










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkSouth African Journal of Industrial Engineering
On-line version ISSN 2224-7890
Print version ISSN 1012-277X
S. Afr. J. Ind. Eng. vol.33 n.3 Pretoria Nov. 2022
http://dx.doi.org/10.7166/33-3-2786
SPECIAL EDITION
Investigating the link between compressed air wastage and ventilation shortfalls in deep-level mines
U. van Gruting*; C.S.L. Schutte; W.A. Pelser; J.H. van Laar
Department of Industrial Engineering, Stellenbosch University, South Africa
ABSTRACT
As part of mining development, mines are constantly increasing in size and depth, resulting in a dynamic environment. There is often a recurring shortfall in ventilation adequacy in these mines, as mine planning and design are primarily driven by production considerations. As a result, compressed air is often misappropriated for underground 'self-ventilation'. Instrumentation, simulations, and physical examinations are three commonly used methods for ventilation assessment, each with its own shortcomings and limitations. There is a need for an alternative method to identify ventilation shortfalls in underground mines. This study investigates the hypothesis that a link exists between compressed air wastage and ventilation shortfalls. Both the compressed air and the ventilation network were benchmarked, which showcased a direct link, thus proving the hypothesis true. Using this premise, a methodology could be further developed to investigate compressed air wastage as a metric for identifying ventilation shortfalls.
OPSOMMING
As deel van mynbou-ontwikkeling neem myne voortdurend in grootte en diepte toe, wat 'n dinamiese omgewing tot gevolg het. Daar is dikwels 'n herhalende tekort in ventilasietoereikendheid in hierdie myne, aangesien mynbeplanning en -ontwerp hoofsaaklik deur produksie-oorwegings gedryf word. Gevolglik word hoe-druklug dikwels wanaangewend vir ondergrondse "selfventilasie". Instrumentasie, simulasies en fisiese ondersoeke is drie algemeen gebruikte metodes vir ventilasie-assessering, elk met sy eie tekortkominge en beperkings. Daar is 'n behoefte aan 'n alternatiewe metode om ventilasietekorte in ondergrondse myne te identifiseer. Hierdie studie ondersoek die hipotese dat 'n verhouding bestaan tussen hoe-druklug lugvermorsing en ventilasietekorte. Beide die hoe-druklug en die ventilasienetwerk is vergelyk teen 'n maatstaaf, wat 'n direkte verhouding getoon het - wat dus die hipotese bevestig. Deur hierdie uitgangspunt te gebruik, kan 'n metodologie verder ontwikkel word om hoe-druklug lugvermorsing te ondersoek as 'n maatstaf vir die identifisering van ventilasietekorte.
1. INTRODUCTION
Mines are constantly increasing in size and depth, which creates a dynamic environment that faces many challenges. The deepening of a mine is accompanied by an exponential increase in operating costs [1]. In addition, increasing electricity tariffs are placing further strain on the South African deep-level mining industry, resulting in a need to reduce energy consumption to contain electricity costs [2][3]. Deep underground mines are highly energy-intensive [4][5], and electricity is a very large expenditure item of a typical platinum mine, second only to mining operational costs [6]. Figure 1 showcases the typical electricity cost distribution of a deep-level platinum mine.
Energy savings and optimisation are essential to maintain the profitability of mines [8]. Figure 1 indicates that compressed air contributes the largest portion of the electricity cost of a typical deep-level platinum mine. Previous studies have shown that compressed air is often misappropriated for underground 'self-ventilation' [9][10][11] - that is, the unregulated act of opening compressed air pipelines to supply additional ventilation to workers [2]. Leaks and such open-ended pipes are mainly attributed to local ventilation shortfalls, and are the largest contributors to compressed air wastage [2]. This unregulated consumption also leads to unwanted and fluctuating compressed air demands. Thus, a further investigation into ventilation system shortfalls is needed.
There is often a recurring shortfall in ventilation adequacy in mines, as mine planning and design are primarily driven by production considerations rather than by ventilation requirements [12]. Ventilation typically affects production in two ways:
Sufficient ventilation ensures safe and habitable working conditions in line with the occupational safety and health mining regulations set by the Mine Health and Safety Council of South Africa [13]. If the health and safety standards are not adhered to, the mine could be forced to close a specific section, which would negatively impact production.
