










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkSouth African Journal of Industrial Engineering
On-line version ISSN 2224-7890
Print version ISSN 1012-277X
S. Afr. J. Ind. Eng. vol.32 n.3 Pretoria Nov. 2021
http://dx.doi.org/10.7166/32-3-2665
SPECIAL EDITION
Optimisation of a resin-coated chromite sand for rapid sand casting applications
N.V. TshabalalaI; K.D. NyembweI; P.J.M. van TonderII
IDepartment of Engineering Metallurgy, University of Johannesburg, South Africa. N.V. Tshabalala: https://orcid.org/0000-0003-3515-1151; D.K. Nyembwe: https://orcid.org/0000-0003-1802-699X
IITechnology Transfer and Innovation, Vaal University of Technology, South Africa. https://orcid.org/0000-0003-4756-8747
ABSTRACT
Applications of three-dimensional printing (3DP) to sand casting have been well-established in the last two decades. The preferred raw material is silica (quartz) sand, as it is the most readily available and cost effective sand. However, silica sand as a refractory material has some technical limitations, including high thermal linear expansion, low refractoriness, and thermal conductivity. Therefore, it is not suitable for all castings. Other refractory sand types are available, including chromite sand, which is abundantly available in South Africa. Analysis of the physical and chemical properties of in-laboratory coating of a locally available chromite sand was conducted through known metal foundry tests that provide an understanding of the quality and suitability of the use of chromite sand as a potential substitute for silica material for rapid sand-casting applications. The results of this study will inform the industry about the optimisation of parameters for the manufacturing of a resin-coated chromite sand and its use in additive manufacturing using a Voxeljet VX 1000 printer.
OPSOMMING
Toepassings van driedimensionele druk tot sandgietery is oor die laaste twee dekades gevestig. Silikasand geniet voorkeur as die gietvormmateriaal, omdat dit volop en koste-effektief is. Silikasand het egter verskeie tegniese beperkings, onder andere hoë termiese uitsetting, lae vuurvastheid en termiese geleiding. Dit is dus nie vir alle gietstukke gepas nie. Ander vuurvaste sandsoorte is beskikbaar, insluitend chromietsand. Chromietsand is volop beskikbaar in Suid-Afrika. 'n Ontleding van die fisiese en chemiese eienskappe van 'n in-laboratorium bedekte, plaaslik verkrygbare chromietsand is uitgevoer deur bestaande gietery toetse. Die toetse beskryf die gehalte en geskiktheid van silika materiale vir blits sandgietery toepassings. Die resultate van hierdie studie dra by tot die optimering van die parameters vir die vervaardiging van harsbedekte chromietsand en die gebruik daarvan in toevoegingsvervaardiging met 'n VoxelJet VX 1000 drukker.
1 INTRODUCTION
Additive manufacturing (AM) is a manufacturing technique by which digital 3D design data is used to build up a component by depositing material in layers [1]. Applications of three-dimensional printing to sand casting have been well-established in the last two decades [2]. One of the major benefits of using 3D printing is that it allows for the gating system to be designed into a sand mould. This advantage, coupled with pattern-less sand and core moulding, reduces overall production costs because making the patterns prior to moulding is costly and takes a long time, which affects the delivery time to market. The process not only saves resources: it also decreases the total cost of the materials used during the printing process [3], [4].
Commercial technologies used in rapid sand casting include ExOne Company LLC (NASDAQ: XONE) [5] and Voxeljet AG (NASDAQ:VJET) [6]. They are becoming more prominent in the AM industry, and use 3DP technology. This process is one of the most encouraging and quickly evolving technologies, with applications across a number of industries. It involves the additive layering of powdered material, such as refractory sand, whose layers are glued together using binder jetting technology to create a finished product that resembles the CAD data [7].
This 3D printing technology is used in different sectors and industries: visual aids and artistic aesthetics; presentation and functional models; short-run and series productions; mould, core, and pattern-making, predominantly in the foundry industry; spare and custom parts; device covers; and research and education [4].
