










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkSouth African Journal of Industrial Engineering
On-line version ISSN 2224-7890
Print version ISSN 1012-277X
S. Afr. J. Ind. Eng. vol.33 n.3 Pretoria Nov. 2022
http://dx.doi.org/10.7166/33-3-2789
SPECIAL EDITION
Sustainability assessment of thermal and mechanical reclamation of foundry chromite sand
K.D. Nyembwe*; J.K. Kabasele
Department of Metallurgy, University of Johannesburg, South Africa
ABSTRACT
After usage, foundry chromite sand is recycled to reduce production costs and comply with environmental regulations. Thermal and mechanical reclamation are the most prominent methods of sand recycling. The sand reclamation techniques used in the foundry sector are typically not evaluated through the green alternative or environmental sustainability concept's lenses. When contrasting mechanical and thermal reclamation, operational costs are the main factor to be taken into account. Therefore, this study compares mechanical and thermal reclamation of chromite sand by replicating the industrial processes in simulated laboratory tests. The methodology is designed to quantify the production of fine particles during reclamation, which has an array of negative effects on the environment, human health, the economy, and society. The findings show that, in general, mechanical reclamation produced more fine particles than thermal reclamation. The disparity in terms of fine percentage between the two processes could occasionally be as high as 15%. Therefore, mechanical reclamation was a less effective procedure than thermal reclamation when considering environmental sustainability, especially the impact on human health, which goes against conventional wisdom in the foundry sector.
OPSOMMING
Na gebruik word gietery-chromietsand herwin om produksiekoste te verminder en om aan omgewingsregulasies te voldoen. Termiese en meganiese herwinning is die mees prominente metodes van sandherwinning. Die sandherwinningstegnieke wat in die gieterysektor gebruik word, word tipies nie deur die groen alternatiewe of omgewingsvolhoubaarheidskonsep se lense geévalueer nie. Wanneer meganiese en termiese herwinning gekontrasteer word, is bedryfskoste die hooffaktor wat in ag geneem moet word. Daarom vergelyk hierdie studie meganiese en termiese herwinning van chromietsand deur die industriéle prosesse in gesimuleerde laboratoriumtoetse te herhaal. Die metodologie is ontwerp om die produksie van fyn deeltjies tydens herwinning te kwantifiseer, wat 'n verskeidenheid negatiewe effekte op die omgewing, menslike gesondheid, die ekonomie en die samelewing het. Die bevindinge toon dat meganiese herwinning in die algemeen meer fyn deeltjies as termiese herwinning geproduseer het. Die verskil in terme van fyn persentasie tussen die twee prosesse kan soms so hoog as 15% wees. Daarom was meganiese herwinning 'n minder effektiewe prosedure as termiese herwinning wanneer omgewingsvolhoubaarheid oorweeg word, veral die impak op menslike gesondheid, wat in stryd is met die konvensionele wysheid in die gietery sektor.
1. INTRODUCTION
For a long time, foundries have been considered metal recyclers and as part of the green technology movement because they have developed several processes to recycle metals. However, it cannot be denied that a higher level of sustainability is required when it comes to the recycling of foundry sand. Foundries are known to generate large amounts of waste sand thst is dumped in isolated locations, landfills, and rivers. It is reported that about 25 000 tonnes of used foundry chromite sand and 350 000 tonnes of used foundry silica sand are dumped each year in South Africa alone [1] [2].
Given the danger that foundries' sand waste poses, strong South African environmental waste management regulations have been enforced locally to reduce the dumping of sand containing hazardous chemical substances and toxic heavy metals, such as chrome (Cr6+), that potentially leach into the soil and groundwater. Other regions of the world, such as the United States and the countries of the European Union, have similar regulations [2] [1] [3].