The thermal comfort of mine personnel greatly influences the production output of the mine [14]. This is because precision, speed, and workforce are negatively affected, while errors become more frequent in these thermally uncomfortable conditions [15]. Thus, the quality of a ventilation network directly impacts production output.
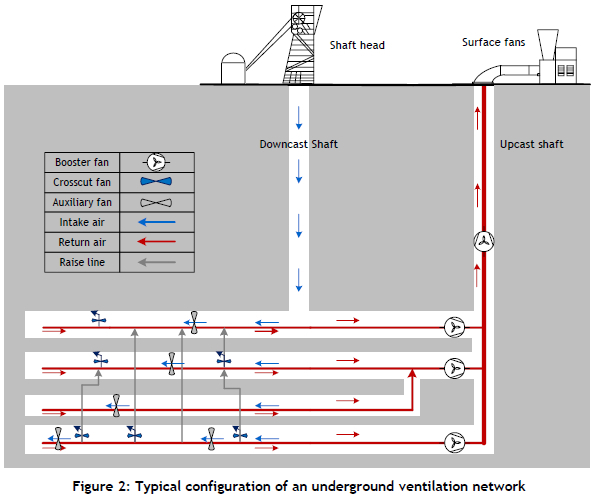
Ventilation networks are vast and complex, and are composed of numerous components that operate in unison to form a single ventilation network. These components include auxiliary fans, booster fans, extraction fans, ventilation branches, air coolers, and regulators [16]. Air coolers and regulators are used to regulate the air temperature, while the air is distributed throughout the ventilation network by fans.
Suction pressure is created on the surface by large extraction fans. This pressure differential causes a flow down the downcast shaft, then through the mine ventilation network, allowing for the ventilation of various areas, and then back up the upcast shaft, as illustrated in Figure 2. Auxiliary fans are usually installed in areas where additional ventilation is required [17].
Figure 2 is a simplified representation of the complicated configuration of an underground ventilation network. Compressed air networks are also often complex because of the size of the network [18], the multiple components, and a large number of end users. If either of these networks is not managed properly, it can cause significant problems, such as unsafe working conditions, production halts, and increased fatalities [18][19].
As a mine expands, the airflow demand increases, creating a significant increase in ventilation requirements for the mine [14]. Various fan types are used for these expanding deep-level mines, as seen in Figure 2. Such fans are used to compensate for the increased airflow demand by overcoming the growing airflow resistance. This can cause the size and complexity of a ventilation system to increase rapidly, which in turn increases the difficulty of managing the ventilation network [12] and of identifying possible shortfalls.
It is essential that the ventilation network operate at optimal efficiency with minimal shortfalls. Previous studies have shown that, to minimise shortfalls, ventilation networks must be monitored and assessed continuously [20][17]. Existing methods to actively manage and assess ventilation networks for possible ventilation shortfalls include:
■ Simulation: Simulation has become a critical part of the planning and development of ventilation networks [12]. It has proven to be a useful optimisation tool to manage a dynamic underground environment effectively. However, these simulation models are highly dependent on the accuracy, reliability, and continuity of the multivariable data sets as inputs. Collecting the data required for the simulation models is challenging because of the dynamic nature and harsh conditions of deep-level mines. The use of simulation packages is also often time-consuming, and requires skilled workers [2].
■ Equipment and instrumentation: Instrumentation forms a critical part of ventilation management and identifying shortfalls, as well as ensuring that health and safety standards are adhered to. Health and safety criteria, such as gas emissions, air pressure, airflow, and temperature, are actively monitored by equipment and instrumentation. These are all critical elements by which the efficacy of a ventilation network is evaluated. However, the instrumentation is often limited and expensive, and the installation time and resource costs are demanding, often constraining the full potential of the ventilation network efficacy.
■ Physical examinations, inspections, and surveys: These typically depend on the primary aim, but usually entail the collection of data on the air mass flow rate, pressure, and air thermal quality throughout the ventilation system [19]. Information about the infrastructure of the ventilation network is also required [21]. The information that is collected varies, depending on its purpose, and it might also include the location, status, and performance of fans, doors, regulators, underground coolers, and ducting infrastructure.
The above methods to manage and assess ventilation networks are often used after identifying ventilation systems with scope for the optimisation of shortfalls such as mine fan assemblies, installation locations, and ducting infrastructure, which all form part of the mine ventilation network. However, prior to addressing these shortfalls, a method is required to identify these shortfalls.