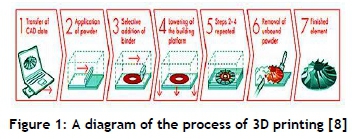
The Voxeljet furan 3D printing process can be summarised as mixing a pre-determined amount of aryl-sulphonic acid catalyst per quantity of sand. The printing process will re-coat a 300µm layer of sand onto a building platform, as described previously. The print head then passes over the platform and selectively places a furan binder on the sand layer, corresponding to the geometry of the sliced design data. The platform is subsequently dropped by one layer's thickness, and the re-coater applies a new layer that is again selectively fused by the print head [8], [9].
This process is repeated until the final part is completely formed, based on a CAD file loaded into the 3D printer, as shown in Figure 1 above. After the print is finished, the part must be left in the job box to cure fully; it can then be removed and have leftover un-bonded sand cleaned off it.
Silica sand is the most widely used refractory moulding material for both foundry sand moulding and AM applications, owing to its ready availability and its cost effectiveness compared with other sand types [10]. However, silica sand is known to have a high thermal expansion of 1.6%, low refractoriness, and a low specific gravity of 2.65 [11].
Chromite sand is often used as an alternative to silica sand, especially when the moulds require a low thermal expansion of 0.6%, high refractoriness, and a high specific gravity of 4.66. Chromite sand is known to offer higher metal penetration resistance, excellent chilling ability (which stems from having elevated thermal conductivity), and superior dimensional strength (which stems from its low thermal expansion), allowing improved surface finish and final product features [12], [13].
Because local foundries use chromite sand to make moulds and cores, the local availability of chromite created a need to investigate the compatibility of using chromite sand in the rapid sand-casting process offered by the Voxeljet VX1000 platform.
An optimisation of the coating of chromite sand and the subsequent properties of the material was carried out in this investigative work in order to give an indication of the quality and the suitability for use of chromite sand refractory material for rapid sand-casting applications using the Voxeljet VX1000 printer. This research paper aims to determine whether or not chromite sand can be used in rapid sand-casting applications.
2 METHODOLOGY
In this study, the mechanical properties of sand testing samples were determined by producing bend strength samples while using a conventional hand-ramming method in a foundry laboratory, according to the American Foundry Society (AFS) standard [14].
The raw materials used were locally sourced chromite sand, imported furfural alcohol (binder), and aryl-sulphonic acid (catalyst) from Voxeljet Ltd, the original equipment manufacturer (OEM), in order to ensure that the raw materials adhered to the OEM's quality requirements. The chromite sand was assessed for its viability for use with a Furan-No-Bake sand system.
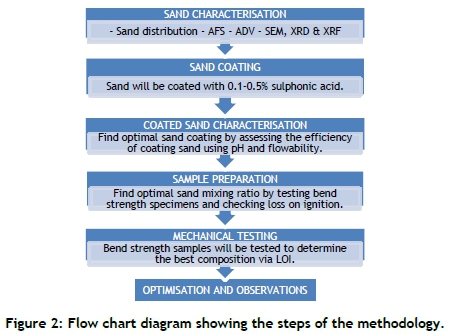
Figure 2 below shows all of the steps followed in this investigation. It adopted six steps that are elaborated upon in the next section.
2.1 Sand characterisation
The characterisation of five different chromite sands that were acquired from local suppliers was undertaken in a research paper that will be published for the 2021 conference of the Southern African Institute for Industrial Engineering [15].
The critical quality attributes looked at in that investigative work were the pH, acid demand value (ADV), grain shape, fine aggregate angularity, bulk density, American Foundry Society grain fineness number (AFS GFN), and particle size distribution of the chromite sands. A few of these results are shown below in Figures 3 and 4 and in Table 1, based on the papers by [16], [17], and [18], which ouline the critical factors that qualify refractory materials for three -dimentional priniting purposes. One out of the five chromite sands was analysed further in this research paper, as it met the furan binder and 3D printing requirements presented in this paper.

Sands that have a high ADV of more than 6 ml require high acid catalyst levels, while sands that have an ADV of more than 10 to 15 ml are not at all suitable for use in acid-catalysed binder systems [11]. Chromite sand has an ADV of 4ml, and so meets the requirements for use in an acid catalyst binder system.
The grain shape of the chromite sand appears to be sub-angular and rounded according to the grain shape chart shown in Figure 3 above. The foundry industry typically favours a sub-angular grain shape distribution because of its standard binder requirement, flowability, permeability, and mould strength [11]. The angularity of the sand grains will thus be a key factor, as it will mostly affect the layering of the sand during 3D printing. The rounded grains improve the flow-ability of the sand, which is why it is preferred [18].