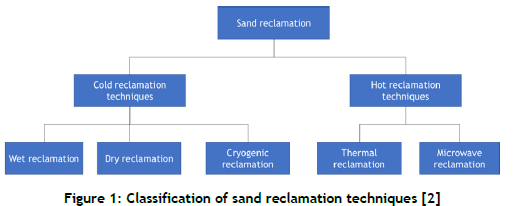
Sand reclamation is a method used in foundries to recycle sand and to reduce the amount of sand waste. Reclamation is used to return spent or used sand to a state that is almost identical to virgin foundry sand. The reclaimed sand is then reused to produce moulds and cores. Sand reclamation can be applied to all types of foundry sand, including silica, chromite, zircon, and olivine sands. Over the years new methods of sand reclamation that focus on the ease of reclamation and low energy consumption have been developed. However, the most prominent of these methods remain mechanical (or dry) and thermal reclamation. Figure 1 Figure 1: Classification of sand reclamation techniquesprovides a classification of sand reclamation techniques [2].
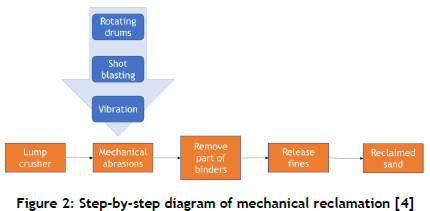
Mechanical reclamation, or dry reclamation, is a method of reclamation that involves the use of mechanical attrition to liberate the grains from the binding agent. A preliminary crushing is applied to the chemically bonded sand to liberate a portion of the sand from the binding agent. Other media, such as agate balls, can be used to improve the efficiency of the process. The abrasive force of the pneumatic system generates a large number of fine particles, thus reducing the yield of the reclaimed sand to as low as 75%. Fine grains produced during mechanical reclamation are then sorted using cyclone separators or a set of sieves. Virgin sand is added to the reclaimed sand to compensate for the loss of material in the form of dust and to reduce the amount of binder to between 10% and 20%. Figure 2 provides a step-by-step diagram of mechanical reclamation [3] [4].
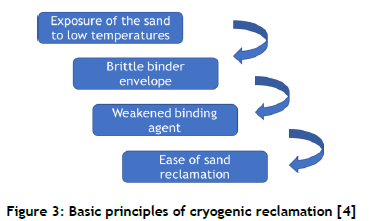
Mechanical-cryogenic reclamation is an innovative method based on the principle of using extremely low temperatures as an external factor that increases the impact of mechanical attrition [7]. At very low temperatures, the envelope of sand binder covering the sand grains becomes brittle, reducing the strength of the binding agent, thus making the reclamation process easier. Figure 3 illustrates the workings of this reclamation technique [4].
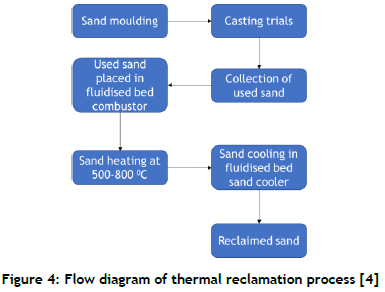
Thermal reclamation is mostly used for the reclamation of chemically bonded sand. As the name implies, raising the temperature is the external factor that facilitates the liberation of the sand grains from the binding agent. Foundry sand is placed in a fluidisation bed containing a mix of air and gas. The sand is then burned to eliminate the binding agent. Some modifications targeting the fluidisation agent can be introduced to improve efficiency. The use of oxygen or an oxygen mixture as a fluidisation agent is one such modification. Figure 4 presents the flow diagram of the typical sand thermal reclamation process [5].
Besides the issue of sand waste, foundries are notorious for their high energy consumption and gas emissions. The emission of greenhouse gases is a growing concern for the United Nations. According to the United Nations' Emissions Gap Report of 2021, the global temperature will rise to 2.7°C by the end of the century, leading to drastic changes in the earth's climate. Efforts are being put in place in industrial countries to prevent this undesirable outcome. This introduces the idea of sustainability, which has been adopted by many sectors in order to stop environmental damage. Sustainability is the key concept of the United Nations sustainable development goal on responsible production (Goal 12), which is against economic growth at the expense of environmental damage, and is about improving resource efficiency and encouraging people to live more sustainably. It follows that the UN is actively working on several objectives, also known as 'Goal 12 targets', to achieve responsible production across the globe. Most notably, targets 12.4 and 12.5, which focus on limiting the dumping or releasing of toxic substances and reducing the generation of waste materials, have particular relevance to the reclamation of foundry sand [6] [4] [7].
