










Serviços Personalizados
Artigo
 Inglês (pdf)
Inglês (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
Indicadores

Links relacionados
-
 Citado por Google
Citado por Google -
 Similares em Google
Similares em Google
Compartilhar

 Permalink
PermalinkSouth African Journal of Industrial Engineering
versão On-line ISSN 2224-7890
versão impressa ISSN 1012-277X
S. Afr. J. Ind. Eng. vol.33 no.1 Pretoria Mai. 2022
http://dx.doi.org/10.7166/33-1-2591
CASE STUDIES
The identification and selection of an optimised maintenance strategy for conveyor systems used in the transportation of bulk materials: a case study
L. Naidoo; J. Jones*; V. Sharma
School of Mechanical, Industrial and Aeronautical Engineering, University of the Witwatersrand, Johannesburg, South Africa
ABSTRACT
In recent years an increased number of conveyor failures has been experienced in a port in South Africa, which has directly impacted revenue through unachieved handling volumes. This research aimed to use conveyor failure data to: 1) review and identify the effects of the existing maintenance approach, 2) highlight failure causes and consequences, and 3) determine the most suitable optimised maintenance strategy for conveyors that would reduce failures, thereby reducing downtime and loss of revenue.
The results indicated that the current maintenance initiatives were directly linked to conveyor the failures and to cargo being changed without a design verification of the infrastructure. The research has provided useful insights that could lead to fault-finding activities with equipment that is not achieving its design life and, in particular, conveyor belting that has been failing prematurely. Further investigations are required to verify the design of the existing infrastructure in handling the changed cargoes. In addition, the research has shown that condition-monitoring devices will aid in co-ordinating maintenance actions and responses. It also recommended that training plans be updated to ensure that staff are up-to-date with existing maintenance practices before they use the optimised maintenance approach. In summary, this research study has provided essential results and recommendations to warrant the use of an optimised maintenance strategy on conveyor systems, particularly in the port of concern.
OPSOMMING
Daar is onlangs 'n toenemende aantal vervoerbandfoute in 'n hawe in Suid-Afrika ondervind, wat inkomste direk beïnvloed het deur hanteringsvolumes wat nie bevredig kon word nie. Hierdie navorsing het ten doel gehad om vervoerbandfalingsdata te gebruik om: 1) die gevolge van die bestaande instandhoudingsbenadering te hersien en te identifiseer, 2) oorsake en gevolge van faling uit te lig, en 3) die mees geskikte geoptimeerde instandhoudingstrategie vir vervoerbande te bepaal wat falings sal verminder, en sodoende stilstand en verlies aan inkomste te verminder. Die resultate het aangedui dat die huidige instandhoudingsinisiatiewe direk gekoppel is aan die foute van die vervoerband en aan vrag wat verander word sonder 'n ontwerpverifikasie van die infrastruktuur. Die navorsing het nuttige insigte verskaf wat kan lei tot foutopsporingsaktiwiteite met toerusting wat nie ontwerpleeftyd bereik nie en veral vervoerbande wat voortydig onklaar geraak het. Verdere ondersoeke word vereis om die ontwerp van die bestaande infrastruktuur in die hantering van die veranderde vragte te verifieer. Daarbenewens het die navorsing getoon dat toestandmoniteringstoestelle sal help om instandhoudingsaksies en -reaksies te koördineer. Dit is ook aanbeveel dat opleidingsplanne bygewerk word om te verseker dat personeel op hoogte is van bestaande instandhoudingspraktyke voordat hulle die optimum instandhoudingsbenadering gebruik. Samevattend, hierdie navorsingstudie het noodsaaklike resultate en aanbevelings verskaf om die gebruik van 'n optimum instandhoudingstrategie op vervoerbandstelsels te regverdig, veral in die kommerwekkende hawe.
