










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkSouth African Journal of Industrial Engineering
On-line version ISSN 2224-7890
Print version ISSN 1012-277X
S. Afr. J. Ind. Eng. vol.31 n.1 Pretoria May. 2020
http://dx.doi.org/10.7166/31-1-2282
GENERAL ARTICLES
Implementation framework for automotive technology: how to introduce hybrid and electric vehicles into automotive production lines
W.L. OttoI, II, #; T. Dirkse van SchalkwykII, *; C.S.L. SchutteII
IMercedes-Benz South Africa Limited, South Africa
IIDepartment of Industrial Engineering, Stellenbosch University, South Africa
ABSTRACT
In 2016 Mercedes-Benz SA introduced hybrid vehicles into their East London factory, pioneering high-voltage automotive manufacturing in the country. When the implementation decision was made, the factory was given less than a year to introduce this dangerous new technology at a level that met stringent international safety and quality standards, against a backdrop of a lack of applicable local legislation. This study creates a framework whereby future highvoltage automotive projects can be introduced safely, effectively, and efficiently. The implementation framework for automotive technology (IFAT) was validated against the data of Mercedes-Benz's C350e Plug-in Hybrid Project, and aims to support the local automotive industry in its preparations for e-mobility.
OPSOMMING
In 2016 het Mercedes-Benz SA hibried voertuie by hul fabriek in Oos Londen bekend gestel. Die C350e moes 'n baanbreker vir 'hoëspanningsmotorvoertuigvervaardiging' in Suid-Afrika wees. Die fabriek het minder as 'n jaar gehad om vir hierdie potensiële gevaarlike nuwe tegnologie voor te berei en dit te integreer op 'n vlak wat aan streng internasionale veiligheids- en gehalte-standaarde voldoen, gegewe die agtergrond van 'n gebrek aan gepaste veiligheidswetgewing in die land. Hierdie studie is gemik daarop om so 'n raamwerk te skep vir die veilige, effektiewe en doeltreffende bekendstelling van hoëspanningstegnologie. Die Implementeringsraamwerk vir motorvoertuigtegnologie wat in hierdie studie gekonsepsualiseer en geverifieer is, is gevalideer teen die C350e projek. Dit bied unieke leiding aan vervaardigers wat betref die bekendstelling van hoëspanningstegnologie in hul produksielyne.
1 INTRODUCTION
Manufacturing systems have evolved over the centuries, shifting from one paradigm to the next; and in recent years the competition has become truly global. The speed with which companies need to adapt to market requirements and with which they need to adopt new technologies is unprecedented. The same holds true for production sites, as the ability to build and sell any configuration of a company's products is a competitiveness strategy for many manufacturing plants. Where the same model is built in multiple global locations, a manufacturing plant that cannot produce a certain variant or configuration is at a distinct disadvantage, as it cannot compete with the other plants to produce those orders. The associated rise in complexity for those production locations can be viewed as a direct result of a strategy for competitiveness. There often remains a gap, though, between the inherent values of a technology and the ability of organisations, or manufacturing plants, to put it to work effectively. With mounting global competition, the gap between a technology's promise and its achievement is a major concern for all companies and manufacturing plants. In the globally competitive automotive sector, what most manufacturing plants lacked until recently was a practical guide to implement new technologies safely, effectively, and efficiently.
With the global trend toward e-mobility, it was perhaps inevitable that at some point a South African automotive plant would be asked to move in this direction too, whether they were ready or not. In November 2015, to meet increasing global demands, Daimler AG instructed its local subsidiary, MercedesBenz South Africa, to start producing the Plug-in Hybrid variant of its popular C Class model. This multimillion Euro project was kicked off a few days later in the South African factory, with the goal of delivering units to market by the third quarter of 2016, giving the factory less than a year to introduce a complex, potentially dangerous new technology, and to deliver a product meeting international Mercedes-Benz quality and safety standards. At the time of the implementation decision, no other local automotive manufacturers were producing high-voltage-enabled vehicles or using such components. There was also no specific South African legislation governing how technology of this kind should be treated in the workplace, nor any framework for how it could be introduced safely, effectively, and efficiently. The risks, and the associated resistance, had to be carefully managed by the implementation team against the backdrop of this lack of applicable safety legislation or regulations.