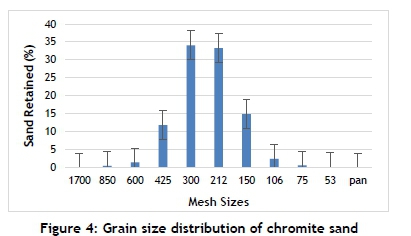
It can be seen in Figure 4 above that the chromite sand has a narrow size distribution. A narrow grain size distribution is generally favoured, as it has finer grains and thus tends to produce a smoother surface finish in castings; it also decreases post-processing costs and production time [11], [3]. It also inhibits grain segregation - an occurrence that could result in the mobility of the coarser grains in the sand during the process of 3D printing [17].
A sand with 95% spread across four to five screens reduces defects by minimising expansion. Thus this sand meets the requirements, and will also give good compaction during the moulding process for 3D printing, as shown in Table 1 below [16].
The allowable value of fine particles is 2%. For this chromite sand, the value of fines falls well within the required limit, as it is recorded at 0.41% (as shown in Table 1 below). This is significant because, according to the theory, fine-grained particles promote a gas-casting defect owing to their low permeability, as they sit in between the grains and trap gas during casting [11].
The American Foundry Society (AFS) grain fineness number (GFN) is calculated to be 45.9 for the characterised sand. The specification, determined by foundries and based on casting applications, usually ranges from 25 and 170. Smoother casting and mould surfaces are reflected in higher AFS values, which indicate that the refractory material is a fine sand [11], as shown in Table 1 above.
2.2 Coating of sand
The chromite sand was coated per weight of sand ranging from 0.1 to 0.2, 0.3, 0.4, and 0.5% sulphonic acid catalyst, using batch mixing equipment. The reason for this range of percentages was that, in silica sand trials, [17] proved that 0.3% sulphonic acid coating was optimal. We decided to coat above and below this value to determine the optimum for chromite sand and to see what would work, as it has different sand properties, such as bulk density, grain shape, and angularity.
2.3 Coated sand characterisation
The chromite sand was coated per weight of sand, ranging from 0.1 to 0.2, 0.3, 0.4, and 0.5% sulphonic acid catalyst; their respective pH and flowability readings were taken immediately after coating, after 24 hours, and after 48 hours to determine the influence of storage time on these properties.
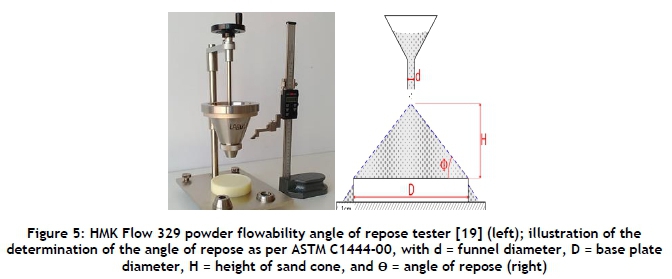
The pH was measured according to AFS 5113-00-S, and the flowability was measured according to ASTM C1444-00, using the HMK Flow 329 powder flowability angle of repose tester, as shown in Figure 5 below. These techniques were used in order to assess the efficiency and quality of the coated sand before reacting the sand with furan, which was a crucial part of this investigation.
The base of the cone is obtained by pouring the sample in the form of powder or granules while stirring when necessary through a special funnel placed at a fixed height above a level plate; and the tangent of the angle of repose can be determined by reading off the height of the powder cone, then calculating the powder's angle of repose according to the formula. The method is also applicable to other powders and grains with comparable properties.
The flowability of the acid-coated sand was determined by the angle of repose, which ideally should be below 450 in order to be acceptable, thereby prevent the clogging of the printer during the sand layering [16]. The angularity of the sand grains is thus a key factor, as it mostly affects the layering of the sand during 3D printing. The rounded grains improve the flowability of the sand, and so they are preferred.
