step 3, and

Assuming that wi is the weight of objective i, that each of the weights is positive, and that the weights sum to 1, for consistent decision-making, the ij entry of B is written as shown in equation (4):

where λmax is the largest eigenvalue.

where RI is the random index.
Step 5: Compute the relative weights - Mathematical calculations were done based on the data and the assignment of the relative weights to the criteria.
As shown in equation (6), assume consistent decision-making from m objectives, with B as the corresponding pairwise comparison matrix, and w the weight vector. Then w is an eigenvector of B with a corresponding eigenvalue λ = n.

Alternative AM technologies were then evaluated against the criteria of surface finish, dimensional accuracy, cost, and manufacturing lead time to derive the solution that best matched the production of moulds. The ranking of alternatives was based on benchmarking with the results from other studies as well the technical specifications from equipment suppliers. The final stage was to construct an option performance matrix (OPM) of the criteria weights or eigenvectors for the four alternative AM technologies in terms of what the IMC required for the manufacture of moulds for injection moulding.
4. RESULTS AND DISCUSSION
4.1. Characteristics of the mould
An ABC mould demand classification analysis (ABC analysis) was conducted for the top 16 moulds that were produced by the IMC. The results in Figure 1 show that, under the A-category of the ABC analysis, the moulds for the switch cover, smart phone, and helmet shell contributed 48.68% of the total demand for moulds that were fabricated by the IMC.
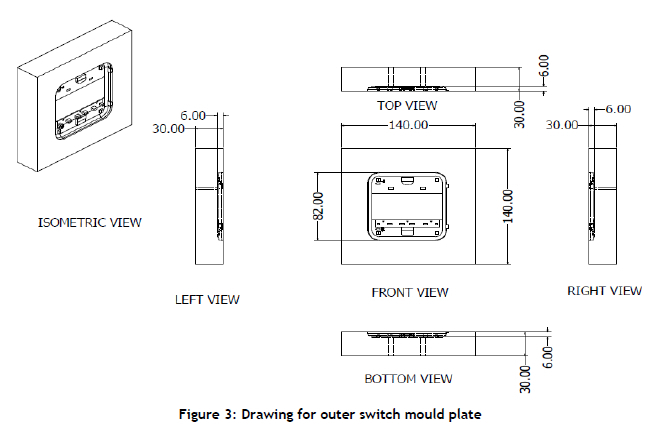
The B-category of the ABC analysis consisted of an air filter housing, an automotive dashboard, a television cabinet, and battery casing moulds, which contributed 29.1% of the total demand for moulds that were fabricated by the iMc. On the other hand, the C-category of the ABC analysis contributed 22.22% of the total demand for moulds that were fabricated by the IMC. An alternative view of the ABC classification would be from a financial perspective - that is, considering sales generated or gross profit against the product demand. The first step in the AHP to select the best 3D printing technology was to define the characteristics of the mould being studied. Figure 2 and Figure 3 show the design of the inner switch mould plate and the outer switch mould plate respectively.
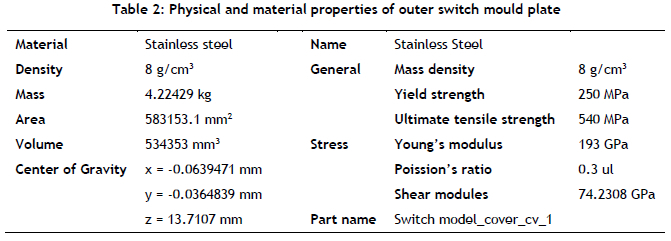
The roughness values of the contact surfaces should be between 1.2μm and 1.8μm. The plates are made of 301 stainless steel, and the hardness of the material is Rockwell 89 HRC. Table 1 and Table 2 respectively show the physical and material properties of the inner switch mould plate and the outer switch mould plate.
The material for the inner switch started to yield when the Von Mises stress reached the yield strength. The injection moulding process was characterised by complex loading; and the Von Mises stress shown in Figure 4 was used to predict when the steel would yield from the results of the uniaxial tensile loads.
Figure 5 shows the Von Mises stress analysis of the inner switch mould plate. These results reveal that the mould was reasonably loaded, and would not be overstressed during the injection moulding process.
4.2. Decision, options, and criteria
The first step in the AHP was to make a decision to ascertain the most suitable additive manufacturing technology for rapid tooling in the manufacture of moulds. Four options of different 3D printers from different original equipment manufacturers were considered: HP's Metal Jet 3D printer (HPMJ3DP), Multilevel Concurrent Printing (MCP) from Aurora Labs, MELD technology from MELD Manufacturing Corporation, and Intelligent Fusion from VELO3D.
