










Serviços Personalizados
Artigo
 Inglês (pdf)
Inglês (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
Indicadores

Links relacionados
-
 Citado por Google
Citado por Google -
 Similares em Google
Similares em Google
Compartilhar

 Permalink
PermalinkSouth African Journal of Industrial Engineering
versão On-line ISSN 2224-7890
versão impressa ISSN 1012-277X
S. Afr. J. Ind. Eng. vol.33 no.2 Pretoria Jul. 2022
http://dx.doi.org/10.7166/33-2-2711
CASE STUDIES
Review lean manufacturing model of production management under the preventive maintenance approach to improve efficiency in plastics industry smes: a case study
J.C. Quiroz-Flores*; M.L. Vega-Alvites
Engineering Faculty, Universidad Peruana de Ciencias Aplicadas, Lima, Peru
ABSTRACT
Failure to deliver orders because of low production capacity is one of the main problems faced by companies in the plastics sector. This has repercussions, creating customer dissatisfaction and directly affecting profits by increasing production costs. Among the main causes of these problems is production downtime, which is caused by high set-up times and machine failures during the production process. To solve these problems, a lean manufacturing model is proposed that includes 5S, SMED (Single Minute Exchange of Die), TPM (Total Productive Maintenance), and Jidoka tools. This model was validated in a company dedicated to the production of plastics by injection moulding, which resulted in an increase in OEE (Overall Equipment Effectiveness) of 13 per cent and a reduction in set-up times of 48 per cent.
OPSOMMING
Versuim om bestellings te lewer weens 'n lae produksievermoe is een van die hoof probleme wat ondernemings in die plastiek sektor ervaar. Dit lei tot die ontevredenheid van kliente en verhoogte produksiekoste beinvloed winste direk. Een van die hoof-oorsake van voorgenoemde probleme is produksie-stilstand, wat veroorsaak word deur hoe opsteltye en masjienmislukkings tydens die produksieproses. Om hierdie probleme op te los, word 'n lenige vervaardigingsmodel voorgestel wat 5S, "SMED" (Enkel-minuut omruil van dobbelsteen), totale voorkomende instandhouding, en Jidoka gereedskap bevat. Hierdie model is bekragtig in 'n onderneming wat toegewy is aan die vervaardiging van plastiek deur spuitgieting wat gelei het tot 'n toename in algehele toerusting doeltreffendheid van 13 persent en 'n vermindering in opsteltyd van 48 persent.
1 INTRODUCTION
Plastic is used all over the world because of its ability to acquire different shapes and textures, which is why it has different applications such as medicine, food, agriculture, construction, and objects used in everyday life. Worldwide, the production of plastic products has maintained a substantial level of growth, reaching 348 million tons in 2017, surpassing the amount of the previous year by 3.8 per cent. In 2018, Latin American countries that are members of the Pacific Alliance experienced growth in the manufacture of plastic products. Colombia obtained the highest growth at a rate of 4.8 per cent, followed by Peru at 4.5 per cent, Mexico at 1.3 per cent, and Chile at -2.3 per cent [1]. In Peru, the average annual consumption of plastic is 30 kg per inhabitant, while in other countries such as Brazil, Argentina, and Chile, the average consumption is 37, 44, and 50 kg per inhabitant respectively. These indicators are directly related to each country's development, from which it is evident that the plastics industry in Peru must develop [2]. The plastics industry in that country contributes four per cent of the industrial GDP and generates more than 200,000 jobs. Likewise, it contributes 13 per cent of the taxes paid by Peruvian manufacturers. This sector imports machinery every year and, in turn, generates more formal employment [3]. Currently this industry is considered the fifth most innovative industrial activity. However, studies reveal that companies in this sector operate at 71.5 per cent of their capacity. This shows that those companies have problems with their production processes and are using their resources inefficiently. In addition, because of the new laws that this sector must deal with, companies must find a way to be more competitive in the market, improving the quality, diversity, and efficiency of their production processes.
2 PROBLEM
The present case study was carried out in a plant in the Peruvian plastics sector. This company has more than 300 plastic products for home and industry, made by injection moulding. Currently the company has 23 production lines, each of them using the same process to make its products. The machines, each of which uses different amounts of power, allow the entry of moulds of different sizes. Each mould is assigned a particular machine that can inject the product; and these are designated according to the specifications of the mould.