1 INTRODUCTION
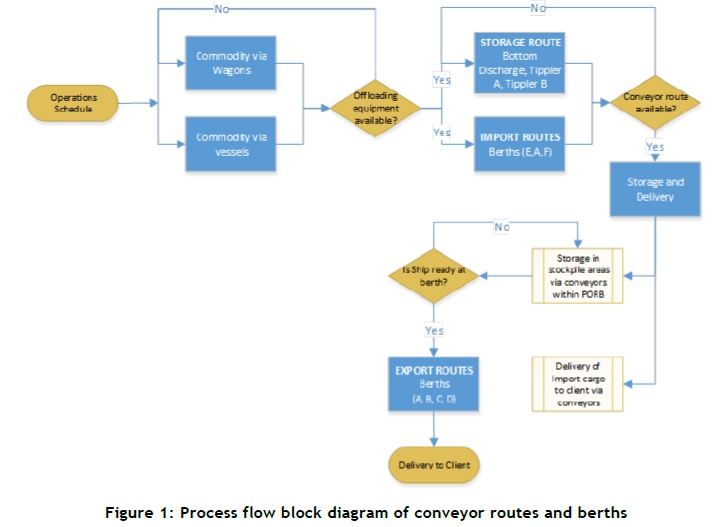
Bulk materials handling (BMH) operations play a critical role in a great number and variety of industries worldwide [1]. The port considered in this research is one of the largest export ports in South Africa when considering volumes handled [2]. A network of conveyors within the port is the means of transporting bulk cargo for storage, export, and import [3]. The port is currently a multiple cargo handling port, conveying a variety of mineral bulk cargo with varying material characteristics [4]. The conveyor routes in the port are broken down into storage, export, and import, as shown in the flow diagram in Figure 1. Storage routes receive products from wagons via offloading equipment such as tipplers and a bottom dump out station; the products are then sent to stockpile areas via the conveyor network. Import occurs at specified berths with cargoes destined for storage and for transfer to clients outside the port boundaries. Export occurs via specified routes that transfer cargo from the stockpile areas by front-end loaders on to conveyors, ship-loaders, and vessels at specific berths. The conveyor network comprises a series of conveyor belts that convey cargo and change direction through numerous transfer points up to the point of final offload.
2 RESEARCH BACKGROUND AND CONTEXT
The reliability of conveyor belts has always been a major concern in the BMH industry [5]. The reliability of a conveyor route can be regarded as the integrated reliability of its components - i.e., its belt, pulleys, drive unit, idler rolls, etc. [6]. The port has noted that the number of conveyor failures has increased in recent years [7]. The conveyors were pre-dominantly designed and built in the 1970s and 1980s to operate with woodchips, and then with coal, with a design life of 25 years [8]. The failures experienced on conveyor routes could be linked to changes in the commodities being carried. As a result, the BMH equipment has entered the maintenance-intensive phase of its life cycle and, as a result of Capital Expenditure (CAPEX)-lean initiatives taken by the organisation to minimise costs, operational staff are managing the asset instead of the company adopting end-of-life asset replacement. These initiatives aim to reduce already low maintenance budgets, which in turn affects the reliability of the system. While investment in new infrastructure is vital in the long term, the need to review current maintenance strategies is critical to ensure system availability and the uptime of operations [9].
3 PROBLEM STATEMENT
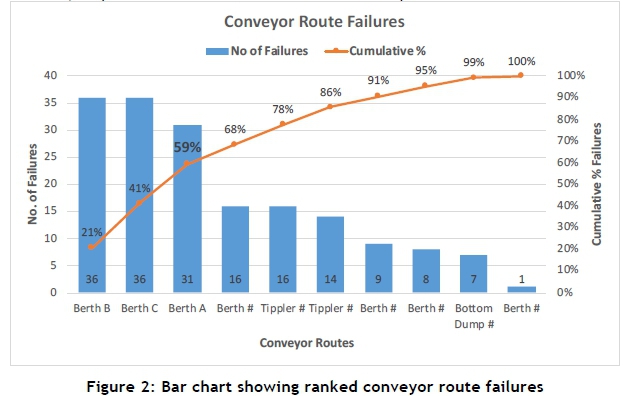
The port has experienced increased congestion and equipment failures over the past five years [7]. The port relies mainly on a corrective and condition-based visual inspection maintenance approach than can result in failures. Reactive and condition-based strategies cannot identify failures before they occur, but can only identify wear or degradation on components after failures have occurred [10]. Thus the dominant maintenance strategy in the port is that of inspection-based maintenance that relies on the visual inspection skills of staff to determine when repairs to or the replacement of components or equipment are to occur - which is typically once they have failed [11]. The research scope was focused on the export conveyor routes, as these routes experienced the majority of breakdowns and failures for the period for which data were obtained, from December 2018 to May 2020. The research scope was further narrowed down through the use of the Pareto principle to reveal that three berths (A, B, and C for the purposes of this research study) accounted for the majority of the failures experienced on the port's export routes, as shown in Figure 2. This chart shows that the selected berths accounted for 59 per cent of the failures across all ten berths - i.e., 30 per cent of the berths accounted for 59 per cent of the failures.