'Sustainability' is broadly defined as the capacity to prolong a process. The aim of sustainability is to avoid the depletion of natural or physical resources so that they can be used indefinitely. As a result, sustainable policies place a premium on the long-term positive impact of any particular policy or corporate practice on people, ecosystems, and the economy as a whole. The concept is frequently associated with the belief that, unless big changes are made to the way the world is managed, it will suffer irreversible damage. Economic, environmental, and social sustainability are considered the fundamental pillars of sustainability. These pillars are also informally referred to as profits, planet, and people [8].
Economic sustainability focuses on the conservation of raw materials, both renewable and exhaustible resources, that are necessary for economic production. The notion of environmental sustainability places a higher emphasis on the life support systems, such as the atmosphere and soil, that have to be maintained for human existence and to sustain human economic systems. Social sustainability, on the other hand, is concerned with the human consequences of economic systems, and involves efforts to alleviate poverty and hunger, as well as to combat inequality. Therefore, a process or industry is deemed sustainable when its operation promotes the conservation of natural resources, supports a healthy workforce and community, and generates sufficient revenue to maintain its long-term financial viability. Consequently, research on the sustainability of sand reclamation has been done, particularly using a technique known as the life cycle assessment model (LCA) [8] [9].
By definition, an LCA is a schema that compiles the evaluation of inputs and outputs and the potential environmental impacts of a production system throughout its lifecycle. The LCA is used to determined the entire effects of a process, service, or product on the environment. It is essentially a benchmarking tool used to compare two competing processes by considering the functional unit that is common to both processes [9].
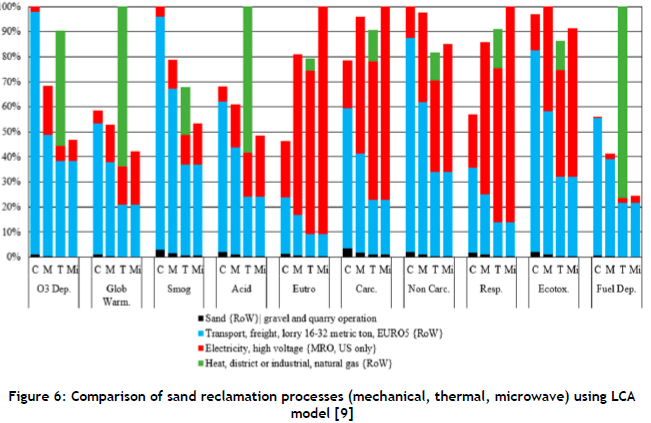
Using the LCA model shown in Figure 5, a team of researchers attempted to quantify the environmental effect of adding a secondary reclamation process to an existing reclamation process in a medium-sized ferrous foundry in the midwest of the United States. The data were collected over a period of two years from 2015 to 2016. Ozone depletion, climate change, acidification, eutrophication, smog formation, human health, and ecotoxicity were the environmental impact categories of interest, based on the tool for reduction and assessment of chemical and other environmental impacts (TRACI) approach employed in this research. It is important to highlight that the effects on human health are classified into three categories: respiratory, non-respiratory, and carcinogenic. Resource depletion is classified as a distinct category in addition to these primary ones [9].