The problem that has been identified in this sector, according to a literature review, may be the result of different factors, such as a high level of non-conformity, breakdowns or machine jams, lack of planning, or high preparation times. Thus companies show a low level of efficiency in their processes [4] [5]. The causes of this problem are reworking and defective products. The lack of an application of tools or working methods causes deliveries to customers to remain unfulfilled, creating dissatisfaction [6]. To identify the main problem of non-fulfilled orders, a Pareto analysis was carried out, as can be seen in Figure 1.
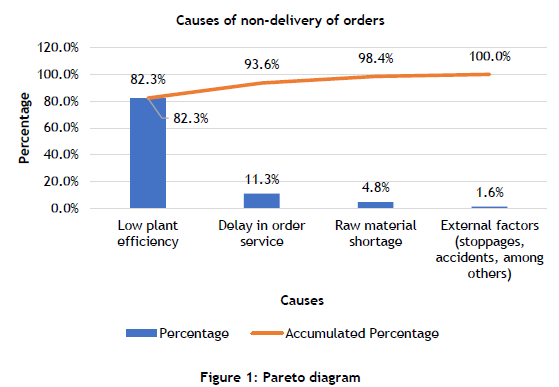
After performing the Pareto analysis of the main causes of non-compliance in delivering orders, it was found that this problem could be attributed to the 82.3 per cent low efficiency with which the production plant operated. In order to understand the level of efficiency at which the company in this case study had been operating, information on the OEE (Overall Equipment Effectiveness) indicator was requested for the previous year. This indicator was considered the most efficient and effective tool to promote improved production in the plant.
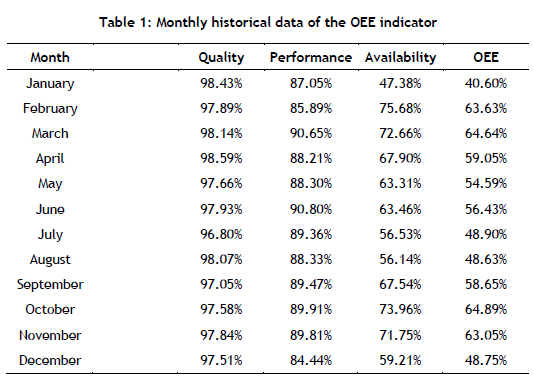
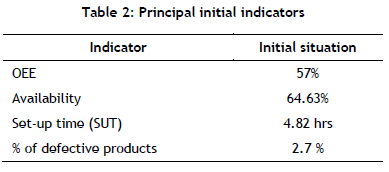
According to the above table, the company worked with an unacceptable level of OEE, because the average of the indicator was below 65 per cent, below the world-class standard. This represented significant economic losses and a low level of competitiveness. It should be noted that, when production costs rise, the profit margin decreases. In the plastics market, it is vital to maintain competitive prices because market share depends on that. From the above analysis, it could be concluded that the indicator was impacted more by a low availability rate than anything else.
3 BACKGROUND
Companies are constantly changing in response to various factors, such as the globalisation of competition. This makes it difficult for them to develop and stay in the market; so they must be able to manage the changes that are necessary to survive. Thus companies must modify their strategies in order to meet customer requirements and to offer quality products at a competitive price [7]. Various methodologies can be used to improve processes in companies; among them is lean manufacturing, which is the most widely used technique to reduce or eliminate waste [6] [8]. The benefits of the implementation of this philosophy are reduced delivery times, increased customer satisfaction and staff motivation, and improved relationships with suppliers. According to studies that have been carried out, this approach has had a positive impact on the creativity and performance of staff, since it encourages teamwork, thus increasing the autonomy of employees. Lean relies on its tools to achieve its objectives. These must be selected according to the type of problem that organisations face [7] [9]. For companies in the chosen sector to meet customer expectations, teams must work together to achieve on-time deliveries. The commitment shown by senior management to the process will show that the implementation of the methodology has been successful [8] [10].