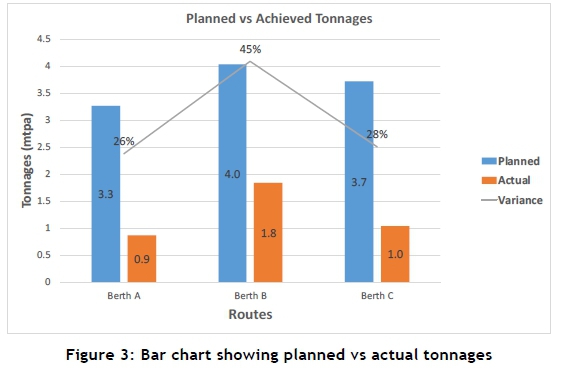
Figure shows the variations in planned tonnages versus the actual achieved tonnages for the period of December 2018 to May 2020. For berth A the actual tonnages achieved was 26 per cent of the planned target, with berths B and C achieving 45 per cent and 28 per cent of their planned targets respectively. Figure 3 highlights the poor performance of the conveyors on the selected routes and berths over the specified period.
4 RESEARCH METHODOLOGY
A research design can be defined as the development and formation of systematic research from the first step to the last, to guide the researcher in collecting, analysing, and interpreting factual data [12]. The sequence of activities conducted by the authors can be summarised as follows:
• Obtaining relevant data and categorising according to objectives.
• Defining the scope, context, and limitations of the research project using the Pareto principle.
• Collecting raw data from the literature and from conveyor failure data, operation schedules, and maintenance plans received from the relevant port.
• Sorting raw data and defining analytical tools and methods to establish patterns and correlations.
• Conducting the research analysis using failure analysis methods:
o FMECA to determine failure causes, effects, and remedial actions;
o Weibull to understand the failure type and determine appropriate action;
o Five Whys and Fishbone to understand in simple terms the cause-and-effect relationships;
o Questionnaires to determine status quo conditions and to understand society views; and
o Multi-criteria analysis (MCA) to recommend an optimised maintenance strategy.
• Reviewing, discussing, and making recommendations based on the results from the research analyses.
5 RESEARCH ANALYSES
Every failure occurrence has an impact on the port in some form. Failures can affect throughput tonnages, equipment handling, and customer service, and increase operating costs. Some failures may appear to have no direct effect at all if they occur on their own; however, they can expose the port to the risk of much more serious failures at a later stage. If these failures are not prevented, the recovery effort and cost in correcting them uses resources that could have been better used elsewhere [13].
5.1 Critical item selection
The selection of the critical items for this analysis was driven by the available failure data and the relevant literature. The critical items of equipment in a conveyor are the following [14,15]:
• The drive, made up of the motor, couplings, and gearbox;
• Pulleys, which consist of a shaft, bearings, and end disks;
• Idlers, which consist of a shaft, bearings, and end caps;
• Belting, which is made up of different plies and joined by means of a splice; and
• A take-up mechanism consisting of the trolley, sheaves, winch, rope, and counterweight.