Figure 3 showcases the current process to identify ventilation shortfalls, and highlights the lengthy and resource-intensive process that needs to be followed. Thus, there is a need for a simpler approach to identify ventilation shortfalls.
No literature could be found that explicitly evaluates a possible link between compressed air wastage and ventilation shortfalls. Thus, this study investigates the hypothesis that compressed air wastage could be used to identify ventilation shortfalls quickly and effectively by proving the link between compressed air wastage and ventilation shortfalls. To prove that such a link exists, it is necessary to investigate both compressed air and ventilation. Figure 4 below illustrates the proposed testing method - Hypothesis testing [22] - that will be followed to prove the possible link between compressed air wastage and ventilation shortfalls.
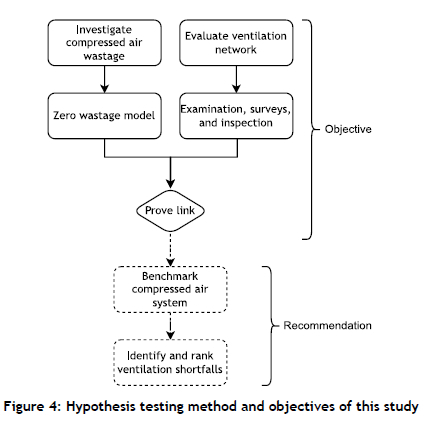
Compressed air wastage must be investigated first, after which the ventilation network must be evaluated in the areas where compressed air wastage has been identified. It is important to understand that compressed air wastage originates from multiple sources, but that the term 'wastage' forms a single variable that can be quantified. If a link exists between compressed air wastage and ventilation shortfalls, it could be used in future studies to be evaluated as a single parameter to identify possible shortfalls in ventilation.
The objectives of this study are listed below:
■ Objective 1 is to investigate the compressed air network. This will be done by evaluating the compressed air usage while focusing specifically on compressed air wastage.
■ Objective 2 is to evaluate the ventilation network. Once excessive compressed air wastage areas have been identified, the corresponding ventilation network will be evaluated using a current assessment method: examination, surveys, and physical inspection.
■ Objective 3 is to prove that there is a causal relationship between compressed air wastage and ventilation shortfalls underground.
For the purpose of this study, 'ventilation shortfall' is defined as a deficit of sufficient ventilation to maintain habitable working conditions in a deep-level mine.
2. DEVELOPMENT OF SOLUTION
As mines expand for further development, the ventilation demand increases. To meet the demand, ventilation networks expand rapidly, causing them to become large and complex systems. The complexity of these systems often results in shortfalls in their adequacy, which in turn results in the increased energy consumption of other systems (such as compressed air). Thus, compressed air and ventilation networks are discussed in more detail below.
2.1. Compressed air
This paper defines 'compressed air wastage' as the action of using compressed air 'carelessly' and without authorisation. It is therefore important to distinguish between compressed air consumption and compressed air wastage. For this study, the most significant end users of an underground compressed air network will be categorised into two classes to distinguish between consumption and wastage. In Table 1, class 1 depicts the authorised end users of compressed air, while class 2 depicts the end users who are responsible for compressed air wastage (i.e., prohibited compressed air users).
2.2. Zero-wastage model
After the end users of the compressed air network have been identified, a zero-wastage model needs to be developed to quantify the difference between actual consumption measured and the theoretical zero wastage consumption. The zero-wastage model is a mathematical model that is used to compute the compressed air consumption of class 1 end users, as specified in Table 1. For the development of the zero-wastage model, three key aspects need to be considered to determine accurately the compressed consumption, as discussed below.
2.2.1. Operational area
The first aspect to consider is the different areas where compressed air end users will be present. This zero-wastage model will include eight compressed air demand areas that are typically found in a deep-level mine. These areas are:
1. Stoping: A stepped excavation that forms as successive layers of ore are extracted from underground.
2. Ledging: Ledging is the process by which a portion of the reef is removed to provide a starting place for the stoping crew to begin the mining operation.
3. On-reef development: Development prior to stoping, to ensure that all necessary infrastructure and services are in place.