2 PROBLEM STATEMENT
Mercedes-Benz South Africa was the first, but very likely not the last, South African manufacturer to be asked to implement high-voltage technology, and although the instruction to implement a technological change is typically initiated at a strategic level, the implementation of that decision often occurs at a lower stratum, necessitating a more practical approach. Current change management methodologies are too conceptual for the rapid implementation required by the globally competitive automotive industry, specifically in their manufacturing plants. While many frameworks have been proposed to manage change and complexity, no practical and measurable framework was available whereby manufacturing plants could introduce high-voltage technological change, such as the introduction of the C350e, to their production lines, and the local implementation team needed such a framework to implement it safely, effectively, and efficiently.
The aim of this research was to understand the intricacies of change management and complexity management, and specifically the aspects applicable to introducing technological change to automotive production lines. The key elements necessary to formulate a conceptual framework to aid manufacturers with these types of projects were identified, and the focus was placed on the high-voltage technology needed to produce hybrids and electric vehicles. The goal of this research was to conceptualise, verify, and validate a practical and measurable linear framework to facilitate the rapid implementation of this technology, and to support competitiveness in the global automotive industry. It is hoped that this will be the foundation for a framework for the automotive sector, similar to what the consolidated framework for implementation research (CFIR) is in the healthcare sector [1]. The approach, similar to that taken by the CFIR, was to embrace, rather than replace, the existing literature and body of knowledge. The implementation framework for automotive technology (IFAT) developed in this study consolidates a myriad of different yet overlapping concepts, and bridges their individual shortcomings to offer a meta-theoretical holistic solution to introducing high-voltage technology to automotive production lines safely, effectively, and efficiently.
The research objectives were to:
• Obtain a comprehensive understanding of change management, complexity management, and implementation theory in the context of high-voltage automotive technology.
• Develop and verify a conceptual framework to introduce high-voltage technological change in the existing production lines of automotive manufacturers.
• Validate the framework with data from Mercedes-Benz South Africa's pioneering C350e Plug-in Hybrid Project.
• Provide a validated, practical framework to introduce and implement high-voltage technology, maintaining the identified pre-requisites and automotive standards, while measuring the associated impacts on production.
3 RESEARCH DESIGN
The Soft Systems Methodology (SSM) was selected as the guiding methodology for the research, due to its proven effectiveness at dealing with social problems such as change management. SSM can be viewed as a multidisciplinary approach to problem-solving and an action-orientated method of inquiry into difficult situations, where the user learns by investigating the situation and then defining the necessary actions to improve that situation. SSM has been shown to be very well-suited to management-related problematic situations in the organisational context [2]. The scale and complexity of the research necessitated this approach, rather than a mechanistic systems engineering worldview, as it dealt primarily with soft human activity rather than with hard systems that could be engineered in a vacuum.
A progressive approach of different analysis methods was used in order to create a framework that addressed the research aim and objectives. Initially, a narrative literature review was done to summarise the existing body of knowledge and the literature related to the topic, and to define the problematic situation. A systematic literature review was then used to delve deeper and to facilitate a comprehensive review of the relevant literature. This provided most of the theoretical foundation and understanding of the framework. The conceptual framework was verified against the research requirements, and validated against a case study of the only relevant introduction by a South African automotive manufacturing plant to date, the C350e Plug-in Hybrid Project. A pilot and four production trials served as iterations. Having validated the framework, conclusions were reached, and recommendations for further research were provided.
4 LITERATURE REVIEW
4.1 The CFIR as a foundation for the IFAT
It was recognised that healthcare interventions that were proven effective in research studies often failed to translate to correlating improvements in real patient treatment and care in various contexts. Many implementation theories were described in implementation science that promote the effective implementation of healthcare interventions, and, while significant overlap could be seen when comparing these theories, each in its own right lacked crucial elements of some of the others. The CFIR was intended to incorporate all the common concepts from the published work in implementation science, as well as the unique ones from the various articles and theories, to create a multi-dimensional framework that would embrace, rather than replace, the existing research. It was aimed at advancing the field of implementation science and providing a platform on which the field's knowledge base could be expanded. This is what the IFAT aims to do for automotive technology, specifically for the high-voltage technology associated with e-mobility.