5.2 Conveyor failure types
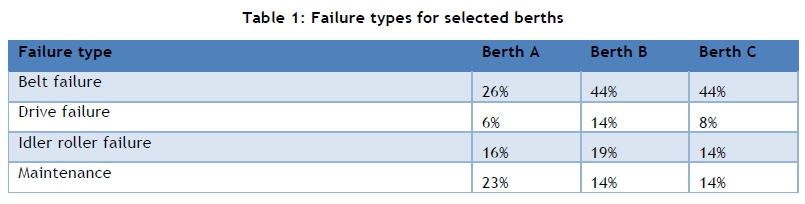
The failures experienced across the selected berths were classified according to conveyor components [15,16], guided by the available conveyor data and the literature. The failure types were tabulated, as shown in Table 1 Table, to understand the components that fail significantly and the variance in each failure type and occurrence. The failures on routes to Berth A were evenly spread, with the majority of the failures resulting from belting breakdowns, unplanned maintenance, and misalignment breakdowns. The conveyor routes to berth B experienced roughly half of their breakdowns because of failures in the belting, with idler roller failures, drive failures and maintenance accounting for the other half. Similarly, belting failures accounted for nearly half the breakdowns experienced on routes to berth B, with idler failures and unplanned maintenance accounting for the second most frequent failures.
The failures experienced on the conveyor routes could be linked to the changes in commodities, with the failure types and commodities in operation for chrome and magnetite shown in Figure. This shows that both chrome only and a combination of magnetite and chrome have an approximately equal impact on the belting failures. The changeover of cargoes involves dry running the conveyor belts for the designated time before loading the new material. The time for each changeover between commodities is around 30 to 60 minutes, depending on the length of the route. Material flow testing had been conducted by the company on chrome and magnetite, with the results indicating a higher coefficient of adhesion for magnetite than for chrome, with both having similar abrasive characteristics and coefficients of rolling and static frictions [17]. The combinations shown in the graph below could not conclusively define the split of operations between chrome and magnetite, and so the effect of the combination of the commodities on the route could not be accurately established.
5.3 Existing failure effects
The planned and actual tonnages, as shown in Figure 3, were plotted against the failures experienced on each selected berth over the same period, as shown in Figure 5. Note that Figure 5 includes the annual planned maintenance intervals for the routes as well as the months that were affected by the national lockdown owing to the COVID-19 outbreak (March 2020 to May 2020). The planned maintenance periods for the selected routes were as follows:
• Routes to berth A: periods in September 2019 and January 2020;
• Routes to berth B: periods in November 2019 and March/April 2020; and
• Routes to C: during December 2019 and May 2020.
These intervals were the planned maintenance shutdowns, with the actual planned and unplanned maintenance periods having been obtained from the operational schedules. The combined failure correlation on the selected berths is shown in Figure. The maximum number of failures was experienced during September 2019, which tied into the individual berths' correlation pattern. The failures appeared to reduce during the lockdown periods, which is an expected result, given that conveyor routes were not used to full capacity or were standing idle.
6 ANALYSIS METHODS
6.1 FMECA
A failure modes, effects, and criticality analysis (FMECA) is a reliability assurance technique whose first official use was recorded in the late 1940s [9]. The FMECA is used to categorise and evaluate any probable failure modes of critical components of a system and the consequences or effects these failures might have on the system, and how to circumvent the failures and/or alleviate the failure consequences or effects [18].
The FMECA scoring criteria that were used were modified and adapted for the conveyors operated in the port, and were used in order to evaluate the risk associated with the failure modes [9,16]. The FMECA was conducted by using the conveyor failure data as well as the literature on common failures experienced on conveyor belts. The effects of a conveyor component failing are based on the port's failure data and on historical data gathered from the literature [9,16,19].
The simplified FMECA table is shown in Table. The FMECA was developed by using information from critical equipment and components that ensure successful conveyor operation [14,15]. The simplified FMECA table scored the failures to determine the risk priority numbers (RPNs) for each critical component, and proposed remedial actions for those failures. Remedial actions were also ranked with new RPNs to determine whether the actions would reduce the failure modes and their effects. Design activities that are described as 'remedial actions' were to ensure that the equipment and/or the components would be adequately specified and sized for their application. These were proposed for the belting, pulleys, and idlers owing to conveyor failure being caused by overloading [9]. The remedial actions were conducted in conjunction with the Weibull analysis to ensure that the proposed actions were aligned with the type of failure, and whether the failure could be addressed.