4. Cleaning: Area where the ore is removed from underground.
5. Flat development: Development into flat-bedded deposits on a reef.
6. Redevelopment: Redeveloping previously discontinued stopes to extract additional ore.
7. Refuge bay: Emergency area in the mine, equipped with basic emergency equipment.
8. Auxiliary: Area with additional end users, such as pumps, that are not used all the time.
Each area includes some or all of the class 1 end users defined in Table 1.
2.2.2. Equipment operational time and flow
The second aspect is the operational time and consumption of the class 1 end users. The operational time is used to compute the total consumption of the equipment. The consumption of each piece of equipment is gathered from its corresponding design specifications. This design specification includes the consumption of the equipment at a specific reference pressure. Because this consumption is measured in cubic meters per hour [Nm3/h], 'operational time' refers to the total time that the end user uses compressed air during an hour period, reflected as a percentage value. The reference consumption needs to be normalised to the actual pressure at the time of use by using Equation (1).

Here:
FN Normalised flow [Nm3/h]
Fref Reference flow of equipment [Nm3/h]
Pactual Actual pressure [kPa]
Pref Reference pressure [kPa]
2.2.3. Operational end-users
The third aspect to consider is the number of end users (i.e., the total amount of equipment used within a 24-hour period). The number of end users differs throughout the day, as there are different shifts in a mine. These shifts are usually specific to each mine, but for this study, seven commonly found shifts in a mine will be considered for the zero-wastage model. Each shift uses different equipment, and the operational time differs for each piece of equipment in the different shifts. Table 2 shows the different shifts that are considered, as well as their respective start and end times.
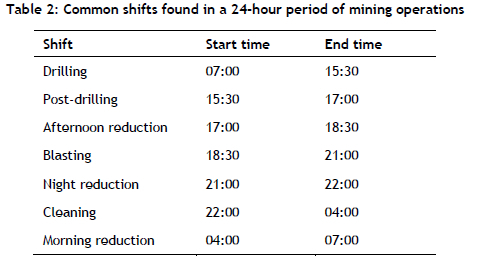
The number and type of end users in each shift is determined by the operational information supplied by the mine. Thus, the continuous evaluation and adjustment of the number of end-users per shift are crucial for the accuracy of the zero-wastage model.
2.2.4. Zero-wastage flow
The total zero-wastage flow per shift can be mathematically computed by summating the end users in each of the eight areas mentioned above, using Equation (2). The operational time is taken as the average utilisation rate of the specific equipment within an hour. This information can either be obtained from the mine or collected through physical observation of a typical 24-hour operation period. A wastage factor is included in Equation (2) to account for inefficiencies, equipment design specification discrepancies, substandard equipment, and assumptions regarding operational time.

Here:
Fz Zero-wastage flow of shift [Nm3/h]
WF Wastage factor [%]
n Number of areas
FN Normalised flow of specific equipment [Nm3/h]
Top Operational time [hour]
N Number of same items of equipment used
The zero-wastage flow profile is calculated and plotted on a graph for a 24-hour period using Equation (2). Figure 5 is a graphical representation of the different shifts in a 24-hour period, as well as examples of a plotted zero-wastage and an actual flow consumption profile.
2.3. Ventilation network
The second requirement to prove that a link exists is to evaluate the ventilation network using an existing assessment method: examination, surveys, and physical inspection. This assessment method is best described by the term 'auditing'. Auditing is an effective method to evaluate the compliance of a ventilation network compared with pre-defined objectives. The objective of the ventilation audit will be to identify ventilation shortfalls.
The ventilation shortfall will be primarily based on the dry- and wet-bulb temperatures, as these temperatures have a direct impact on the thermal comfort of mine personnel and on their health and safety. 'Dry-bulb temperature' refers to the true ambient temperature, which is usually measured by a regular thermometer [23], while 'wet-bulb' is the temperature of the adiabatic saturation, and is the lowest temperature at which water evaporates [24]. The literature indicated that a wet-bulb temperature exceeding 27.1 °C in South African deep-level mines is deemed hot and uncomfortable, and requires that safety measures be implemented to protect underground mining personnel [25][26]. This study will consider a wet-bulb temperature exceeding 27.1 °C as a ventilation shortfall.