4.2 Change management
Although it can often be emergent, change can also be managed. Change management is the study of "moving an organisation from an old state to a new one in a planned way" [3]. Change management as a field of study is widely accepted to have stemmed from the pioneering work of Kurt Lewin, whose 'unfreeze-change-refreeze' or 'changing as three steps' model is believed to be at the core of almost all modern change management theory [4]. More than 40 models and constructs were studied to develop the IFAT, forming three main clusters, describe below.
4.3 Change uptake concepts
It has been shown that not everyone accepts change at the same pace. In 1962, Prof. Everett Rogers set forth his 'diffusion of innovation' model, depicting change acceptance as a norm distribution comprising five different groups [5]. The 'innovators', 'early adopters', 'early majority', 'late majority', and 'laggards' all have unique characteristics that need to be understood if they are to be managed effectively. Not everyone will accept change in an early stage, no matter how convincing the 'pitch' may be; but an astute implementation team can use this knowledge to their advantage. By understanding change uptake concepts, the strengths and weaknesses of different types of people can give the implementation team the necessary tools for a successful introduction.
4.3.1 Organisational change capability models
These models provide insight into factors that influence an organisation's ability to implement change successfully. Many such models and frameworks exist, with varying and often overlapping concepts of what influences and determines success. The activities of communication, sponsorship, coaching, and training, as well as resistance management, emerge across many models, and can be viewed as over-arching organisational change capability levers. These are not activities to be done in isolation, but rather are tools that an implementation team can use to drive change in an organisation effectively and successfully.
4.3.2 Linear change methodologies
Linear change methodologies provide a step-by-step approach to change management. They provide a practical 'do this, then do that' approach that is substantially more tangible than most change management methodologies, and arguably more applicable for use in rapid implementation projects. To meet the research objectives, a practical step-by-step approach was required, and linear change concepts provide this practical methodology. A linear approach therefore forms the core around which the IFAT was developed.
4.4 Complexity management
Complexity in systems - specifically, production systems - is of significant concern to companies, as it has been shown that lowering complexity can be linked to increased performance of the manufacturing network. Complexity should therefore be treated as a cost criterion that companies should strive to minimise (Wiendahl and Scholtissek 1994) [7]. It is reported that the food conglomerate Kraft created a $400 million annual saving 'simply' by removing complexity from the manufacturing and supply operations of Toblerone chocolate [8].
Automotive companies around the world operate in an extremely competitive industry, with regulations regularly being strengthened and market and customer demands constantly changing. While product and process variety is seen as a way of improving the customer's value-perception, they also create complexity for the organisation, and companies are always looking at ways to mitigate related increases in manufacturing costs [9] [10]. When automotive manufacturing is considered, the relevant domains of complexity can be clustered into three sub-categories: product complexity, production/process (manufacturing system) complexity, and organisational complexity [11].
4.4.1 Product complexity
'Product variety' can take a number of forms, and has to do with the variances of parts and their combinations, such as different colour parts and different sizes of engine. Option complexity relates to the number of configuration options on the products, such as a model having full roof, sunroof, or panoramic roof options. 'Model mix complexity' is the variety of different models built on the same assembly line. Simulations and empirical data show that an increase in product variety in automotive production leads to a significant negative impact on performance, in terms of both quality and productivity [12].
Product complexity can be mitigated in a number of ways, including modularity. A modular supply chain can greatly reduce complexity in production plants. A manufacturing plant could, for example, reduce the complexity of handling and assembling hundreds of parts in-house, and instead opt to have a Tier1 supplier deliver sub-assembled cockpits, axles, etc. Another example of mitigating product complexity that is gaining traction is that of 'Warenkorb', or 'shopping cart'. This concept seeks to simplify assembly operator tasks by giving the responsibility for picking the correct parts to the supply chain rather than to the operator. Under this concept, a 'shopping cart' is filled only with the parts for a specific vehicle, so the operator does not need to decide on applicable parts; they 'simply' fit the parts that are on the trolley that accompanies the vehicle, greatly mitigating the product complexity for the operator. This method also reduces waste by eliminating walking, and significantly reduces line-side space requirements by removing racking. Standardising components is often not practically possible for manufacturing plants that typically build according to the design intent of their centralised research and development divisions, while the ability to reduce the size of the product portfolio is mostly limited by the competitiveness strategy previously discussed.