A review of the state of the literature confirms that the lean manufacturing methodology yields positive results when applied in different companies because it reduces production costs, improves productivity, and allows reduced delivery times [9] [10]. The tools that help to reduce delivery times to customers are SMED (Single Minute Exchange of Die), TPM (Total Productive Maintenance), 5S, Kanban, Jidoka, and value stream mapping. The authors argue that some aspects, such as the maturity of the system with which the company operates, directly influence the implementation of lean practices [8] [12]. The authors agree that greater importance should be given to teamwork, granting greater autonomy to employees so that they can carry out their activities in such a way that a commitment to constant improvement is generated in them; without the management's involvement you can achieve the desired results [9] [11]. The implementation of lean should be possible with effective communication and the commitment and collaboration of workers, as well as a shared vision of the objectives; so the human factor plays a fundamental role in the process of applying lean manufacturing. By involving more people in teamwork activities and providing time to solve the identified problems, the organisation begins the process of transforming the work culture [8] [9].
In short, the application of lean manufacturing in companies will allow them to improve the results of their processes by increasing production efficiency, improving the quality of their products, reducing costs, and creating a better environment for the workers to carry out their work. A very important pillar to guarantee the success of the implementation of lean manufacturing is total productive maintenance [12].
Companies in the plastics sector are beginning to realise that effective strategies depend on the maintenance of equipment and the reliability with which it operates, because it influences the competitiveness of companies. Preventive maintenance management is a strategy that enables entrepreneurs to reduce the risks of machine failures, which can cause downtime on production lines [15] [13]. Studies affirm that TPM is considered an excellent tool to achieve business excellence and improve employee skills, as developed from the concept of preventive maintenance. TPM is a continuous process of machine and equipment maintenance by operators and maintenance technicians; it focuses on maximising efficiency through preventive actions during production processes [16] [17]. In some companies there is a belief that maintenance staff are solely responsible for providing solutions to problems that arise during production. However, it is important to involve operators in simple tasks that they can carry out on their own. The same applies to developing the autonomous maintenance pillar. [9] The impact of its application makes more and more organisations implement it to improve their response capacity and to meet the needs of customers [10] [18].
When analysing the main conclusions made by the authors, it can be affirmed that adequate preventive maintenance management ensures the reliability with which the equipment operates. In addition, it is extremely important to provide operators with the necessary knowledge so that they can carry out autonomous maintenance in their respective work areas. This could be achieved by training them in simple tasks that could be carried out without the need for support from the maintenance staff; in order to reduce dependence on those who are in charge of maintenance.
3.1 5S
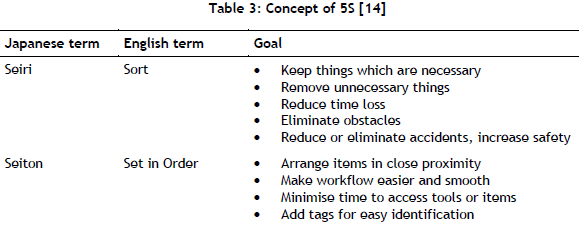
The 5S tool serves to guarantee productivity, safety, and quality in organisations. The use of this tool is regarded as the first step in implementing lean manufacturing to help to reduce waste in production processes; it is also the basis for TPM. 5S helps organisations in a number of ways, including better use of workspaces, cleaner workspaces, and greater operator satisfaction, as well as better communication and a reduction in repetitive errors. The name of the tool comes from five activities, all of which must be implemented because of how they interrelate with one another. The table below shows the objective of each one [14].
3.2 Total productive maintenance
TPM is a Japanese philosophy that is considered an excellent tool to achieve business excellence and improve employee skills, and has been developed from the concept of preventive maintenance. TPM is a continuous process of machine and equipment maintenance by operators and maintenance technicians. It focuses on maximising efficiency through preventive actions during production processes. When a company implements TPM, machines can work without interruption. TPM activities help to reduce the six major losses related to availability, performance rate, and quality. It is intended to achieve zero breakdowns, zero defects, and zero accidents at work, and to increase OEE [9] [15] [16]. OEE is a key indicator for the execution of a TPM improvement, as it measures the efficiency of a machine or an integrated manufacturing system [17]. TPM is built on seven pillars, of which the most important is autonomous maintenance. This pillar includes activities whose main purpose is to train workers so that they can detect anomalies and make simple repairs [9]. The impact of its application makes more and more organisations implement it to improve their response capacity and to meet customer needs [18].