4.3. Pairwise comparisons of criteria
4.3.1. Importance scale and pairwise comparisons
Table 3 shows the importance scale for allocating the criteria in AHP, with the scale ranging from 1 to 9. The number 1 implies that the two elements are equally important, preferred, or the same, while the number 9 implies that one element is extremely important or much more preferred over the other one in a pairwise matrix.
The clients in the plastic industry would generally prefer a quick delivery in order to introduce new products promptly into the market. Therefore, these customers might be willing to pay a higher price for the tool rather than having to wait longer.
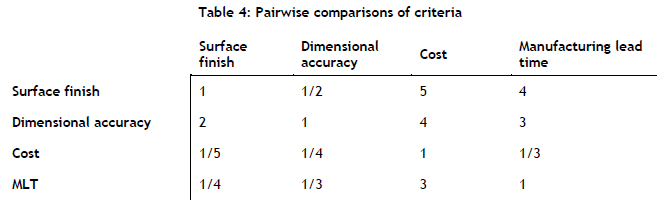
Table 4 shows the pairwise comparison of the four criteria, using the information that was extracted from the quality circles meetings that were conducted every morning by management and employees of IMC to become aware of the relative importance of the criteria. The criteria of surface finish and dimensional accuracy were found to be of equal importance, but more important than the manufacturing lead time and cost of the additively manufactured parts. The manufacturing lead time, in turn, was highly to critically important when compared with the manufacturing cost. Conversely, an intensity of 7 was allocated to both the mould's surface finish and its dimensional accuracy when compared with the manufacturing lead time - an indication that mould quality was more strongly preferred than cost and manufacturing lead time.
4.3.2. Importance weights
The completed matrix was then used to compute the importance weights, which outline the extent to which each criterion influences the final decision. The first step in determining the weight of a criterion was to compute the geometric mean by multiplying all the relative importance scores from the row and computing the 4th root of this product, where 4 is the total number of criteria. For instance, the geometric mean for surface finish was computed as:
Normalisation was the second step in determining the weight of a criterion. This was accomplished by dividing the criterion's geometric mean by the sum of the geometric means of all the criteria. For instance, the criterion weight for surface finish was computed as:
Table 5 shows the final results for the geometric mean and criterion weight (eigenvector). The criterion weight or eigenvector is a column vector but, in this study, is written as a row to save space, and is called a relative value vector (RVV). The resultant decimal is the weight of that criterion, and this method ensures that the sum of all of the weights equals 1.000, since each criterion accounts for a portion of the entire decision.
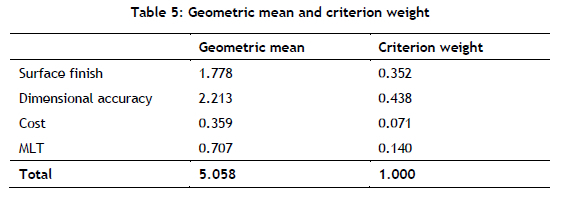
For instance, dimensional accuracy accounted for 43.8% of the overall decision in selecting the most suitable additive manufacturing technology for rapid tooling for the manufacture of moulds. On the other hand, cost accounted for 7.1% of the overall decision in selecting the most suitable additive manufacturing technology for rapid tooling for the manufacture of moulds.
4.3.3. Checking consistency
The next stage was to calculate λmax, where λ is an eigenvalue, and then to compute the consistency index (CI) and the consistency ratio (CR). Table 6 summarises the results for the eigenvalue and the consistency index. The matrix of decisions was multiplied by the eigenvector to obtain a new vector. The calculation for the first row in the matrix was:

and the remaining three rows gave 1.844, 0.297, and 0.586 respectively. The four estimates of λmax were found by dividing each component (1.484, 1.844, 0.297, and 0.586) by the corresponding eigenvector element. This gave 1.484/0.352=4.223, together with 4.214, 4.185, and 4.196. The mean of these values, or the estimate for λmax, was 4.205; and if any of the estimates for λmax had turned out to be less than n, or 4 in this case, then there would have been a calculation error.
The CI for a matrix was calculated from

where λis an eigenvalue and, since n=4 (from the number of criteria) for this matrix, the CI was 0.062. The final step was to calculate the CR, which gave 0.068/0.90 = 0.0759 - that is, according to Saaty [7], who argued that, when CR > 0.1, it indicates that the decisions are at the limit of consistency. However, in this instance, it meant that the pairwise decisions were not random and were completely trustworthy.