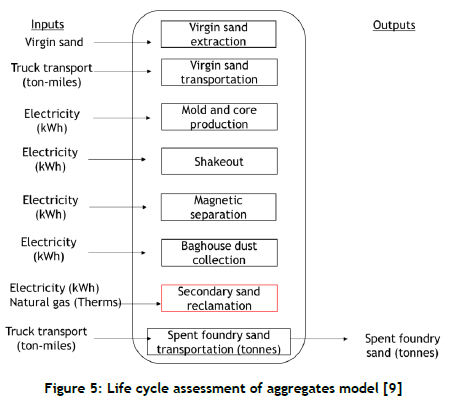
In addition to their current reclamation technique (C), the three methods of sand reclamation that were examined and contrasted using LCA were mechanical reclamation (M), thermal reclamation (T), and microwave reclamation (Mi). Each type is fully characterised in Figure 6. The comparison was made by using the highest TRACI impact value possible for each impact category as the category's 100% impact value. As shown in Figure 6, each sand reclamation process is composed of several subprocesses, including the addition of virgin sand, transportation, electricity inputs, and natural gas heat. Thermal reclamation relies heavily on sub-processes that use electrical power and produce a lot of heat, which has a significantly negative influence on the ozone layer and global warming. In contrast to thermal reclamation, mechanical reclamation has a more detrimental effect on human health.
It is generally agreed that, in terms of energy consumption and gas emission, mechanical reclamation is superior to thermal reclamation. This explains why mechanical reclamation is more popular than thermal reclamation in most South African foundry operations. Nevertheless, the lower operational and energy consumption costs are not sufficient to draw a definitive conclusion about the superiority of one process over the other. Additional factors need to be considered to justify the choice of mechanical reclamation. This includes compliance with the United Nations sustainable development goal on responsible production (Goal 12).
The sand reclamation processes applied in the foundry industry are generally not assessed through the lens of the sustainability concept explained above. Instead, operational cost is the chief element that is considered when comparing mechanical reclamation with thermal reclamation. Therefore, this study attempted to compare chromite sand's mechanical and thermal reclamation methods holistically by including a critical sustainability element, which is the propensity to generate wasteful fines products and therefore to compromise the United Nations sustainable goal related to the responsible production of the metal casting process.
The experimental work described in the section below attempted to replicate the industrial reclamation processes in simulated laboratory tests.
2. METHODOLOGY
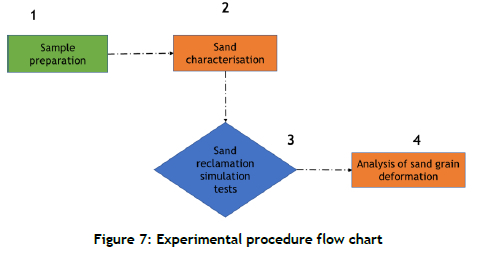
This section describes the experimental work of the investigation. The study methodology followed the flow chart presented in Figure 7, with four steps: sample preparation, sand characterisation, sand reclamation simulation tests, and analysis of sand grain deformation.
2.1. Preparation of sample
Five chromite sands were obtained from the largest supplier of chromite sand in South Africa. A 2 kg sample of each sand was collected for testing.
2.2. Sand characterisation
Two types of characterisation were performed on the chromite sand: sieve analysis and grain morphology analysis.
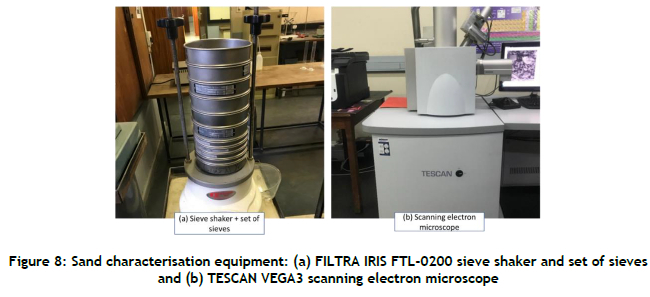
The TESCAN VEGA3 scanning electron microscope (SEM) and a Filtra IRIS FTL-0200 sieve shaker (Figure 8) were used for the sand characterisation.
Sieve grading was performed according to the American Foundrymen Standard (AFS 1106-00-S and BCIRA 16-7). The test focused on determining the fineness of the grain size, expressed as an AFS number, and the percentage of fine particles. The grain morphology was assessed using a scanning electron microscope.