In order to evaluate the ventilation network, the objective of the auditing process will be to measure the dry- and wet-bulb temperatures throughout the eight identified areas. This will be done during the drilling shift, as the greatest number of compressed air end users are present during this period. This is also the period during which the ventilation and compressed air networks are under the most strain. After the audit, the temperature data will be cross-referenced with the excessive compressed air wastage areas. This will enable a comparison between high and low compressed air wastage areas and their corresponding temperatures in order to evaluate the link between compressed air wastage and ventilation shortfalls and the viability of using compressed air wastage as a metric to identify areas with ventilation shortfalls.
3. IMPLEMENTATION AND RESULTS
The above method was applied to a case study on a deep-level mine to prove that a link exists between compressed air wastage and ventilation shortfalls. The results acquired through the implementation of the proposed methodology will be analysed to verify and validate the methodology and to determine the validity of the hypothesis.
The validation process will consist of the following three aspects:
A. Compressed air investigation
A.1. Assess compressed air consumption using the zero-wastage model to identify high compressed air wastage sections in the mine.
A.2. Compressed air crosscut audits in the identified section with the objective of identifying crosscut(s) with high compressed air consumption.
B. Ventilation evaluation
B.1. Ventilation audit of the identified section with the objective of evaluating the ventilation network in the haulage and in identified crosscut(s).
C. Comparison assessment
The proposed method was implemented on a compressed air and ventilation network of a deep-level platinum mine. For confidentiality purposes, the mine is referred to as 'mine A' throughout the rest of this case study.
3.1. Compressed air investigation
3.1.1. Zero-wastage model
For this case study, the zero-wastage model was used to identify a specific level in mine A with high compressed air wastage. Weekends often had reduced operations in mine A, and therefore only weekdays were considered, as this was when mining operations were most active and consistent. To monitor the consumption, this study monitored the total daily consumption for five consecutive weekdays. A conservative 25% wastage factor was considered for the zero-wastage consumption, calculated using Equation (2) from section 2.2.4. Figure 6 shows the total daily consumption of all the levels in the case study mine.
From Figure 6 it is evident that there was a big discrepancy between the zero-wastage and actual compressed air consumption at all of the levels at mine A. A more in-depth analysis followed to monitor a 24-hour period of consumption. Figure 7 shows the results over the shifts on level 24 of mine A, which was identified as a problematic level by evaluating Figure 6.
The data was further summarised into drilling and non-drilling shifts to compute the total wastage in these two shifts. The compressed air wastage during the drilling shift was compared with the equivalent number of rockdrills, while a baseload percentage was determined for the duration of the non-drilling shifts. The baseload percentage represented the amount of compressed air wasted during the non-drilling shift. Table 3 shows the compressed air wastage during the drilling and non-drilling shifts.
It is evident from Table 3 that there was a significant discrepancy between the zero-wastage and the total actual consumption during the drilling shift, indicating the likely presence of class 2 compressed air users during this period to account for the 81% baseload. In addition, 87% of the compressed air usage was wasted during the non-drilling shift.
After the level with the highest compressed air consumption had been identified, the specific crosscuts that consumed an excessive amount of compressed air had to be further identified and ranked. The approach was to audit the level with the objective of evaluating compressed air usage per active crosscut in the level.
3.1.2. Compressed air audit
Crosscut consumption audits were performed to determine which crosscuts consumed the most compressed air. This was achieved by simply closing each crosscut sequentially during the cleaning shift while monitoring the change in total consumption for that level. This allowed the baseload consumption of each crosscut to be determined. Figure 8 to Figure 10 depict the crosscuts with the highest compressed air wastage obtained during the crosscut audits.
The audit indicated that the level had a few leaks and numerous open-ended pipes inside the crosscuts. In certain instances, the compressed air network was also intentionally damaged, and pipelines were punctured with holes to supply cooled air to the working area. Both the open-ended pipes and the punctured pipelines fall under class 2 end users, as listed in Table 1, and are considered compressed air wastage.
In summary, the zero-wastage model was used to evaluate the compressed air network and to investigate wastage in mine A. First, a five-day (weekday) rolling average was calculated for each level. This made it possible to identify the worst-performing level (i.e., the highest compressed air wastage).
After the worst performing level had been identified, it was monitored for a 24-hour period to determine which shift had the largest discrepancy between actual and zero-wastage consumption. Second, crosscut consumption audits were conducted to determine the worst-performing crosscuts. The final step was to evaluate the corresponding ventilation network through auditing.