4.4. Characteristics of alternative additive manufacturing technologies
The next step of the AHP was to investigate the potential additive manufacturing technologies. Four sets of pairwise comparisons of MCP, MELD, HPMJ3DP, and VELO3D were drawn to establish how well these additive manufacturing technologies performed in respect of the four criteria. It is worth giving the background of these additive manufacturing technologies before conducting the pairwise comparisons.
As opposed to conventional powder bed technologies, which print one layer at a time, MCP is based on powder bed fusion technology, and prints multiple layers simultaneously in a single pass [19]. MCP technology has a grid-like recoater mechanism and multiple laser beams that can print around 30 layers at a time. To 3D print metals without melting, the MELD Manufacturing Corporation developed a novel solidstate process in which the metal wires are fed into a hollow rotating tool, with friction and pressure deforming the metal and stirring it into the material beneath it. The key advantage of this technology is that parts that are fully dense are created, and no subsequent heat treatment is needed. MELD technology has the unique capability of taking an existing part, placing it in the machine, and adding material to repair a worn surface. There is more freedom to create larger parts with MELD's 3D printer, since the process takes place in an open environment and does not require an enclosure. However, the technology has a limitation in that it cannot print overhangs, and a significant investment is required, as a single machine costs around R10 million.
HP's Metal Jet 3D printer is synonymous with speed and high-precision in depositing a thin layer of powdered metal onto the print bed using binder jetting. A line of print heads moves above the print bed, jetting tiny drops of a binder. The final part remains in a 'green' state after printing, and must be sintered to remove the binder and produce a dense solid product. The metal jet printer is about 50 times more productive than comparable conventional binder and laser sintering machines, and, with twice as many printheads than conventional systems, the process uses less binder, and so the sintering process is cheaper and faster [19].
The Sapphire 3D printer by VELO3D uses a powder bed fusion process in which a laser beam melts and fuses metal powder layer by layer to create a product. VELO3D's intelligent fusion technology permits the printing of huge overhangs without the need to use support structures [20]. In order to improve part consistency, the system is extensively equipped with sensors that control the closed-loop melt pool [20]. On the software side, CAD files are used instead of STL files, since using CAD from the outset results in higher accuracy, whereas the STL format approximates the surface of a CAD model with triangles [19].
4.5. Comparison of additive manufacturing technologies against criteria
Mathematical calculations were done on the basis of the data and the assignment of the relative weights to the criteria. The alternative AM technologies were then evaluated to derive the best solution for the production of moulds. The ranking of the alternatives was based on benchmarking results from other studies as well as the technical specifications from the equipment suppliers.
Table 7 shows a comparison of the alternative AM technologies, using surface finish as the criterion. The eigenvector for this matrix was (0.141, 0.113, 0.251, 0.494) and, as expected, the CR was 0.072; so the decisions were reasonably consistent. The results showed that MCP was preferable to MELD, and HPMJ3DP was preferable to MELD, with VELO3D as the most preferred technology with respect to surface finish. Instead of using the STL format, which approximates the surface of a CAD model with triangles, CAD files are used with VELO3D, resulting in greater accuracy.
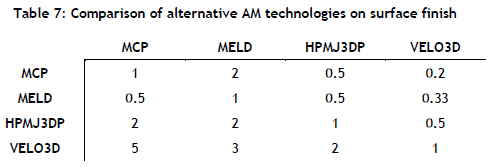
Table 8 shows a comparison of the alternative AM technologies with dimensional accuracy as the criterion. The eigenvector for this matrix was (0.167, 0.118, 0.262, 0.453), and as anticipated, the CR was 0.072; so the decisions were reasonably consistent. The results showed that MCP and HPMJ3DP were preferable to MELD, with VELO3D as the most preferred technology with regard to dimensional accuracy. The MCP and MELD technologies have difficulty when it comes to printing overhangs.
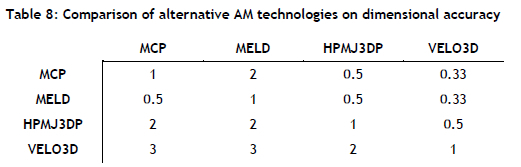
Table 9 presents a comparison of the alternative AM technologies with manufacturing cost as the criterion. The eigenvector for this matrix was (0.141, 0.113, 0.251, 0.494) and, as anticipated, the CR was 0 (perfect consistency); so the decisions were reasonably consistent. The results showed that MELD was preferable to MCP, while HPMJ3DP was preferable to MELD, with VELO3D being the least preferred technology with regard to manufacturing cost.