6.2 Weibull analysis
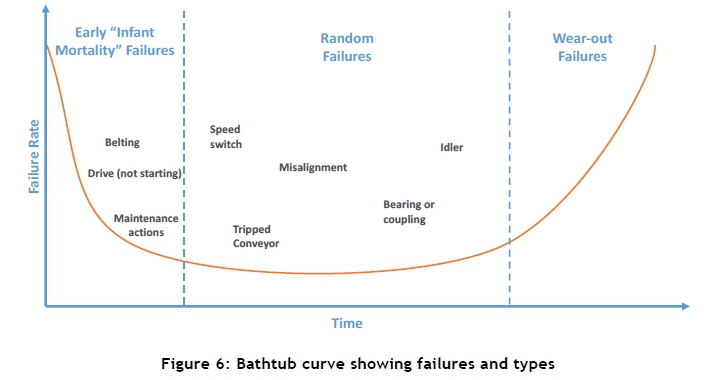
The Weibull analysis is a model that is commonly used in statistics to detail the failure distribution and operating life of equipment and components in a variety of industries [20]. The Weibull analysis technique allows the researcher to determine the failure distribution pattern from which reliability conclusions can be presumed, such as failure patterns and types [9]. The Weibull analysis was applied to the conveyor failure data to identify the failure pattern - that is, whether the failures were infant mortality or random or wear-out failures - which would help to determine the appropriate remedial actions [9]. The conveyor failure data was accordingly classified by component in order to conduct the Weibull analysis and to determine the failure patterns, thus enabling the authors to link the results to the FMECA and its remedial actions.
The results from the Weibull analysis (summarised below in Table 3) indicate random failures for the speed switch, conveyor misalignment, bearing or coupling, and tripped conveyor and idler. Infant mortality failures were noted on the belting and drive and in unplanned maintenance actions. These failures could also be represented by the bathtub curve, which shows the area and the associated time at which the different failures occurred (Figure).
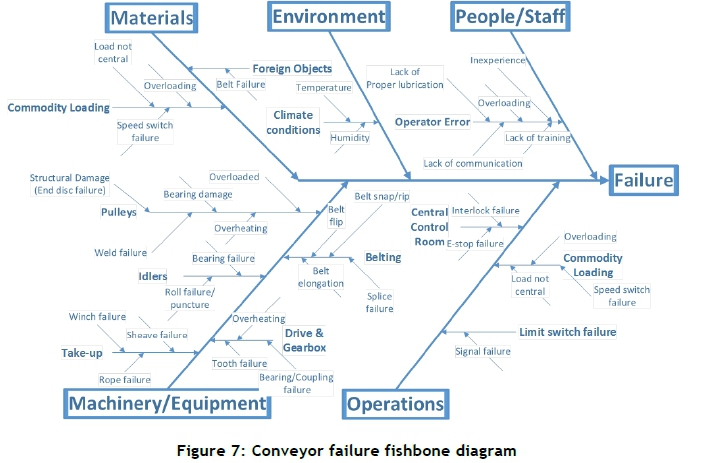
6.3 The Five Whys and the Ishikawa diagram
The Five Whys analysis is an investigative tool that is used to determine the causes of failures. Ishikawa diagrams, also referred to as 'fishbone diagrams', that show the possible causes of a specific failure event; in this case the event is a conveyor belt failure. The Five Whys and the Ishikawa (fishbone) diagram were developed in order to determine the primary and secondary root causes of failures and to support the remedial actions developed in the FMECA analysis. The categories in the fishbone diagram have been split into the distinct areas that play a major part in the successful operation of a conveyor belt [16]. The categories are: people/staff, environment, machinery/equipment, materials, and operations [21,22]. The categories were then evaluated to determine the primary and secondary causes, thus adding further 'fish bones'. The complete fishbone diagram is shown in Figure.
A common cause revealed by both methods was that of conveyor overloading with increased abrasiveness on the belt because of the type of cargo. This was as a result of the change in cargo from low to high density, as well as the mandate from management to achieve higher loading rates. The change in cargo not only created increased loads, but the material properties of woodchips also compared with both chrome and magnetite differ drastically; and these issues must be considered when modifying, designing, or selecting conveyors and their associated equipment. The material properties influence component selection and chute angles, which reduce impact and abrasive wear on the conveyor belts by ensuring a smooth changeover between transfer points. It was also noted that maintenance staff not performing basic tasks such as lubrication or housekeeping (cleaning up spillages) added to the breakdown of the equipment. Installing condition-monitoring devices would be in line with the proposed actions of the FMECA, as these monitoring devices are capable of predicting imminent failures. In some cases, they can prevent failures, such by monitoring bearings that had succumbed to overloading, overheating, or lack of lubrication.