3.2. Ventilation evaluation audit
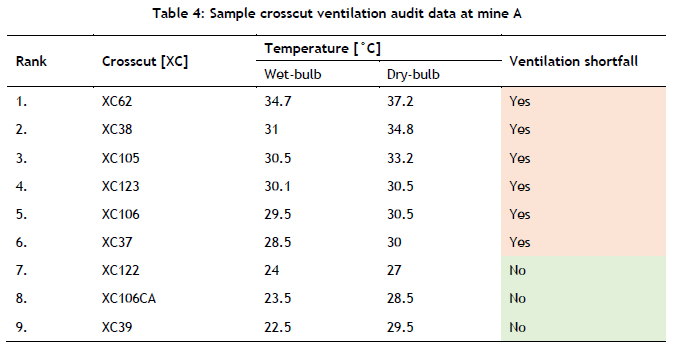
The wet-bulb and dry-bulb temperatures were measured during the drilling shift (6:30 to 15:00 for mine A) to assess the ventilation network and to identify any shortcomings. Temperatures were recorded across the whole level and in the crosscuts. Table 4 below lists each crosscut with its corresponding temperatures recorded inside the crosscuts (collected during the ventilation evaluation audits). In addition, each crosscut is ranked according to the recorded wet-bulb temperature. Table 4 is only a sample of the data set that was collected. A total of 78 crosscuts were evaluated to ensure that the sample was representative of a typical platinum mine.
3.3. Comparison
To prove that there was a link between compressed air wastage and ventilation shortfalls, the compressed air wastage of each crosscut was compared with its corresponding wet-bulb temperature. During the ventilation audit, it was found that an increased occurrence of prohibited compressed air use (class 2 end users) was associated with higher wet-bulb temperatures. This led to a significant increase in consumption (i.e., wastage).
Figure 11 below is a summarised comparison (of the 78 crosscuts evaluated) between the wet-bulb temperatures and the corresponding compressed air wastage percentage collected from multiple mines (including, but not limited to, Mine A). It is divided into four quadrants, based on two categories: a wastage percentage and the ventilation shortfall line (27.1 °C). Each quadrant shows the percentage of the total crosscuts found in that quadrant's specifications. This study will consider a wastage percentage above 25% as excessive wastage.
Figure 11 indicates that 73% of the crosscuts that had a temperature above the ventilation shortfall line (the thermally uncomfortable temperature of 27.1 °C) also had excessive wastage. Only 10% of the crosscuts that were under the ventilation shortfall line had excessive wastage. The majority of these crosscuts were also very close to the thermally uncomfortable temperature. Overall, the majority of crosscuts that had an excessive compressed air wastage also exceeded the thermally uncomfortable limit, which is indicative of a ventilation shortfall (as noted in Table 4 and seen in Figure 11).
This confirms that, based on the crosscuts considered at the specific mines, there is likely to be a link between compressed air wastage and ventilation shortfalls. It is expected that, if more results had been obtained, most of the cases would have lain in the second and fourth quadrants, which was the case for 89% of the samples tested.
4. RECOMMENDATIONS
The hypothesis was tested using a case study of a platinum mine. It is recommended that this hypothesis be tested on other mines to strengthen the argument of the link between compressed air and ventilation shortfalls. This includes different types of mine (gold, PGM, coal, etc.). The biggest limitation of this approach is its dependency on equipment to measure the actual flow and pressure. It is thus recommended that additional equipment, such as flowmeters, be installed to reduce the total size of the areas to be considered. This would enable better monitoring of the actual flow, as well as fewer errors and assumptions in the mathematically calculated zero-wastage flow.
The limitations of this study also include the assumption(s) of the operational time of the different equipment. Identifying and quantifying the actual end users of compressed air can be time-consuming. An improved and more accurate model could be developed to reduce the quantification time and the assumptions about the operational time. Another limitation is the resources expended to measure the temperatures throughout the mine. It is recommended that the advantages of an improved (less time-consuming) method be explored to collect the temperature data accurately.
It is recommended that the link between compressed air wastage and ventilation shortfalls be further used to improve ventilation and to reduce compressed air wastage. A less resource-intensive methodology could be developed to use the link and to identify ventilation shortfalls quickly. This methodology would have to benchmark the compressed air system to identify and rank ventilation shortfalls reliably. It would also have to aim to minimise investigation periods while moving away from multivariable data inputs - i.e., the current common ventilation assessment methods.