4.4.2 Production and process complexity
An important aspect of assembly system design is sequence planning, as robust assembly planning can reduce complexity. The physical and logical layout of a manufacturing system dictates material flow planning, particularly the movement of parts and tools to and from warehouses and on the shop floor. This complexity correlates not only with transportation costs, but also with overall resource efficiency. Operators at various stations along an assembly line often manually select and assemble components. They must select the right parts and the correct tool to assemble the order according to the customer's requirements. Complexity is manifested in the worker's effort to recognise, grasp, orient, insert, and assemble. This process of continuously selecting precisely the correct combination of parts and tools is often repeated hundreds of times a day to produce the vehicles to specification. As this variety increases, the operators are faced with growing complexity and the need for quick decision-making in a 'takt'-based environment, influencing overall system performance. Higher complexity is linked to a longer assembly time for manual assembly, and for automatic assembly it translates into higher equipment costs. The 'Warenkorb' technique also mitigates production and process complexity by reducing these decision parameters.
A manufacturing system should not be seen as a fixed object, but rather as one that is subject to adaptation and emergence [13]. Well-designed systems often have features that allow for adaption and reconfiguration, including modular design (both physically and in logic), cellular workstations, buffers, and physical de-couplers. Reconfigurable systems that are able to produce a high variety of different products often include technological enablers such as functional changeability, scalability, and modularity [14]. It has been shown that, as product variety increases, the optimal supply chain configuration moves from non-modular to modular assembly [12]. Modularity, therefore, can also be seen as a way of mitigating an increase in production complexity. Scalability and mixed-model assembly lines are further ways of coping with fluctuating demand on individual products.
4.4.3 Organisational complexity
There is significant evidence that an organisation's network structure correlates with its efficiency, competitiveness, and overall performance [15]. Vertically integrated supply chains offer an organisational-level way of handling the increase in variety demanded by the mass customisation paradigm. Vertical integration, or 'disintegration' in this context, is an extension of the modularity concept that can be used to reduce product complexity; and, while it is effective in that, it also has an effect on mitigating organisational complexity.
A further strong mechanism in managing organisational complexity is to leverage the various managerial levels in the organisation effectively and efficiently - what Elliott Jaques called 'stratified systems theory' [16]. Jaques [16] argues that executives should plan in years and decades, not months or days, allowing organisations to be better prepared for market and other changes. Stratified systems theory proposed that work could be divided into seven levels, or 'strata'. As the levels increase, so does the complexity, and each level therefore poses new challenges to the decision-makers, becoming increasingly conceptual or 'fuzzy' the higher the strata. Jacques [16] showed how organisational structure directly impacts effectiveness, and that effectively leveraging the various strata leads to greater long-term efficiency.
4.5 Implementation theory and continuous improvement
Countless method variations are possible when implementing a new system or technology, but four main approaches can be identified. 'Direct changeover' ends the old system completely before starting the new. 'Parallel running' has both systems running in parallel for a limited period of time, while 'phased implementation' has a tapering approach, with the old systems gradually reducing as the new system increases. 'Pilot running' allows for tests (pilots) of the new systems while the old system continues unaltered before a complete change is made. The norm in the automotive sector is akin to 'pilot running', where trial vehicles of the new model are built in iterative maturity loops, while the old model continues in production. Once all requirements are met, the new model is fully introduced, typically with a direct changeover.
To determine the effectiveness and efficiency of the implementation, and to learn from it, it is necessary that it be evaluated. The method of evaluation must be robust enough to allow a critical view of the implementation and, in the case of phased introductions, there should be an opportunity to correct or improve aspects prior to the next phase or before the implementation is finalised. By embracing these concepts, it is possible to design a framework that will function in the highly competitive automotive sector and improve the rate of success of implementation projects.