3.3 SMED
The SMED (Single Minute Exchange of Die) tool is one of the methods that companies apply to reduce waste in their processes. Its main objective is to standardise and reduce activities that do not add value to the production change process and it is used as an element of the TPM [19]. The application of SMED in companies is mainly for three reasons: improving the response to market demand, which is constantly changing; increasing capacity by reducing times; and reducing costs through the improved performance of the equipment. The implementation of this tool is suitable for processes in which both a machine and a person are involved. Theoretical training is necessary for workers to familiarise them with the tool. Furthermore, it is considered an advantage for any organisation that produces different products on a single line [20]. In research carried out on companies that have problems with high set-up times, it has been shown that SMED is an effective tool to eliminate downtime and to improve productivity and responses to customers [21].
3.4 JIDOKA
Jidoka is a lean manufacturing tool that seeks automation with a human touch. The objective of this tool is to improve the efficiency of the processes by focusing on reducing defects in the activities. To apply this tool it is necessary to review and change working methods, and thereby reduce a large percentage of defective materials [6]. The human factor must understand the automation of these processes and be constantly trained. For this reason, the constant involvement of the staff is required, since this is a mutual learning that will allow the rapid adoption of automation solutions [22]. Jidoka requires two types of knowledge: the knowledge that is implicit in the staff, called static knowledge or know-how; and the dynamic knowledge that consists of cooperative activities to facilitate mutual learning between people and machines [22]. The operator is responsible for their machine; and before any problem arises, they must be able to find the cause and provide a solution [23]. Studies have been carried out in which benefits such as waste reduction, improved delivery time compliance, increased productivity, and reduced rework were obtained [6] [22].
Based on the above discussion, the motivation of this research was to be able to demonstrate that, with the application of the proposed model, an improved availability rate can be achieved and, with it, improved order fulfillment and customer satisfaction, as well as reduced production costs and therefore a better utility, compared with models that already exist in the literature. In this research, a lean manufacturing production management model is proposed under the preventive maintenance approach, one that is able to reduce machine downtime and improve mould change times in companies in the plastics sector. This model includes the tools of 5S, TPM, SMED, and Jidoka, which together can achieve the set objectives. It is worth mentioning that the implementation of lean tools would allow workers to perform better in their daily activities, because these tools guarantee clean and orderly workspaces.
4 INNOVATIVE PROPOSAL
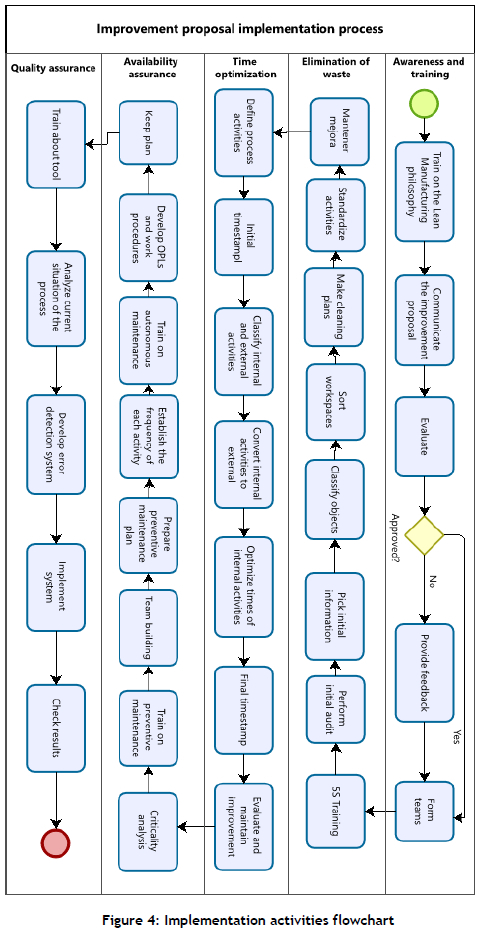
To solve the main problems identified in the case study, an improvement proposal was developed (Figure 2), in which the inputs, the process, and the outputs of its implementation are detailed.