5. CONCLUSION
The background of this study highlighted that production is the primary objective of mine planning and design, causing mines to expand rapidly and constantly. This often causes ventilation to be neglected, which results in compressed air being misappropriated for underground self-ventilation.
The literature highlighted that ventilation networks are vast and complex, making it increasingly difficult to identify shortfalls. Instrumentation, simulations, and physical examinations are the three commonly used methods for ventilation assessment to identify possible shortfalls. However, these methods are time-consuming and resource-intensive. Thus, a need was identified for an alternative and simplified methodology to identify ventilation shortfalls.
The novelty of this study is that it investigated compressed air wastage as a metric to identify ventilation shortfalls. To use compressed air wastage as a metric, it first needed to be proven that a link existed between compressed air wastage and ventilation shortfalls. As a result, the primary objective of this study was to prove the hypothesis to be true.
The hypothesis was supported through a case study on a platinum mine. Objective 1 was achieved through a zero-wastage compressed air model that highlighted a substantial discrepancy between actual and zero-wastage consumption. In addition, compressed air crosscut audits were performed on the problematic levels to identify crosscut(s) with a high compressed air consumption and to rank them. Objective 2 was achieved by evaluating the corresponding ventilation network to determine whether there were any shortfalls.
Objective 3 was achieved by analysing the results, which revealed that a relationship existed between compressed air wastage and ventilation shortfalls. A greater occurrence of open-ended pipes and prohibited compressed air usage was associated with high wet-bulb temperatures (which is regarded as a ventilation shortfall). It was therefore concluded that a link does exist between compressed air wastage and ventilation shortfalls, proving the hypothesis to be true.
REFERENCES
[1] P. N. Neingo & T. Tholana, "Trends in productivity in the South African gold mining industry," Journal of the Southern African Institute of Mining and Metallurgy, vol. 116, no. 3, pp. 283-290, Mar. 2016, doi: 10.17159/2411-9717/2016/V116N3A10. [ Links ]
[2] J. Vermeulen, "Simplified high-level investigation methodology for energy saving initiatives on deep-level mine compressed air systems," PhD thesis, North-West University, Potchefstroom, South Africa, 2019. [ Links ]
[3] J. A. Crawford, "Automated dynamic control philosophy for sustainable energy savings on mine cooling systems," M.Eng dissertation, North-West University, Potchefstroom, South Africa, 2019. [ Links ]
[4] Y. Gou, X. Shi, J. Zhou, X. Qiu, & X. Chen, "Characterization and effects of the shock losses in a parallel fan station in the underground mine," Energies, vol. 10, no. 6, 2017, doi: 10.3390/EN10060785. [ Links ]
[5] M. Hermanus, "Mining redesigned - Innovation and technology needs for the future - A South African perspective," Journal of the Southern African Institute of Mining and Metallurgy, vol. 117, no. 8, pp. 811-818, 2017, doi: 10.17159/2411-9717/2017/V117N8A12. [ Links ]
[6] W. G. Shaw, M. Mathews, & J. Marais, "Holistic analysis of the effect on electricity cost in South Africa's platinum mines when varying shift schedules according to time-of-use tariffs," Journal of Energy in Southern Africa, vol. 30, no. 4, pp. 26-40, 2019, doi: 10.17159/2413-3051/2019/V30I4A5675. [ Links ]
[7] C. Cilliers & M. Kleingeld, "Benchmarking electricity use on deep-level mines," PhD thesis, North-West University, Potchefstroom, South Africa, Potchefstroom, 2015. [ Links ]
[8] M. Harmse, "Optimising mining refrigeration systems through artificial intelligence," M.Eng dissertation, North-West University, Potchefstroom, South Africa, 2021. [ Links ]
[9] C. F. Scheepers, "Implementing energy efficiency measures on the compressed air network of old South African mines," M.Eng dissertation, North-West University, Potchefstroom, South Africa, 2011. [ Links ]