2.3. Sand reclamation simulation tests
At this stage of the experimental work, the chromite sand sample were subjected to applied mechanical and thermal stresses to simulate the industrial reclamation process.
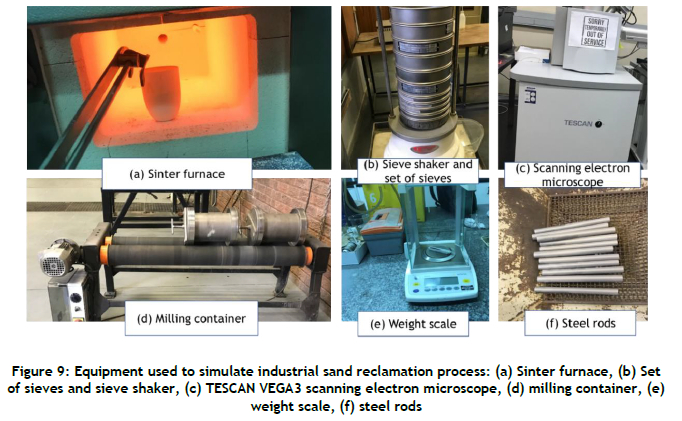
Figure 9 shows the equipment used for the sand reclamation processes.
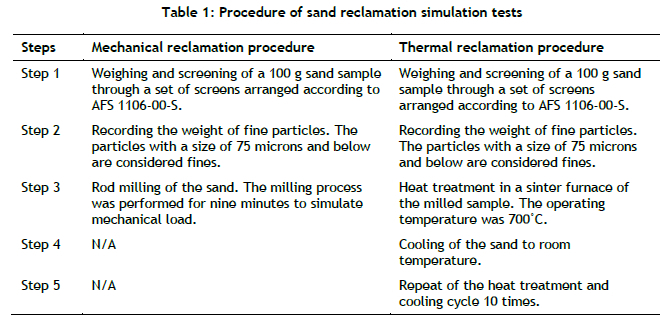
Sand reclamation simulation tests were conducted according to the steps presented in Table 1
2.4. Analysis of grain deformation (grain morphology, grain size, crushing ratio, fine particle generation)
After the simulation tests were conducted, the grain deformation was analysed using a number of tests, including grain morphology analysis and grain size analysis. The crushing ratio and the rate of fine particles generation were used to compare the thermal and mechanical sand reclamation simulation tests.
The equipment used was the TESCAN VEGA3 SEM and the FILTRA IRIS FTL-0200 sieve shaker, shown in Figure 8.
The procedure used was almost identical to that described in Section 2.2. The crushing ratio was obtained by dividing the final grain size by the original grain size.
3. RESULTS AND DISCUSSION
This section of the work presents the results obtained after testing, and expands on the outcomes.
3.1. Sand characterisation
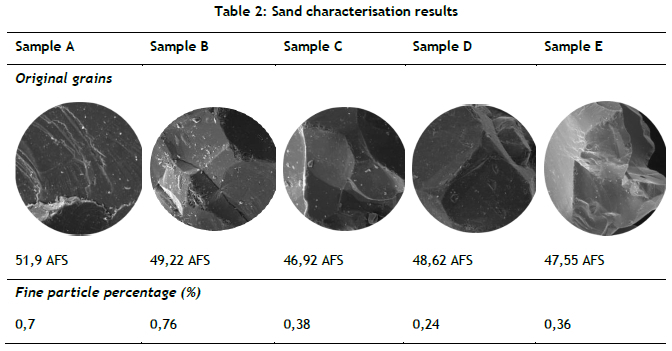
The results obtained after sand characterisation are presented in Table 2. Regarding the morphology of the grains, it can be observed that all of the chromite samples presented an angular morphology with several cleavage plans. In terms of grain size, all of the samples were within the specification of foundry grade chromite sand - between 45 and 55 average grain fineness, or AFS. Sample A was the finest sand with an AFS value of 51,9, while sample C had the coarsest grains with an AFS value of 46,92.