6.4 Survey questionnaire results
The researcher distributed the first survey related to general maintenance practices and strategies in the port to 15 respondents and attempted to achieve a 50 per cent response rate. A minimum of seven or eight responses to the first questionnaire was required to allow for meaningful analysis; the researcher received nine responses, achieving a 60 per cent response rate. Using the results from the first survey, the researcher issued the second questionnaire, which detailed the MCA criteria and the selection of a strategy, to five senior maintenance and engineering staff who could be considered experts in the field and sought an 80 per cent response rate. A minimum of four responses to the second questionnaire would allow for meaningful analysis, with four being received [23]. A maximum of three weeks was allowed for each of the questionnaires to be completed. The survey data was entered from the web-survey platform into the MCA model to calculate the ranking of the maintenance strategies.
The second questionnaire was developed in line with the criteria and weightings used in the MCA analysis. The weightings were ranked in order of cost, considering the cost of implementation and holding spares; safety, encompassing personnel and environment; value added in respect of reputation, improved reliability, reduced maintenance costs, operational impact, and downtime; and schedule, considering the timeline for implementation and its impact on operations. The scores for each item were taken as the average of the scores received from the respondents. The MCA results were analysed and summarised in the bar chart presented in Figure. The reactive approach to maintenance received the lowest score of 24 per cent across all the criteria. Time-based Preventive Maintenance (PM) ranked fourth with a score of 43 per cent, and condition-based PM ranked third with 47 per cent across the criteria, indicating that these approaches were not considered the most effective on conveyor systems. The first- and second-ranked strategies from the MCA scoring had a two per cent difference. The Reliability Centred Maintenance (RCM) approach was placed second with a score of 57 per cent, and the predictive maintenance strategy ranked first with a score of 59 per cent.
Whenever an MCA is performed, it is prudent to discover how sensitive the MCA is to various criteria omissions to ascertain whether a single criterion had in effect propelled a maintenance strategy to the number one option [24]. The results from the sensitivity analysis are shown in Table. It can be seen that the option of the predictive maintenance (PdM) strategy consistently ranked first, with RCM ranking a very close second throughout the sensitivity analysis. The proximity of the scores between the two top-ranked strategies led the researcher to believe that a combination of the strategies should be considered.
7 DISCUSSION
In investigating the existing strategies through a review of the maintenance plans, operational schedules, failure data, and survey results, it was found that staff at the port had differing views about what type of maintenance was being carried out; this is elaborated on and assessed in this section. This was an ideal opportunity to test the theory and application of improving the maintenance approach, strategies, and mindset of staff in the port in question.
The outputs from the FMECA, supported by the results from the Fishbone diagram and the Five Whys method, correlated with the results from the MCA in that a significant number of remedial actions consider the use of condition-monitoring equipment, in line with the predictive approach. The FMECA also covered scenarios in which the RPNs could not be sufficiently reduced with monitoring equipment, and so different remedial actions and maintenance approaches were considered. The combination of maintenance strategies in an operational environment aligned with the notions of an RCM approach. The Weibull review showed that the components in the port were failing at differing rates; and this, in the researcher's view, could also point to the components requiring different maintenance approaches in order to achieve and extend their operational life. This further links with the principles of an RCM strategy. The respondents to the MCA questionnaire had ranked the two top strategies, PdM and RCM with a difference of only two per cent between them. This suggests that a combination of these two strategies could reap greater benefits. RCM applies a combination of RM, PM, and PdM strategies in its approach. The majority of the respondents to the first questionnaire believed that a maintenance strategy that used a combination of reactive, preventive, and predictive maintenance that is based on the part or component and the consequences of its failure was best suited to conveyor belts, which points to an RCM approach. Based on the results of the research analysis from the FMECA, Weibull, Fishbone Diagram, and Five Whys, and supported by the MCA survey results, serious consideration must be given to a combination of the strategies, with predictive maintenance taking a dominant position in the approach. Other maintenance approaches could be considered for areas in the conveyor routes that are not prone to secondary damage, i.e., RM and/or PM. A combination of strategies would appear to be the most effective approach, as different components on the conveyor belts have different operational characteristics, maintenance procedures, and design lives; and those differences are likely to require different strategies. This is supported by the results from the Weibull analysis, which showed varying failure rates for different components. A combination of strategies is not widely used in the port, but it has been implemented in various other industries.