2.4 Sample preparation
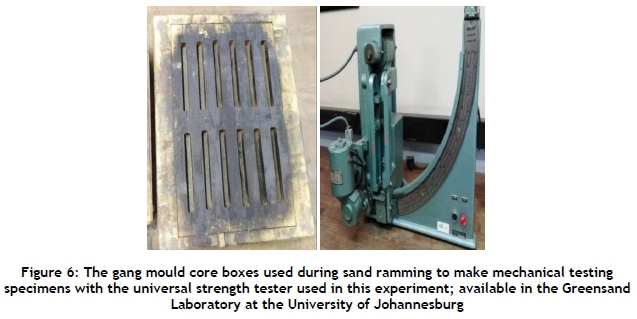
The samples were made using the hand-ramming method, which is conventionally used in the foundry industry. Upon mixing/reacting the coated sand with resin, the test samples were produced by ramming the sand into a bend strength gang mould core box, as shown in Figure 6, with the reacted sands of different compositions, ranging from 0.1 to 0.2, 0.3, 0.4, and 0.5% of sulphonic acid catalyst and also 4% furfural alcohol binder per weight of the sand, in order to determine the best combination of mechanical strength properties according to the Voxeljet specifications.
The 4% binder used in this study was based on the preliminary test results that were carried out before this investigative work. The results showed that this value of binder was sufficient to yield high strengths. We looked at binder contents from 1% to 5% per weight of sand; 4% was then selected. Three sand samples were tested, and the average was reported for each combination of alcohol and catalyst.
2.5 Mechanical testing
A universal strength testing machine was used according to the instructions provided by Ridsdale Dieter [20] in order to determine the bend strength. The sand samples were tested in their cured and uncured states. The latter refers to the green state of the samples before being heated after 24 hours self-setting at room temperature; and the former refers to the post-processing of the various test samples by heating them to 1100C in an air-ventilated oven for two hours, as prescribed by Voxeljet. The cured and uncured samples were then tested after 24 hours of curing. The universal strength tester equipment used is shown in Figure 6 above.
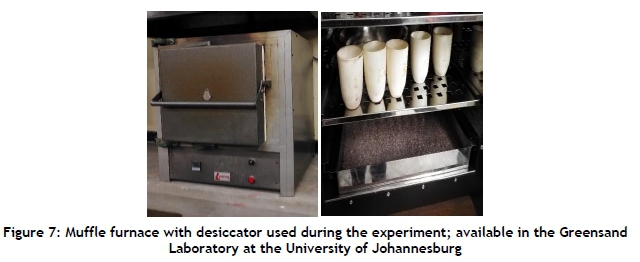
2.6 Loss on ignition
The test was conducted according to AFS specifications [14] using the mixed sands ratios, in which the addition of sulphonic acid was varied, with compositions ranging from 0.1 to 0.2, 0.3, 0.4, and 0.5% with sulphonic acid catalyst and with 4% furfural alcohol binder from the fractured testing specimens that were collected after the initial mechanical strength tests, The equipment used is shown below in Figure 7.
3 RESULTS AND DISCUSSION
This section presents the results of the experimental work.
3.1 The pH results
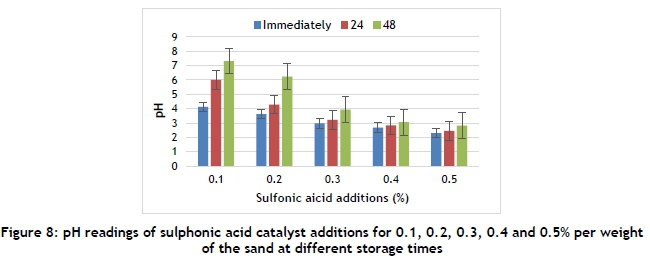
Figure 8 below shows the pH readings of the sulphonic acid catalyst additions for 0.1, 0.2, 0.3, 0.4, and 0.5% per weight of the sand, which needs to be close to 3.4, according to the Voxeljet guidelines. The closest value to this was 3.21 for 0.3% per weight after 24 hours of storage. It then went up to 3.94 after 48 hours. The pH appeared to decrease with increases in catalyst addition, indicating that more acid was introduced to the sand via coating (sulphonic acid), and that it decreased with a longer storage time because of acid evaporation as the coated sand was exposed to the environment.
3.2 The flowability results
Figure 9 below shows the flowability of all of the compositions for 0.1, 0.2, 0.3, 0.4 and 0.5% sulphonic acid catalyst addition. The recommended storage time for freshly coated resin-bonded sand is a minimum of two days [17]. The flowability of the sand appears to increase with a longer storage time, indicated by a low angle of repose; this could be as a result of acid evaporation, as shown in Figure 9 below.