[10] Lawrence Berkeley National Laboratory, and DC Resource Dynamics Corporation, Improving compressed air system performance: A sourcebook for industry, 3rd ed. Vienna, Virginia: U.S. Department of Energy Efficiency and Renewable Energy, 2003. [ Links ]
[11] J. Bredenkamp, "Reconfiguring mining compressed air networks for cost savings," M.Eng dissertation, North-West University, Potchefstroom, South Africa, Potchefstroom, 2014. [ Links ]
[12] K. Wallace, B. Prosser, & J. D. Stinnette, "The practice of mine ventilation engineering," International Journal of Mining Science and Technology, vol. 25, no. 2, pp. 165-169, 2015, doi: 10.1016/j.ijmst.2015.02.001. [ Links ]
[13] Government of South Africa, "Mine Health and Safety Act 29 of 1996," https://www.gov.za/documents/mine-health-and-safety-act (accessed Feb. 21, 2022). [ Links ]
[14] J. M. Wempen, F. Calizaya, R. D. Peterson, & M. G. Nelson, "Evaluating the use of booster fans in two underground coal mines," Mining Engineering, vol. 63, pp. 115-119, 2011. [ Links ]
[15] A. M. Bueno, A. A. de Paula Xavier, & E. E. Broday, "Evaluating the connection between thermal comfort and productivity in buildings: A systematic literature review," Buildings, vol. 11, no. 6, p. 244, 2021, doi: 10.3390/BUILDINGS11060244. [ Links ]
[16] D. J. Brake & C. A. Nixon, "Design and operational aspects in the use of booster, circuit and auxiliary fan systems," in Proceedings of the 11th U.S./North American Mine Ventilation Symposium, 2006, pp. 543-553, 2006, doi: 10.1201/9781439833391.ch76. [ Links ]
[17] D. J. de Villiers, M. J. Mathews, P. Maré, M. Kleingeld, & D. Arndt, "Evaluating the impact of auxiliary fan practices on localised subsurface ventilation," International Journal of Mining Science and Technology, vol. 29, no. 6, pp. 933-941, 2019, doi: 10.1016/j.ijmst.2019.02.008. [ Links ]
[18] P. Mare, J. I. G. Bredenkamp, & J. H. Marais, "Evaluating compressed air operational improvements on a deep-level mine through simulations," in Proceedings of the Conference on the Industrial and Commercial Use of Energy, ICUE, pp. 5-19, Aug. 2017, doi: 10.23919/ICUE.2017.8068011. [ Links ]
[19] D. J. de Villiers, "Evaluating subsurface ventilation practices," M.Eng dissertation, North-West University, Potchefstroom, South Africa, 2018. [ Links ]
[20] K. Feledi, "Behavior in air leakage and recirculation under the influence of booster fans," M.Eng dissertation, Missouri University of Science and Technology, Rolla, Missouri, 2014. [ Links ]
[21] B. S. Prosser & K. G. Wallace, "Practical values of friction factors," in Proceedings of the 8th US Mine Ventilation Symposium, 1999, pp. 1 -6. [ Links ]
[22] R. Wilcox, Introduction to robust estimation and hypothesis testing, 5th ed., Los Angeles, CA: Academic Press, 2021. [ Links ]
[23] A. Singh & D. Singh, "Simple methods for determination of wet-bulb temperature and dew-point temperature," International Journal of Science and Research (IJSR), vol. 8, pp. 670-672, 2019, doi: 10.21275/ART20201127. [ Links ]
[24] B. Fox, G. Bellini, and L. Pellegrini, "Drying," in Fermentation and Biochemical Engineering Handbook: Principles, Process Design, and Equipment: 3rd ed, Todaro Celeste and V. H. C., Eds. Bridgeport, New Jersey: Elsevier Inc., 2014, pp. 283-305. [ Links ]
[25] P Schutte, "Heat stress management in hot mines," In A century of mining research: SME Annual Meeting & Exhibit, Phoenix, Arizona, USA, pp. 1 -5, 2009. [ Links ]
[26] R. Webber, R. Franz, & P. Schutte, "A review of local and international heat stress indices, standards and limits with reference to ultra-deep mining," The Journal of The South African Institute of Mining and Metallurgy, vol. 103, no. 5, pp. 313-323, 2008. [ Links ]
* Corresponding author: 25841300@sun.ac.za
ORCID® identifiers
U. van Gruting: 0000-0002-0275-2906
C.S.L. Schutte: 0000-0002-0119-720X
W.A. Pelser: 0000-0002-8433-7844
J.H. van Laar: 0000-0003-0457-328X


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}