4.6 High-voltage technology
Hybrid vehicles are fundamentally different from standard vehicles, which are almost exclusively powered by internal combustion engines. For the purposes of this study, the term 'hybrid vehicle' refers to a vehicle with a conventional engine and an electric motor. By contrast, full electric vehicles typically have only an electric motor, or multiple electric motors, to propel them. The power required by the motors is stored in batteries, with no combustion of fuel to create motion, as is the case with conventional or hybrid vehicles. Hybrids, however, also require high-voltage components - specifically, high-voltage batteries.
Manufacturing high-voltage components is specialised, and is largely concentrated in only a handful of countries, meaning that most have to be imported. The import of high-voltage batteries specifically is very strictly controlled, with stringent packaging and shipping regulations. Returning or discarding damaged or non-conforming batteries is also a critical topic to consider, as the possibility of safely shipping damaged batteries back to their import-suppliers or of safely discarding them is often limited [17]. Hybrid vehicles have batteries with significantly higher voltages than conventional vehicles, due to the need to drive in an electric mode - i.e., without using a combustion engine. The German VDE (Verband der elektrotechnik elektronik informationstechnik e.V) specifies that humans are endangered by contact with 50V alternating current or 120V direct current upwards, while the Economic Commission for Europe of the United Nations (UNECE) stipulates that the maximum contact voltages in the automotive industry are 30V alternating current or 60V direct current. It should be noted that it is not the voltage alone that is dangerous, but rather the current. 'High-voltage' is used here for ease of reference, as this is the commonly used and familiar terminology. While new technologies can have many benefits, they can also introduce new risks, and introducing them is a sensitive process due to the initial safety concerns [18].
High-voltage legislation differs around the world. The Occupational Health and Safety Act (1993) in South Africa defines machinery as an "article (particular object or item) or combination of articles assembled arranged or connected and which is used or intended to be used for converting any form of energy to performing work or which is used or intended to be used whether incidental thereto or not for developing receiving storing containing confining transforming transmitting transferring or controlled any form of energy". The South African Electrical Machinery Regulations 1988 apply to "designers, manufacturers, installers, sellers, users, employers and suppliers who design, manufacture, install, sell, generate or use electrical machinery". Though it is 'only' a component and forms part of the vehicle, under the definition of South Africa's Occupational Health and Safety Act, a high-voltage battery can be defined as 'machinery', which in turn means that the Electrical Machinery Regulations would be applicable to any manufacturer in the country using this technology [19] [20]. However, no legislation is specifically aimed at high-voltage technology, and automotive manufacturers in South Africa are not bound by the international regulations cited earlier. This is possibly also the case in the many other developing countries where automotive manufacturers are increasingly placing their manufacturing plants. The relevant legislation would need to be scrutinised for each implementation project to ensure full compliance with local regulations. Where there is no specific legislation, there are also likely to be no accredited providers of safety training, which could be a hurdle to introducing the technology in those countries. Companies that wish to introduce the technology under these circumstances may need to use international trainers, but would be recommended to make provision for local training, as new employees entering the workforce would create a sustained demand.
The unique components are the reason that the production of hybrid and electric vehicles is so specialised and needs a special focus. Suppliers, shipping routes and methods, and many related factors must be addressed when introducing high-voltage technology. Special attention needs to be paid to safety training and legislative topics, to ensure that the introduction does not endanger any staff or contractors and does not contravene any legislative or regulatory requirements. It is clear that the introduction of high-voltage technology is not something that should be undertaken lightly. The need for a robust framework is undeniable.
5 FRAMEWORK DEVELOPMENT AND VERIFICATION
While change management is very useful in a theoretical approach, the fact is that, in large multinational companies such as automotive manufacturers, the decision-making team, the technology development team, and the implementation team might all reside on different continents; and this effectively rules out certain steps in many of the models, or alters them significantly from the original intent. Most change management theories or frameworks are abstract, and do not give concrete, practical guidance that can be followed by implementation teams in these situations. From the perspective of automotive manufacturing plants, what was missing in the literature was a hands-on practical and measurable implementation framework. Manufacturing plants needed something that an implementation team could use practically, to effectively, efficiently, and safely introduce high-voltage technology to their production lines, and to manage or mitigate the associated rise in complexity. The main research objective was to create this framework.