The costs associated with maintenance optimisation strategies are excessive, and so, where possible, adaptations should be made to ensure a tailored fit to the conveyors in the port. The researcher believes that a modified form of RCM would provide the greatest benefit to conveyor routes in the port without causing wasteful expenditure. The modified form must be adapted to the equipment and maintenance requirements of conveyors and ensure that predictive principles are dominant in the maintenance strategy by using robust condition-monitoring devices. The implementation of monitoring equipment on all conveyor routes and components in the port would require a cost and break-even analysis before any implementation takes place, to ensure a return on investment. The predictive-only maintenance approach would require monitoring equipment to be installed on all 40 or so conveyor belts. But by implementing RCM, the amount of condition-monitoring equipment could be reduced, as areas of high concern would be prioritised, and areas where risk could not be reduced, even with monitoring, would be filtered through on the RCM FMECA table. This, theoretically, would reduce expenditure, as these areas would require a different maintenance approach from that of PdM. This would further support the principles of RCM by using a combination of maintenance strategies. The principles of RCM recognise the variations in equipment and components in a plant, and that each item of equipment or component has a different level of importance that is set by its application, failure effects, and its potential consequential damage. This would bring a superior advantage to maintenance management in prioritising maintenance efforts and actions with critical components and areas in the plant. This approach aims to address the fundamental causes of system (equipment and components) failure, while also ensuring that adequate controls and monitoring are in place to envisage, circumvent, or alleviate any possible failures; and this in turn would reduce the impact on their business, reputation, and finances. Considering the outputs from the research methods conducted in this project, together with the literature, the researcher believes that the RCM approach would be best suited, and would bring the greatest benefit, to the conveyor systems. It would have lasting benefits, such as a possible increase in the lifespan of equipment, lower unplanned maintenance costs, and the delivery of effective and modern monitoring reports with better knowledge of the behaviour of the conveyor routes and their associated equipment.
8 CONCLUSION AND RECOMMENDATIONS
The crucial conclusions of the research study are as follows:
• The export routes (particularly berths A, B, and C) account for the majority of all the failures experienced on conveyor routes in the port.
• Conveyor components fail randomly and prematurely, which is unusual for the application, and points to the infrastructure not being able to cope with different cargoes.
• The Five Whys and the Fishbone diagram indicated that overloading is a common cause of the failures. This overloading is attributed to two factors: the belt being overloaded beyond the allowable belt fill to meet targets and overloading as a result of the change in cargoes that the infrastructure is unable to support.
• The FMECA showed that, in theory, condition monitoring can increase detection probability, which in turn reduces failure occurrences.
• The failure analysis methods (Five Whys, Ishikawa, Pareto) supported the outputs from the FMECA in using condition-monitoring equipment to reduce failure occurrences, which in turn would reduce secondary damage.
• The use of an optimised strategy would reduce failure effects in the port- particularly the use of RCM with a focus on predictive maintenance.
The recommendations derived from this study are as follows:
• It is recommended that an investigation into the conveyor design be conducted to verify its capability to transfer heavier density cargoes successfully, as the routes that experienced the majority of failures were those that conveyed the new heavier density cargoes.
• It is recommended that staff be trained annually in the maintenance procedures, tools, and processes involved during maintenance periods.
• It is recommended that an RCM approach with a heavy bias towards predictive maintenance be adopted, as this proved to be the single best option from the MCA in supporting the results from the other analysis methods. The RCM combines the strategies, based on the component type and the failures' effects and consequences.