The proposed model is composed of the integration of the SMED, TPM, 5S, and Jidoka tools under the Kaizen approach. These tools were integrated according to the specific needs identified in the case study. The model is made up of four phases. The first phase focuses on the elimination of waste through the application of the 5S tool; after that the optimisation of times is carried out through the application of the SMED tool, which seeks a reduction of times through the conversion of internal activities to external ones. Then availability assurance is carried out through the application of two pillars of total productive maintenance (TPM), which are preventive maintenance and autonomous maintenance. Finally, to ensure the quality of the processes, the application of Jidoka is proposed as an error detection system.
4.1 Model indicators
This research used the following indicators to measure the performance of the implemented proposal.
4.1.1 Overall equipment efficiency (OEE):
This indicator measures the performance of the equipment in the case study. It has three components: performance, quality, and availability.

4.1.2 Set-up time (SUT):
It allows the calculation of the improvement obtained in the mould changes before and after the implementation of the improvement proposal.
4.1.3 Tons of defective product in process (TDPP):
It allows evaluation of the percentage of waste obtained during the injection process by dividing the total tons obtained from defective products by the number of total tons injected.

5 IMPLEMENTATION
5.1 Stage 0: Awareness and training
In this initial stage, the workers were informed about the current situation of the company and about the application of the improvement proposal. For this a meeting was called in which the main concepts of lean manufacturing were explained in order to familiarise the workers with the terms. After this, the main objective of its implementation and the improvements that would be obtained were communicated. This phase sought to generate commitment on the part of the workers to comply with the implementation and to create in them a sense of belonging and responsibility throughout the process.
5.2 Stage 1: Tool 5S
The implementation of the 5S tool allowed for the workspaces to be kept more orderly, and thus to reduce the times of each activity that was carried out. It also improved the work environment, which was kept clean and tidy. The figure below details the steps taken to implement it.
It began with training on using the tool and team building. After this, the classification of work tools began, separating what was necessary and what was unnecessary. Once classified, the tools were put in their respective places. In addition, the relocation of moulds was carried out to facilitate the mould change process. Yellow cards were used to classify and order. Then cleaning plans were made to establish the frequency of each activity. Finally, order and cleanliness policies were established to standardise the process, and a checklist was made of the cleaning activities that had to be carried out so that the effectiveness of the tool over time could be evaluated.
Finally, to ensure that the implementation had been successful, a final audit was carried out in order to evaluate the improvements that had been obtained.
5.3 Stage 2: SMED implementation
5.3.1 Time tracking:
In this initial activity, the time was tracked to record the hours invested in making the mould changes in the case study. For this, the activities carried out, with their respective times, were defined in order to identify the most critical ones. The initial time taken for a mould change in the case study was 4.82 hours on the critical machine that was chosen for evaluation.
5.3.2 Classify internal and external activities:
After the first activity, we proceeded to define which internal and external activities were carried out in the mould change process. They were defined as follows:
• Internal activities: Performed while the machine was not operating.
• Outside activities: Performed while the machine was operational.
5.3.3 Convert internal activities into external:
Once the activities had been identified as either internal or external, we proceeded to evaluate which internal activities could become external; and, for each of them, techniques or methods were applied that reduced the time of the activities.
One of the techniques used to reduce mould change times was the redesign of work so that all of the necessary tools were available in the machine to carry out the process with greater speed. In addition, OPLs were carried out for the mould change process in order to provide information in a visual and easy-to-understand way.
5.3.4 Final time tracking:
Finally, the time was taken with the implementation of the tools, resulting in a reduction to 2.49 hours. This was thanks to the acquisition of the necessary tools for each technician and also to a better organization in the work area.
5.4 Stage 3: TPM implementation
5.4.1 Preventive maintenance
In order to carry out the implementation of the TPM tool, an analysis of the current situation was carried out and, based on this, a maintenance plan was drawn up, taking into account the inspection sites and the frequency of each inspection. For these activities, the maintenance staff had working procedures to carry them out.
5.4.2 Autonomous maintenance
Tp apply autonomous maintenance, a verification sheet was made of the activities that the operators must carry out before starting their work day.
Autonomous maintenance was proposed as a support for preventive maintenance because it gives operators the opportunity to perform simple activities without the need for maintenance staff.