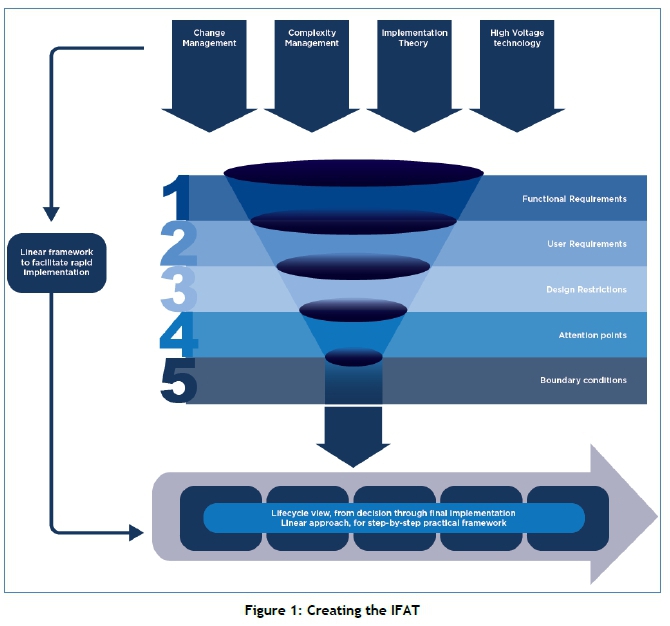
Having reviewed the literature on concepts of change uptake, psychological change experience models, organisational change capability models, and linear change methodologies, one can evaluate the strengths and weaknesses of the different constructs. The linear models lack depth with regard to aspects of successful implementation. The non-linear models provide insight into these success factors, but lack a practical step-by-step approach. To create a holistic meta-theoretical construct that addresses all the research requirements, the strengths of all these change management categories must be amalgamated. To create a conceptual framework, the strengths of these different change management models and methodologies had to be combined with the applicable aspects of complexity management - specifically, those related to the mitigation of product, process, and organisational complexity. A thorough understanding of different types of introduction and of their application also had to be combined with a detailed understanding of high-voltage technology, if the framework was to be effective at introducing this type of technology. The research requirements were built around the objectives and formulated in the categories proposed by Van Aken et al. [21] - namely, functional requirements, user requirements, design restrictions, attention points, and boundary conditions. The four bodies of knowledge were routed through the five different requirement types, and all were considered in the development of the conceptual framework and later theoretically verified before validation. Lastly, the developed framework had to be formatted into a linear style to provide the practical step-by-step approach required by the main research objective. The linear approach is fundamental to satisfying the main research objective, as non-linear constructs are arguably more complex and are probably more difficult to use practically in the rapid implementation projects that automotive manufacturing companies face. The approach taken is graphically represented in Figure 1.
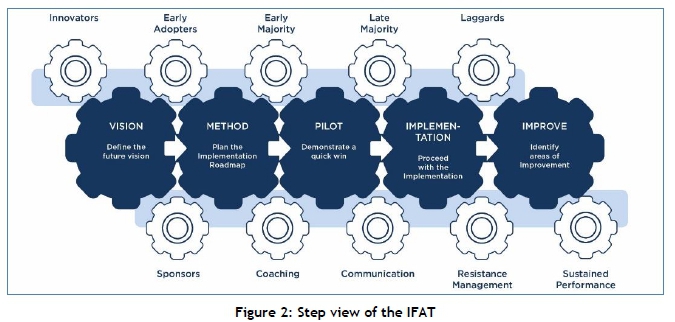
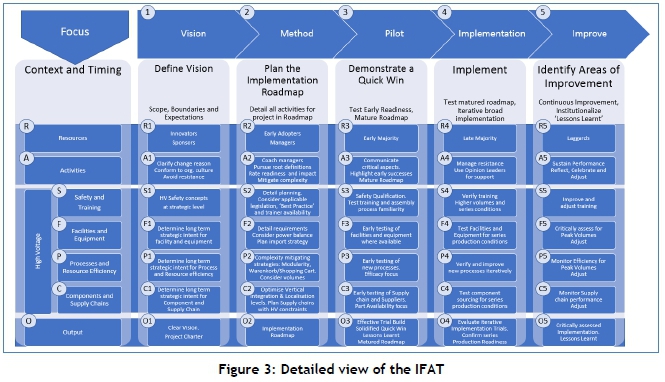
The resulting five linear steps of the IFAT (Figure 2) are titled "Vision", "Method", "Pilot", "Implementation", and "Improve", with each 'Step' detailed (Figure 3) with regard to its:
• Purpose, context, and timing: Describing what the Step is trying to achieve, in which environment this is being done, and within which timeframe.