Coarser grains, such as sample C, tend to accommodate a higher concentration of cleavage planes and flaws, which makes them prone to easy breakage under thermal or mechanical stresses.
3.2. Sand reclamation simulation tests
The results obtained from the grain morphology and grain size analysis of each sand sample subjected to applied thermal and mechanical load are shown in Figure 10.
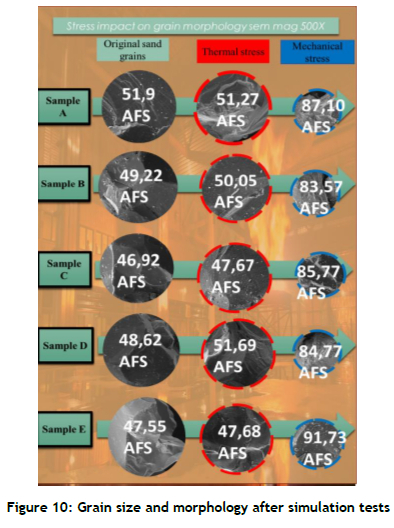
The thermal load had only marginal effects on the grain size and morphology. As shown in Figure 10, there was almost no difference between the original and the final grain sizes before and after the thermal reclamation test.
On the other hand, the mechanical load application had a more pronounced effect on grain size reduction than thermal reclamation did. Under thermal load application, the samples produced finer particles. This observation is supported by the higher AFS value observed across all of the samples.
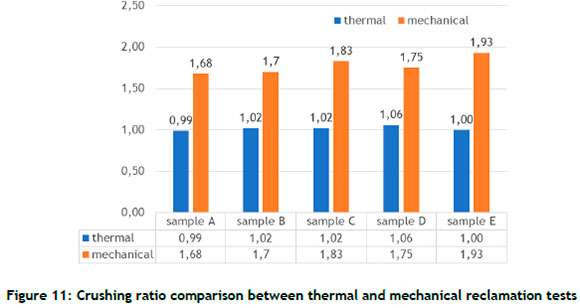
In Figure 11, the crushing ratios observed in grains subjected to thermal and mechanical loads are compared. Sand grains subjected to mechanical load had a higher crushing ratio than thermally reclaimed sand, thus experiencing a significant size reduction. Most notably, sample E experienced the most significant amount of crushing with a crushing ratio of 1,93.
The percentages of fine particles recorded for both thermal and mechanical reclamation are presented in Figure 12. As can be seen from these results, mechanical load produced a significantly higher percentage of sand fine particles than thermal load.
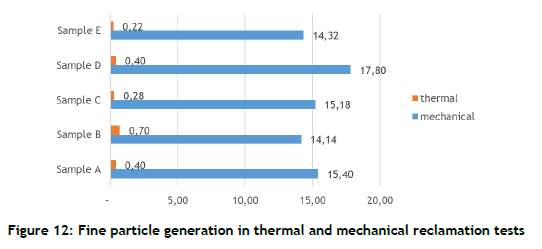
In view of the results provided, it was observed that thermal load had a relatively moderate impact on grain size and fine generation. Mechanical load, on the other hand, increased the rate of fine particle generation and had a significant impact on the sand grains' size reduction, which increased the rate of waste and thus reduced the reusability of the sand.
Another aspect to consider when assessing the reclamation processes of refractory material is the generation and emission of sand dust in the workplace - less than 10 micrometers (μm) - which is detrimental to pulmonary health and results in severe complications for workers who are exposedto it. In the case of silica sand, for example, these complications include silicosis, pneumonia. and lung cancer [10]
From this study it appears that, as a process, mechanical reclamation failed to adhere to the targets of the United Nation sustainable development goals, especially target 12.4: "By 2020, achieve the environmentally sound management of chemicals and all wastes throughout their life cycle, in accordance with agreed international frameworks, and significantly reduce their release to air, water and soil in order to minimize their adverse impacts on human health and the environment", and target 12.5: "By 2030, substantially reduce waste generation through prevention, reduction, recycling and reuse" [7].