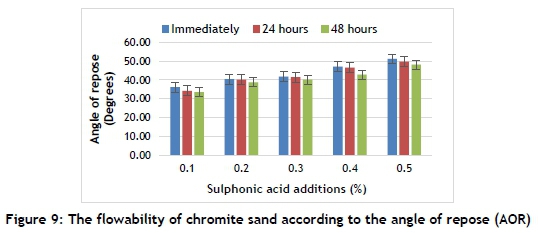
Increasing the catalyst addition results in a decrease in the flowability of the sand, which is indicated by a high angle of repose. These phenomena were also reported in a paper on a local silica sand [17].
The resting period allows the carrier fluids to evaporate, reducing the capillary forces between the sand particles and allowing the improved flowability of the sand [12]. The lowest angle of repose that gave good flowability during printing was observed after 48 hours' storage time with 0.1% sulphonic acid catalyst at 33.66 degrees; 0.2% and 0.3% gave 38.73 and 40.25 degrees respectively. All of those fell within the good flowability range - that is, between 36 and 40 degrees, when aid is not required during the printing process [21].
3.3 Bend strength and loss on ignition results
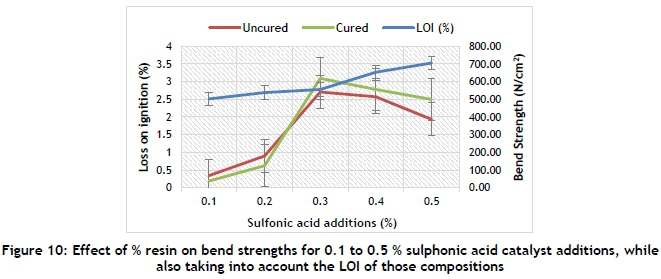
Figure 10 below shows the results for bend strength for both the cured and the uncured samples, plotted against LOI at 4% furfuryl alcohol binder with different sulphonic acid catalyst additions that ranged from 0.1 to 0.5%. This increase in bend strength was expected, as increasing the catalyst also increased the acid levels introduced into the sand, thus yielding higher strengths.
The result show that the sulphonic acid addition samples of 0.1 and 0.2% were unable to harden, even after curing, as can be seen in Figure 10 above. This could have been as a result of an increase in pH, as acid evaporation took place while the chemically coated sands were in storage, and could mean that little or not enough acid was left over in the sand to react with the binder after the recommended 48 hours storage time, as can be seen in Figure 8 above.
Peak bend strengths were seen for the cured sample giving 618.75 N/cm2 and for the uncured sample giving 541.66 N/cm2 coated with 0.3wt% catalyst addition, with an LOI of 2.78%. The bend strength of the coated sand of 0.4wt% catalyst addition also showed potential, with an LOI of 3.0% giving 514. 59 N/cm2 and 556.25 N/cm2 for the uncured and cured samples respectively. However, because of the difference in the bulk density of the two sands (chromite and silica sands), a bend strength higher than the 220 N/cm2 value would be advantageous.
Both additions were in the recommended value range of 3% or less for nonferrous steel and 3.5% or less for iron for the LOI readings, which, according to [11], [3], had to be below the threshold to prevent any gas defects occurring during metal casting.
4 CONCLUSION
The purpose of this investigation was, first, to determine whether the chromite sand could be used with the 3D printing process and, second, to determine the addition of resin and catalyst that produced acceptable bend strength, flowability, pH, and LOI tests. The addition of sulphonic acid that proved to be optimal was 0.3% in respect of the pH and flowability requirements, and the optimal furfuryl alcohol was 4%, based on the LOI and bend strength results.
5 RECOMMENDATONS
We recommend that 4% furfuryl alcohol (resin) be used with 0.3wt% sulphonic acid (catalyst) for 3D printing with chromite sand, as that would meet all of our requirements in respect of the LOI, bend strength, and flowability of the coated sand.
Further investigation is needed to optimise the binder additions, as over-catalysation was suspected with the 4% binder used in this experiment; we shall now consider reducing the binder. Thus 2wt% and 3wt% furfuryl alcohol binder additions at 0.3wt% sulphonic acid addition will be investigated, as lower binder contents reduce costs.