• Main resources and activities: Detailing the main resources, whether people or other, as well as the actions that need to be completed in the Step.
• High-voltage focus points: Providing clarity on the HV aspects that are largely applicable to all implementation projects of this technology: safety and training, facilities and equipment, processes and resource efficiency, and components and supply chains.
• Output requirements: Specifying the required output that the Step should deliver.
Each sub-process was given a unique reference number that was used when verifying and validating the framework. The C350e Plug-in Hybrid Project of Mercedes-Benz SA was used to validate the framework, with demonstrable results.
6 FRAMEWORK VALIDATION
The requirements of each Step of the IFAT were qualitatively validated against the C350e Plug-in Hybrid Project and the observations summarised in Table 1.
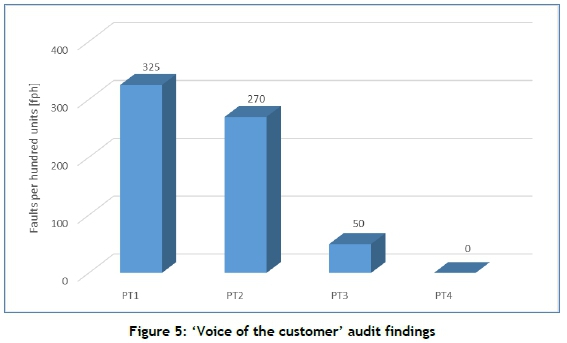
Quantitative data for the engineering trial (pilot step) and production trials (implementation step) supports and confirms the qualitative findings. Mercedes-Benz SA was able to improve iteratively with each subsequent build. Production time lost per trial units was reduced from 48 minutes to zero (Figure 4), and relevant quality defects were reduced from 325 faults per hundred to zero relevant failures before the official start of production (Figure 5).

7 CONCLUSION AND FUTURE WORK
The project has confirmed the IFAT as both effective and efficient through the proven seven stages of SSM. The effectiveness was demonstrated by the targeted introduction date being met in the 3rd Quarter of 2016, with over 1,500 units produced by the end of the first year, while the engineering and production trials proved the efficiency of the implementation in terms of production impacts. Safety remained uncompromised and paramount throughout the project, fulfilling the primary responsibility of the manufacturer. High-voltage technology had been successfully introduced to the production lines of Mercedes-Benz South Africa in a safe, effective, and efficient way, guided by the principles codified in this study. The first hybrid vehicle to be produced on the African continent was launched, with the method and processes enshrined in the implementation framework for automotive technology. This successful implementation demonstrates the applicability of the IFAT to high-voltage automotive manufacturing. While the framework was validated with the introduction of a hybrid vehicle, the author believes that it is equally applicable in other new technology implementation projects. With little to no change, the author believes that the IFAT can be used for the effective and efficient implementation of electric vehicles, including fuel cell electric vehicles. Although it was only validated in a South African context, it is believed to be applicable in other countries too. Future work could test the expanded applicability of this framework. It is the author's sincere hope that the framework developed in this study will stimulate further discussion and development in the academic community, that it will contribute to the further development of high-end, high-voltage manufacturing competence, and that it will strengthen the automotive sector, particularly in South Africa.