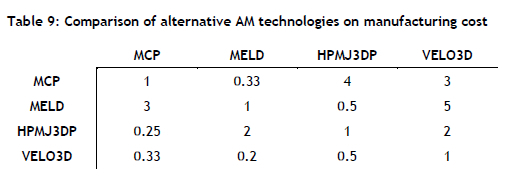
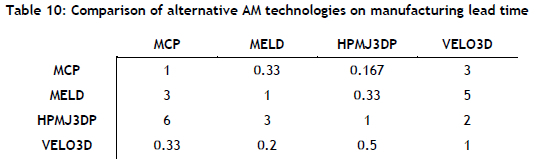
Table 10 presents a comparison of alternative AM technologies with manufacturing lead time as the criterion. The eigenvector for this matrix was (0.127, 0.298, 0.489, 0.085), and the CR was 0.059; so the decisions were reasonably consistent. The results showed that MELD was preferable to MCP and VELO3D. HPMJ3DP was found to be the most preferred technology with regard to manufacturing lead time; the metal jet printer is up to 50 times more productive than comparable conventional binder and laser sintering machines.
4.6. Option performance matrix and determination of overall priority vector
The final stage was to construct an option performance matrix (OPM) of the criterion weights or eigenvectors for MCP, MELD, HPMJ3DP, and VELO3D.
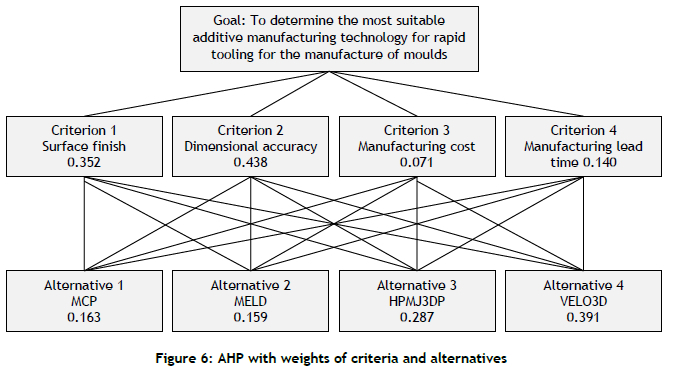
The OPM in Table 11 summarises the respective capabilities of the four alternative AM technologies in respect of what the IMC requires for the manufacture of moulds for injection moulding. These results were only part of the story; the final step was to take into account the IMC's decisions about the relative importance of surface finish, dimensional accuracy, manufacturing cost, and manufacturing lead time. Finally, it was crucial to weight the value of making a decision by the respective abilities of MCP, MELD, HPMJ3DP, and VELO3D to achieve the desired criteria by multiplying the RVV by the OPM. Technically, multiplying the OPM in Table 5.11 by the RVV (0.352, 0.438, 0.071, 0.140) would obtain the vector for the respective abilities of these alternative AM technologies to manufacture moulds for injection moulding. It came to (0.163, 0.159, 0.287, 0.391) for MCP, MELD, HPMJ3DP, and VELO3D respectively.
Figure 6 depicts the comprehensive AHP with all the weighted scores of the criteria and the associated alternatives. The final results indicated that the VELO3D was better than other additive manufacturing technologies for rapid tooling for the manufacture of moulds.
The final overall preferences that were obtained were strongly dictated by the higher rankings for surface finish and dimensional accuracy than those for manufacturing lead time and manufacturing cost.
5. CONCLUSION
AHP was deployed as the method to compare and select the best 3D printing technology. Four AM options were assessed, and the final results indicated that the VELO3D was better than other additive manufacturing technologies for rapid tooling for the manufacture of moulds. The IMC could also consider an alternative to in-house production, which would be external procurement. If capital investment were to be a challenge, external procurement would be the simplest method for the IMC to gain access to AM technologies. No specific knowledge about the operation of the machines is required, and no major investments would be needed in advance. It is worth noting that a decision to use external procurement would result in reduced risks and price fluctuations in production for the IMC, as the efficient use of additive manufacturing equipment is the supplier's responsibility. Further research could include establishing the viability of AM technologies from a life-cycle analysis perspective. It is also vital to understand the environmental aspects and the influence of the fourth and fifth industrial revolutions on the viability of these AM technologies.