The TPM validation was carried out by means of a simulation over a period of two months, for which the productivity of the company was considered as output; because of machine stoppages during the production process, it was not able to reach its production capacity. In order to obtain the result, the 'Schedule' tool of Arena software was used, in which the efficiency was recorded by the frequency of stops and the duration of each failure for the initial situation and for the situation after improvement. The reduced number of failures was taken into account by performing preventive and autonomous maintenance.
5.5 Stage 4: Jidoka tool
To implement this tool, two files were created: the first was the centreline file, in which the product parameters were recorded to reduce the percentage of waste; and the second was the mould diagnostic file, which was used to ensure quality during the production process by reducing the downtime for mould maintenance.
6 RESULTS
The results of the pilot implementation were satisfactory.
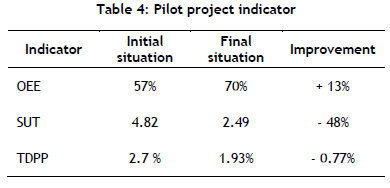
• The application of the lean model of production management using the preventive maintenance approach increased the general efficiency of the equipment by 13 per cent over a period of two months. As time passes and the operators, technicians, and other personnel continue to adapt to the changes, this result will improve.
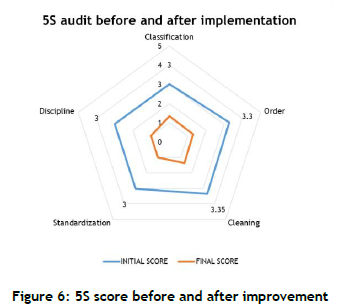
• The 5S tool allowed an improvement of 2.4 points, resulting in a score of 3.9. This tool improved work spaces by keeping them clean and tidy, which allowed workers to carry out their daily activities with greater determination and with better aptitude.
• The hours invested in the mould change process were significantly reduced, from 4.82 hours to 2.49 hours. This was mainly thanks to the job design that was proposed in the present case and the work methods that were modified to reduce the number of internal activities. Add to that the fact that each technician now had their own briefcase with all the necessary tools to carry out the disassembly and assembly of the mould.
• The shrink rate was reduced from 2.7 per cent to 1.93 per cent thanks to the use of Jidoka's error detection system. The application of the parameter sheet and the mould review sheet shows positive results for the present case study.
• The processes were standardised, which facilitated the performance of the operators', technicians', and maintenance staff's activities.
7 SCENARIOS
In order to identify the effectiveness of the proposed model, an analysis was carried out with three different scenarios to evaluate the indicators proposed in the model. The analysis was carried out on the second most critical machine, with which the products that are in category A were made - i.e., plastic pantry, dish drainer base, and dish drainer cover. The process of making those products was the same as the initial scenario, but with different cycle times. The results obtained for each of the above-mentioned products are described blow.
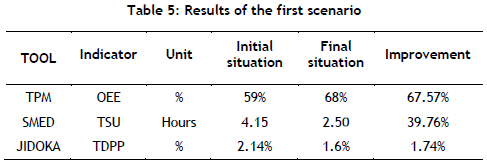
Scenario 1: Plastic pantry production line
The plastic pantry is one of the main products manufactured by the company because of its resilience and range of colours. This product was produced weekly, and followed the same workflow as in the initial scenario.
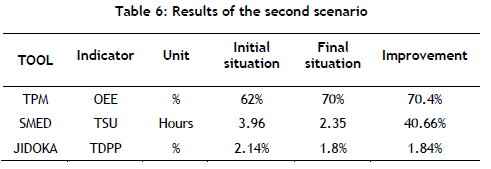
Scenario 2: Dish drainer base production line
The dish drainer has three components: base, lid, and rack. This product entered the company's product range in 2019, and was very well received by customers. However, problems were experienced in the assembly of the mould because of the time it took and the amount of waste it generated. As a transparent food product, defects could be seen more easily.
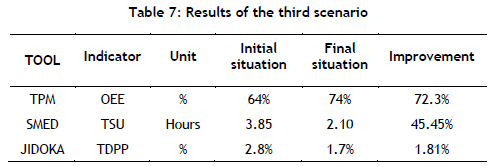
Scenario 3: Dish drainer cover production line
For the third scenario, the drainer cover production line was chosen. As mentioned above, this product is one of the parts of a finished product. Owing to the large number of orders that this product received, it was chosen as the best option to evaluate.