REFERENCES
[1] Damschroder, L. J., Aaron, D. C., Keith, R. E., Kirsch, S. R., Alexander, J. A. & Lowery J. C. 2009. Fostering implementation of health services research findings into practice: A consolidated framework for advancing implementation science. Implementation Science, 4(50). [ Links ]
[2] Checkland, P. 1985. From optimizing to learning: A development of systems thinking for the 1990s. Journal of the Operational Research Society, 369, pp. 757-767. [ Links ]
[3] Green, M. 2007. Change management masterclass. Kogan Page . [ Links ]
[4] Cummings, S., Bridgman, T. & Brown, K. G. 2016. Unfreezing change as three steps: Rethinking Kurt Lewin's legacy for change management. Human Relations, 69(1), pp. 33-60. [ Links ]
[5] Rogers, E. 1962. Diffusion of innovations, 5th ed.. Simon and Schuster, New York. [ Links ]
[6] Wiendahl, H. & Scholtissek, P. 1994. Management and control of complexity in manufacturing. Annals of the CIRP, 43(2), pp. 533-540. [ Links ]
[7] Oosthuizen, G. A. & Otto, W. L. 2017. Managing complexity while introducing high-voltage technological change into production lines of globally competitive automotive manufacturers, in 28th Southern African Institute of Industrial Engineering Annual Conference, Vanderbijlpark. [ Links ]
[8] Wilson, S. A. & Perumal, A. 2009. Waging war on complexity costs. McGraw-Hill . [ Links ]
[9] Daaboul, J., Da Cunha, C., Bernard, A. & Laroche, F. 2011. Design for mass customization: Product variety vs process variety. CIRP Annals - Manufacturing Technology, 60(2), pp. 169-174. [ Links ]
[10] Hu, S., Ko, J., Weyand, L., El Maraghy, H., Kien, T., Koren, Y., Bley, H., Chryssolouris, G., Nasr, N. & Shpitalni, M. 2011. Assembly system design and operations for product variety. CIRP Annals, 60(2), pp. 715-733. [ Links ]
[11] Elmaraghy, W., Elmaraghy , H., Tomiyama, T. & Monostori, L. 2012. Complexity in engineering design and manufacturing. CIRP Annals - Manufacturing Technology, 61(1), pp. 793-814. [ Links ]
[12] Hu, S. J., Zhu, X., Wang, H. & Koren, Y. 2008. Product variety and manufacturing complexity in assembly systems and supply chains. CIRP Annals, 57, pp. 45-48. [ Links ]
[13] Ottino, J. M. 2004. Engineering complex systems . Nature 427, 399. ). https://doi.org/10.1038/427399a [ Links ]
[14] Mourtzis, D., Doukas, M. & Psarommatis, F. 2013. Design and operation of manufacturing networks for mass customisation. CIRP Annals, 62, pp. 467-470. [ Links ]
[15] Lomi, A. & Pattison, P. 2006. Manufacturing relations: An empirical study of the organization of production across multiple networks. Organization Science, 17(3), pp. 313-332. [ Links ]
[16] Jaques, E. 1989. Requisite organizations. Virginia: Cason Hall. [ Links ]
[17] Leiberum, D. Interviewee. 22 May 2016. Hybrid technical changes. [Interview]. [ Links ]
[18] Mytton, O., Velazquez, A. & Banken, R. 2010. Introducing new technology safely. Quality & Safety in Health Care, 19(9), i9-i14 [ Links ]
[19] Department of Labour. 1993. Occupational health and safety. [Online]. Available: http://www.google.co.za/url?sa=t&rct=j&q=&esrc=s&source=web&cd=1&cad=rja&uact=8&ved=0ahUKEwjdobC2js3OAhXKJcAKHRVvDqMQFggdMAA&url=http%3A%2F%2Fwww.labour.gov.za%2FDOL%2Fdownloads%2Flegislation%2Facts%2Foccupational-health-and-safety%2Famendments%2FAmended%. [Accessed 4 June 2016]. [ Links ]
[20] Van Rooyen, G. Interviewee. 17 March 2016. Hybrid safety. [Interview]. [ Links ]
[21] Van Aken, J. E., Berends, H. & van der Bij, H. 2006. Problem solving in organizations: A methodological handbook for business students. Cambridge: Cambridge University Press. [ Links ]
Submitted by authors 6 Nov 2019
Accepted for publication 20 Apr 2020
Available online 29 May 2020
# Author was enrolled for a PhD in the Department of Industrial Engineering, Stellenbosch University, South Africa
* Corresponding author: theuns@sun.ac.za


{kind=link}
{kind=link}
{kind=link}
{kind=link}