Equally, the use of combustible fluid in thermal reclamation is detrimental to the environment, since greenhouse gases are released during the combustion of spent foundry sand. In response, new methods of thermal reclamation are being developed, most notably microwave reclamation, which uses microwaves to heat the sand grains. As opposed to conventional thermal reclamation, the heating process starts from the core of the sand grains and moves to the surface. This method has the advantage of only affecting the sand grains (resin and clay included) and not the surrounding equipment. Most importantly, greenhouse gas emission are eliminated [4].
Electricity-powered thermal reclaimers have certain distinct advantages over gas-fired systems. The units do not require a lot of air to support combustion and, because no fuel is used in the reclaimer, there is no risk of contamination of the sand with combustion products [4].
4. CONCLUSION
The sustainability of sand reclamation processes should not be assessed solely on energy consumption and type. In so doing, the foundries might overlook many other environmental impacts that are critical to the green alternative or environmental sustainability of the process, including sand waste and health management. On the latter front, the study has demonstrated that a gold standard reclamation process such as mechanical reclamation has limitations compared with thermal reclamation. Nevertheless, the reduction of greenhouse gas emissions in the case of thermal reclamation, in line with the United Nations sustainable development goals on responsible production, is also a factor that cannot be discounted. Future work will include the financial and social impacts of the sand reclamation processes, which are two additional critical pillars of overall sustanability.
REFERENCES
[1] J. Nyembwe, M. E. M. T. Madzivhandila & K. Nyembwe, "Characterisation of South African waste foundry moulding sand: Metallic Ccontaminents," in Proceedings of the World Congress on Mechanical, Chemical, and Material Engineering, pp. 20-21 Barcelona, 2015. [ Links ]
[2] J. Danko, M. Holtzer & R. Danko, "Factors influencing selection of effective reclamation techniques and assessment methods of the reclaimed material quality," Archives of Foundry Engineering, vol. 7, no. 4, pp. 29-32, 2007. [ Links ]
[3] M. M. Khan, S. Mahajani, G. Jadhav, R. Vishwakarma, V. Malgaonkar & S. Mandre, "Mechanical and thermal methods for reclamation of waste foundry sand," Journal of Environmental Management,, vol. 279, no. 1, pp. 111628-111637, 2021. [ Links ]
[4] S. B. Rayjadhav, D. A. Mhamane & V. D. Shinde, "Assessment of sand reclamation techniques and sand quality in thermal reclamation," International Journal of Productivity and Quality Management, vol. 30, no. 3, pp. 343-353, 2020. [ Links ]
[5] R. Danko, "Innovative developments in sand reclamation technologies," Metallurgia, vol. 50, no. 2, pp. 93-96, 2011. [ Links ]
[6] UNEP, UNEP Copenhagen Climate Centre (UNEP-CCC), "Emissions gap report 2021," [Online]. Available: https://www.unep.org/resources/emissions-gap-report-2021. [Accessed 18 March 2022]. [ Links ]
[7] United Nations, "Goal 12: Ensure Ssustainable consumption and production patterns," United Nations sustainable development goals, 2022. [Online]. Available: https://www.un.org/sustainabledevelopment/sustainable-consumption-production/. [Accessed 06 June 2022]. [ Links ]
[8] K. E. Portney, Sustainability, Massachussets: MIT Press, 2015. [ Links ]
[9] S. Ghormley, R. Williams & B. Dvorak, "Foundry sand source reduction options: Life cycle assessment evaluation," Environments, vol. 7, no. 9, p. 66-80, 2020. [ Links ]
[10] C. Güngen, Y. Aydemir, H. Coban, H. Düzenli & C. Tasdemir, "Lung cancer in patients diagnosed with silicosis should be investigated," Respiratory Medicine Case Reports,, vol. 18, no. 1, pp. 93-95, 2016. [ Links ]
* Corresponding author: dnyembwe@uj.ac.za
ORCID® identifiers
K.D. Nyembwe: 0000-0003-1802-699X
J.K. Kabasele: 0000-0003-4488-5544


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}