6 FUTURE WORK
Future research will apply the knowledge acquired from this pilot study to print compression, friability, bend, and tensile strength test samples using the VX1000 3D printer at the VUT Southern Gauteng Science and Technology Park with the above-mentioned compositions and the reported results. The full impact of the research will be expanded to include the cost and sustainability of the alternative refractory material that was suggested and investigated - in this case, chromite sand.
REFERENCES
[1] O. Johnson, "3D printing with sand: Fast, economical casting molds," 2018. [Online]. Available: http://www.voxeljet.com/materials/sand [Accessed 15 June 2019]. [ Links ]
[2] K. Nyembwe, "Assessment of surface finish and dimensional accuracy of tools manufactured by metal casting in rapid prototyping sand moulds," South African Journal of Industrial Engineering, vol. 23, no. 3, pp. 130-143, November 2012. [ Links ]
[3] The Welding Institute Ltd, "What are the advantages and disadvantages of 3D printing?" 2015. [Online]. Available: https://www.twi-global.com/technical-knowledge/faqs/what-is-3d-printing/pros-and-cons [Accessed 20 May 2021]. [ Links ]
[4] C. Mawere, "The impact and application of 3D printing," International Journal of Science and Research (IJSR), vol. 3, no. 358, pp. 2319-7064, 2012. [ Links ]
[5] ExOne, "3D printing technology," 2021. [Online]. Available: https://www.investor.exone.com/ [Accessed 22 September 2021]. [ Links ]
[6] Nasdaq, "American depository shares," 2021. [Online]. Available: https://www.nasdaq.com/market-activity/stocks/vjet [Accessed 22 September 2021]. [ Links ]
[7] N. Reiff, "5 biggest 3D printing companies," 2020. [Online]. Available: https://www.investopedia.com/articles/investing/081515/three-biggest-3d-printing-companies.asp [Accessed 12 May 2021]. [ Links ]
[8] Voxeljet AG, "The 3D printing process: Binder jetting," 2020. [Online]. Available: https://www.voxeljet.com/binder-jetting-technology/ [Accessed 14 May 2021]. [ Links ]
[9] S. Sama, "Case studies on integrating 3D sand-printing technology into the production portfolio of a sand-casting foundry," Inter Metalcast,14(1) pp. 12-24, 2020. [ Links ]
[10] A. Turkeli, 2017. "Sand additives, properties and reclamation," Lecture Notes, Marmara University. [Online]. Available: http://mimoza.marmara.edu.tr/~altan.turkeli/files/cpt-2-sand_sand.pdf. [Accessed 25 March 2020]. [ Links ]
[11] R. Brown, Foseco ferrous foundrymen's handbook, Johannesburg, Butterworth Heinemann, 2000. [ Links ]
[12] F. Schleg, Technology of metal casting, Illinois, American Foundry Society, 2003. [ Links ]
[13] K. Woods, Sand distribution effect on three dimensional printed sand properties, Cedar Falls, UNI ScholarWorks, 2018. [ Links ]
[14] American Foundry Society, Mold and core test handbook, Illinois, American Foundry Society, 2006. [ Links ]
[15] J.L. Chauke, N.V Tshabalala, D.K Nyembwe & P.J.M van Tonder., "Evaluation of local chromite sands for rapid sand casting applications," in Southern African Institute of Industrial Engineering, Muldersdrift, 2021. [ Links ]
[16] M. van Tonder, "Development of a quality assurance framework for chemical coated sand used in additive manufacturing technologies," RADPDASA Conference, Bloemfontein, 2019. [ Links ]
[17] O. Dady, "Sulphonic acid coating of refractory sand for three dimentional printing applications," RADPDASA Conference, Bloemfontein, 2018. [ Links ]
[18] O. Dady, "Rapid sand casting trials using a local ceramic sand," RADPDASA Conference, Johannesburg, 2019. [ Links ]
[19] Dandong HMKTest Instrument Co. Ltd, "Angle of repose tester," [Online]. Available: http://www.aimsizer.com/labulk-0313-surface-active-agents-angle-of-repose-tester.html [Accessed 17 June 2020]. [ Links ]
[20] Ridsdale & Co., "Foundry sand testing equipment operating instructions," Newham Hall, Newby, Middlesbrough, 2009. [ Links ]
[21] A. Schussele, "Note of measurement of flowability according to the European Pharmacopoeia," International Journal of Pharmacy, vol. 257, pp. 301-304, 2003. [ Links ]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}