9 REFERENCES
[1] Pitcher, D. 2013. Determination of minimum pulley diameters for belt conveyors. Int Mater Handl Conf 17, 1-6. [ Links ]
[2] KwaZulu-Natal Department of Transport. 2007. KwaZulu-Natal freight transport data bank. Availablefrom: http://www.kzntransport.gov.za/public_trans/freight_databank/kzn/ports/Richards_Bay/index_xml.html [Accessed on 20 February 2020]. [ Links ]
[3] Transnet Port Terminals. 2015. DBTplant layout. Richards Bay. [ Links ]
[4] Transnet Port Terminals. 2013. Richards Bay Terminal. Available from: https://www.transnetportterminals.net/Ports/Pages/RichardsBay_Multi.aspx [Accessed on 20 February 2020]. [ Links ]
[5] Simon, F., Javad, B. & Abbas, B. 2014. Availability analysis of the main conveyor in the Svea Coal Mine in Norway. Int J Min Sci Technol, 24(5):587-591. [ Links ]
[6] Liu, X., He, D., Lodewijks, G., Pang, Y. & Mei, J. 2019. Integrated decision making for predictive maintenance of belt conveyor systems. Reliab Eng Syst Saf, 188:347-351. [ Links ]
[7] Transnet Port Terminals. 2019. SOW - IMG conveyor maintenance. Available from: https://www.transnetportterminals.net/Supplier/BidNotices/11153414SOW.pdf [Accessed on 20 February 2020]. [ Links ]
[8] Internal Communications, Confidential Report [ Links ]
[9] Bradley, E. 2017. Reliability engineering: A lifecycle approach. Johannesburg (Gauteng) [ Links ]
[10] Exton, A. 2015. Basic conveyor maintenance. Int Mater Handl Conf, 18:1-16. [ Links ]
[11] Internal Communications, Confidential Report [ Links ]
[12] Bless C, Higson-Smith C. Fundamentals of Social Research Methods. 2nd ed. Cape Town: Juta; 1995. [ Links ]
[13] Moubray, J. 1997. Introduction to reliability-centred maintenance (2nd ed.). Oxford: Butterworth-Heinemann. [ Links ]
[14] Shortt, G. 2015. Diploma course in the design and operation of belt conveyors. Johannesburg. Conveyor Manufacturers Association of South Africa. [ Links ]
[15] Zimroz, R. & Krol, R. 2009. Failure analysis of belt conveyor systems for condition monitoring purposes. Mining Science;128(36):255-270. [ Links ]
[16] Burduk, A. 2012. Assessment of risk in a production system with the use of the FMEA analysis and linguistic variables. [ Links ]
[17] Internal Communications, Confidential Report [ Links ]
[18] Rausand, M. & Hoyland, A. 2004. System Reliability Theory: Models, Statistical Methods, 2nd Ed, John Wiley & Sons, Hoboken. [ Links ]
[19] Zeeuw van der Laan, B. 2016. System reliability analysis of belt conveyor. [ Links ]
[20] Luko, S.N. 1999. A review of the Weibull distribution and selected engineering applications. SAE Technical Paper. [ Links ]
[21] Ojha, S., Pal, B. & Biswal, B. 2015. Minimising the breakdown in belt conveyor system of coal handling plant. SSRG Int J Mech Eng, (2(9):3-6. [ Links ]
[22] Kumar, M.P., Krishna, M., Raju, N.V.S. & Kumar, M.V.S. 2018. Failure criticality analysis using Fishikawa diagram (A case study of dumpers at OCP, Ramagundam), International Journal of Creative Research Thoughts, Journal No: 49023, 378-384. [ Links ]
[23] Joseph, A.I. 2019. An analytic hierarchy process model approach to selecting a maintenance strategy for a new nuclear power plant. Doctoral Dissertation, University of the Witwatersrand, Johannesburg. [ Links ]
[24] Internal Communications, Confidential Report [ Links ]
Submitted by authors 08 Sep 2021
Accepted for publication 14 Dec 2021
Available online 06 /May 2022
ORCID® identifiers
L. Naidoo 0000-0002-4132-4090
J. Jones 0000-0002-5380-0197
V . Sharma 0000-0002-6200-7422
* Corresponding author John.Jones@wits.ac.za


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}