After validating the three scenarios, a comparative analysis of the results was carried out.
From analysing the statistical results obtained from the different validated scenarios, it could be concluded that:
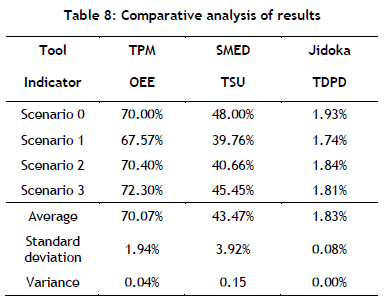
• For the indicator of the general efficiency of the equipment (OEE), the average of all the scenarios was 70.07 per cent in the production process, which was close to the result obtained in scenario 0. This showed that the positive result obtained in the initial scenario was also successful in the other scenarios.
• The standard deviation for the mould change process was 3.92 per cent between the analysed scenarios, which indicated that there was not much variation between the results obtained for each scenario. By applying the SMED tool in scenario 0, an improvement of 48 per cent was achieved, making this the best scenario.
• With respect to the tons of defective product resulting from the process, a variance equal to 0 was obtained, which indicated that the result obtained in the initial scenario was the same as for the rest of the scenarios. For this indicator, an average indicator of 1.83 per cent was obtained, with scenario 1 being the best indicator at 1.74 per cent.
8 CONCLUSION
The implementation of the proposed model, which included the 5S, SMED, TPM, and Jidoka tools, produced favourable results in the case studies. This model made it possible to improve the delivery response to customers through better efficiency at the production level. With the increased availability of the production lines and decreased mould change times, it was possible to increase the OEE by 13 per cent. In addition to this, by carrying out autonomous and preventive maintenance on the lines, it was possible to reduce the percentage of the loss of products by 0.77 per cent, and unscheduled stops were reduced by 37 per cent. For the implementation to be successful, the understanding and participation of all those involved was necessary, since this facilitated the process.
The results of this study might be expected to motivate other companies that are dedicated to this area to apply the proposed model to improve the operation of their lines, improve their workspaces, and optimise their processes.
REFERENCES
[1] Sociedad Nacional de Industrias. 2019. Fabricación de productos plásticos. Available at: https://www.sni.org.pe/wp-content/uploads/2019/07/Reporte-Sectorial-Plásticos_2019.pdf. [Accessed 12 February 2021]. [ Links ]
[2] Perú Plast. 2016. Mercado plástico peruano: Mucho espacio para crecer. Available at: http://expoplastperu.com/plastnews/mercado-plastico-peruano-mucho-espacio-para-crecer-66. [Accessed 12 February 2021]. [ Links ]
[3] Sociedad Nacional de Industrias. 2019. Industria del plástico genera alrededor de 200 mil puestos de trabajo. Available at: https://www.sni.org.pe/industria-del-plastico-genera-alrededor-200-mil-puestos-trabajo/. [Accessed 13 February 2021]. [ Links ]
[4] Ramakrishnan, V. & Nallusamy, S. 2017. Implementation of total productive maintenance lean tool to reduce lead time - A case study. International Journal of Mechanical Engineering and Technology, 8 (12), pp. 295-306. [ Links ]
[5] Nwanya, S., Udofia, J. & Ajayi, O. 2017. Optimization of machine downtime in the plastic manufacturing. Cogent Engineering, vol 4, no. 1, 1335444. [ Links ]
[6] Guillén, K., Umasi, K., Quispe, G. & Raymundo, C. 2018. LEAN model for optimizing plastic bag production in small and medium sized companies in the plastics sector. International Journal of Engineering Research and Technology, vol. 11, no.11, pp. 1713-1734. [ Links ]
[7] Mouzani, I. & Bouami, D. 2019. The integration of lean manufacturing and lean maintenance to improve production efficiency. International Journal of Mechanical and Production Engineering Research and Development, vol. 9, no. 1, pp. 593-604. [ Links ]