REFERENCES
[1] C. Whlean & C. Sheahan, "Using additive manufacturing to produce injection moulds suitable for short series production," Procedia Manufacturing, vol. 38, pp. 60-68, 2019. [ Links ]
[2] A. M. Pereira, M. R. Silva, M. A. Domingues, & J. C. Sá, "Lean six sigma approach to improve the production process in the mould industry: A case study," Quality Innovation Prosperity, vol. 23, no. 3, pp. 103-121, 2019. [ Links ]
[3] B. T. Irons, "Current and future applications of 3D printing using custom-made materials," Honors thesis, University of South Dakota, 2020. [ Links ]
[4] J. Butt, "Exploring the interrelationship between additive manufacturing and Industry 4.0," Designs, vol. 4, no. 2, 13, 2020. [ Links ]
[5] K. S. Prakash, T. Nancharaih, & V. S. Rao, "Additive manufacturing techniques in manufacturing: An overview," Materials Today: Proceedings, vol. 5, no. 2, pp. 3873-3882, 2018. [ Links ]
[6] M. A. Sellitto & V. G. Mancio, "Implementation of a flexible manufacturing system in a production cell of the automotive industry: Decision and choice," Production, vol. 29, pp 1-13, 2019. [ Links ]
[7] R. W. Saaty, "The analytic hierarchy process - what it is and how it is used," Mathematical Modelling, vol. 9, no. 3-5, pp. 161-176, 1987. [ Links ]
[8] E. Albayrak & Y. C. Erensal, "Using analytic hierarchy process (AHP) to improve human performance: An application of multiple criteria decision making problem," Journal of Intelligent Manufacturing, vol. 15, no. 4, pp. 491-503, 2004. [ Links ]
[9] R. V. Vargas, "Using the analytic hierarchy process (AHP) to select and prioritize projects in a portfolio," in PMI Global Congress, vol. 32, no. 3, 2010, pp. 1-22. [ Links ]
[10] K. D. Nyembwe, "Tool manufacturing by metal casting in sand moulds produced by additive manufacturing processes," Doctoral dissertation, Central University of Technology, Free State, 2012. [ Links ]
[11] P. Khamhong, C. Yingviwatanapong, & K. Ransikarbum, "Fuzzy analytic hierarchy process (AHP)-based criteria analysis for 3D printer selection in additive manufacturing," in 2019 Research, Invention, and Innovation Congress (RI2C), IEEE, 2019, pp. 1-5. [ Links ]
[12] R. Martí & G. Reinelt, "Heuristic methods," in Exact and heuristic methods in combinatorial optimization, Applied Mathematical Sciences, vol 175, pp. 27-57, Springer, Berlin, Heidelberg, 2022. [ Links ]
[13] N. Hopkinson & P. Dicknes, "Analysis of rapid manufacturing - using layer manufacturing processes for production," in Proceedings of the Institution of Mechanical Engineers, Part C: Journal of Mechanical Engineering Science, vol. 217, no. 1, 2003, pp. 31-39. [ Links ]
[14] A. Busachi, J. Erkoyuncu, P. Colegrove, F. Martina, C. Watts, & R. Drake, "A review of additive manufacturing technology and cost estimation techniques for the defence sector," CIRP Journal of Manufacturing Science and Technology, vol. 19, pp. 117-128, 2017. [ Links ]
[15] E. Atzeni, L. Iuliano, P. Minetola, & A. Salmi, "Redesign and cost estimation of rapid manufactured plastic parts," Rapid Prototyping Journal, Vol. 16 No. 5, pp. 308-317, 2010. [ Links ]
[16] W. E. Frazier, "Metal additive manufacturing: A review," Journal of Materials Engineering and Performance, vol. 23, no. 6, pp. 1917-1928, 2014. [ Links ]
[17] M. Baumers, C. Tuck, R. Wildman, I. Ashcroft, E. Rosamond, & R. Hague, "Transparency built-in: Energy consumption and cost estimation for additive manufacturing," Journal of Industrial Ecology, vol. 17, no. 3, pp. 418-431, 2013. [ Links ]
[18] J. Rezaei, "Piecewise linear value functions for multi-criteria decision-making," Expert Systems with Applications, vol. 98, pp. 43-56, 2018. [ Links ]
[19] Autonomous Manufacturing, "Ten exciting 3D printing technologies that have emerged in the last 12 months," 2019. [Online]. https://amfg.ai/2019/06/11/10-exciting-3d-printing-technologies-that-have-emerged-in-the-last-12-months/ [accessed 26 May 2021]. [ Links ]
[20] Aniwaa, "Velo3D Sapphire XC," 2020. [Online]. https://www.aniwaa.com/product/3d-printers/velo3d-sapphire-xc/#:~:text=The%20Velo3D%20Sapphire%20XC%20price%20is%20approximately%20%24250%2C000. [accessed 23 May 2021]. [ Links ]
*Corresponding author: uttam@mweb.co.za


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}