[8] Pearce, A., Pons, D. & Neitzert, T. 2018. Implementing lean: Outcomes from SME case studies. Operations Research Perspectives, vol. 5, pp. 94-104. [ Links ]
[9] Furman, J. & Kuczyhska-Chatada, M. 2016. Change management in lean enterprise. Engineering Management in Production and Services, vol. 8 no. 2 , pp. 23-30. [ Links ]
[10] Ribeiro, P., Sa, J., Ferreira, L., Pereira, M. & Santos, G. 2019. The impact of the application of lean tools for improvement of process in a plastic company: A case study. Procedia Manufacturing, vol. 38, pp. 765-775. [ Links ]
[11] Abu, F., Gholami, H., Mat Saman, M., Zakuan, N. & Streimikiene, D. 2019. The implementation of lean manufacturing in the furniture industry: A review and analysis on the motives, barriers, challenges, and the applications. Journal of Cleaner Production, vol. 234, pp. 660-680. [ Links ]
[12] Oliveira, J., Sa, J. & Fernandes, A. 2017. Continuous improvement through 'lean tools': An application in a mechanical company. Procedia Manufacturing, vol. 13, pp. 1082-1089. [ Links ]
[13] Ribeiro, I., Godina, R., Pimentel, C., Silva, F. & Matias, J. 2019. Implementing TPM supported by 5S to improve the availability of an automotive production line. Procedia Manufacturing, vol. 38, pp. 1574-1581. [ Links ]
[14] Makwana, A.D. & Patange, G.S. 2019. Strategic implementation of 5S and its effect on productivity of plastic machinery manufacturing company. Australian Journal of Mechanical Engineering. doi: 10.1080/14484846.2019.1676112 [ Links ]
[15] Hooda, A. & Gupta, P. 2019. Manufacturing excellence through total productive maintenance implementation in an Indian industry: A case study. International Journal of Mechanical and Production Engineering Research and Development, vol. 9 no. 3, pp. 1593-1604. [ Links ]
[16] Nallusamy, S. 2016. Enhancement of productivity and efficiency of CNC machines in a small scale industry using total productive maintenance. International Journal of Engineering Research in Africa, vol. 25, pp. 119-126. [ Links ]
[17] Sharma, R. 2019. Overall equipment effectiveness measurement of TPM manager model machines in flexible manufacturing environment: A case study of automobile sector. International Journal of Productivity and Quality Management, vol. 26, no. 2, pp. 206-222. [ Links ]
[18] Chikwendu, O., Chima, A. & Edith, M. 2020. The optimization of overall equipment effectiveness factors in a pharmaceutical company. Heliyon, vol. 6, no. 4, pp. 1-9. [ Links ]
[19] Reyes, S., Jeampiere, A., Castro, S. & Fernanda, R. 2017. Application of lean techniques to reduce preparation times: Case study of a Peruvian plastic company. International Journal of Applied Engineering Research, vol. 12, no.23, pp. 13541-13551. [ Links ]
[20] Antosz, K. & Pacana, A. 2018. Comparative analysis of the implementation of the SMED method on selected production stands. Tehnicki Vjesnik, vol. 25, pp. 276-282. doi:10.17559/TV-20160411095705 [ Links ]
[21] Saravanan, V., Nallusamy, S. & Balaji, K. 2018. Lead time reduction through execution of lean tool for productivity enhancement in small scale industries. International Journal of Engineering Research in Africa, vol. 24, pp. 116-127. [ Links ]
[22] Romero, D., Gaiardelli, P., Powell, D., Wuest, T. & Thürer, M. 2019. Rethinking Jidoka systems under automation and learning perspectives in the digital lean manufacturing world. IFAC-PapersOnLine, vol. 52 no.13, pp. 899-903. doi:10.1016 / j.ifacol.2019.11.309 [ Links ]
[23] Chiarini, A., Baccarani, C. & Mascherpa, V. 2018. Lean production, Toyota production system and Kaizen philosophy: A conceptual analysis from the perspective of Zen Buddhism. TQM Journal, vol. 30 no. 4, pp. 425-438. doi:10.1108 / TQM-12-2017-0178 [ Links ]
Submitted by authors 04 Feb 2022
Accepted for publication 06 Jun 2022
Available online 29 Jul 2022
ORCID® identifiers
J.C. Quiroz-Flores: 0000-0003-1858-4123
M.L. Vega-Alvites: 0000-0002-0673-3657
* Corresponding author: pdijqui@upc.edu.pe


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}