










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkSouth African Journal of Industrial Engineering
On-line version ISSN 2224-7890
Print version ISSN 1012-277X
S. Afr. J. Ind. Eng. vol.31 n.1 Pretoria May. 2020
http://dx.doi.org/10.7166/31-1-2154
GENERAL ARTICLES
The cost benefit analysis of reduced wear bandsaws
T. Chucheep*; N. Mahathaninwong; S. Janudom
Division of Industrial Management Technology, Faculty of Science and Industrial Technology, Prince of Songkla University, Thailand
ABSTRACT
The objective of this work was to analyse the cost and the benefit of extending the useful life of bandsaws by improving their wear resistance in a parawood saw mill. Changeover of worn bandsaw causes downtime 15 minutes. Saw blade change frequency is two to four times per shift, at a sawn rate of 90-120 cubic feet per day. Reduced wear bandsaws can be accomplished by flame hardening, which would reduce grinding cost and losses from changeover downtime. This article therefore analyses scenarios of rubber wood processing plants in Thailand with between nine and sixty sawmills per plant and 300 working days per year. The annual scenarios analysis, based on saw blade grinding and additional flame hardening cost, has an annual fixed cost and variables cost. Implementing the flame hardening increases the costs by THB 80 319.53 to 1 021 737.99 per year. The benefits in this study indicate that reduced wear on bandsaws by implementing a flame hardening process in rubber parawood factories is economical, with benefits in the range of THB 643 577.34 to 11 446 939.60 per year.
OPSOMMING
Die doel van hierdie studie is om die koste en voordeel van verlengde, bruikbare bandsaagleeftyd te ontleed. Die verlenging in bruikbare leeftyd is behaal deur hul slytasieweerstandigheid te verbeter. Dit neem 15 minute om 'n geslyte bandsaaglem te ruil. 'n Lem word gewoonlik twee- tot vier keer per skof geruil teen 'n saagtempo van 90 tot 120 kubieke voet per dag. Verbeterde slytasieweerstandigheid is bewerkstellig deur vlamverharding. Hierdie verbeterde saaglemme verminder slypkoste en verliese as gevolg van produksiestilstand. Hierdie artikel ontleed verskeie rubberhout meulens in Thailand, elkeen met tussen nege en sestig meulens per aanleg en 300 werksdae per jaar. Die jaarlikse scenario-ontleding, geskoei op saaglem slyp- en vlamverhardingskoste, het 'n jaarlikse vaste koste. Die vlamverharding verhoog die kostes met THB 80,319.53 tot THB 1,021,737.99 per jaar. Hierdie studie toon dat die verminderde slytasie van die bandsaaglemme inderdaad ekonomies is, met voordele wat wissel tussen THB 643 577.34 tot THB 11 446 939.60 per jaar.
1 INTRODUCTION
In rubber parawood lumber mills, bandsaws typically need to be changed two to four times per shift due to wear [1]. Thailand is known to host 3,249 rubber parawood factories [2]. Their sawing machines are halted during the bandsaw changeover, incurring lost production time. The two steps in the changeover of a bandsaw are (1) disassembly of the worn bandsaw and (2) assembly with a newly ground (sharpened) bandsaw. The number of changeovers per shift depends on the wear rate of the bandsaw, and the wear rate depends on the band material's properties. The properties of a band are largely determined by the chemical composition of the steel, its hardness, and the wear rate. Naturally, a higher wear rate of the bandsaw will increase the number of changeovers and the grinding cost.
Changeover of the bandsaw incurs downtime in manufacturing. The main improvement to reducing that time loss per changeover is the 'single minute exchange of die' (SMED] [3]. Shingeo's [3] main concept is to move internal to external work [4]. Mileham et al. [5] have reported that the loss of productivity is up to eight per cent at 10 to 15 changeovers per year. Many studies have tested SMED - for example, Bharath and Lokesh [6], who reported reductions in changeover time for different parts (other components to cross-slide) and the same parts (cross-slide to cross-slide) at 57.10 per cent and 52.76 per cent respectively. Their implementation had four stages: mixed phase, separating internal and external set-up elements, shifting internal set-up elements to external, and streamlining all aspects of the set-up process [6]. Gungor and Steve [7] proposed that there were hidden costs in changeover, suggesting that the true costs of changeover include (1) cleaning costs, (2) product losses, and (3) time loss. They further noted that the practical time loss of about 20-30 minutes was more than that recorded in computer logs. Brarath and Lokesh [6] reported that the payback time for a fixture reducing set-up time was about 32 changeovers or two months.
Another way to reduce the changeover time loss is to decrease the number of changeovers by extending the life of a bandsaw by suitable designation and heat treatment. Visuthitepkul et al. [1] indicate that, for good wear resistance, at least 2.0 per cent Ni should be present in the steel band, which is consistent with the work of Tavodova et al. [8], who stated that a bandsaw should be made of tool steel. Similarly, Nordström and Bergström [9] reported that the chemical composition affects the wear of the saw teeth in timber cutting. Müller and Hrabë [10] reported that overlay materials can extend the life of a bandsaw, and they found that surface hardening with commercial high chromium carbide alloy hardfacing (UTP ledurit 60 and UTP 690 Kb) electrode was optimal using a cost criterion. Brazing carbide tips on to the saw teeth and applying polycrystalline diamond or alkaline blacking and electroless nickel plating can extend the life of a bandsaw by up to 20 per cent, although the cost of polycrystalline diamonds or the milky colour of nickel plating [8] might be disadvantages. Nordström and Bergström [9] stated that there are many techniques to improve the wear resistance of toothed blades, such as tooth hardening, stellite, hard metal tipping, or other treatments, whereas Lee, Kim, Kim & Kim [11] offered another simple method: locally conducted flame hardening to improve the wear resistance with a rapid treatment and at a low cost. Oxyacetylene flame, common in welding, is used in bandsaw maintenance by many factories [1]. Flame hardening is one alternative for hardening steels at a low cost [12]. The temperature of oxyacetylene flame can reach as high as 3,100°C [13]. Such a high temperature makes it difficult to prevent melting of the blade.
Extending the life of a bandsaw necessarily incurs some costs, as reported in many studies; but the costs and benefits of such alternatives are rarely analysed. Thus this work focused on the analysis of costs and benefits across various scenarios, aiming to assess the adoption of flame hardening for improving the wear resistance of rubber parawood bandsaws in rubber parawood industries.
2 METHODOLOGY
2.1 Improved wear resistance by a flame hardening process
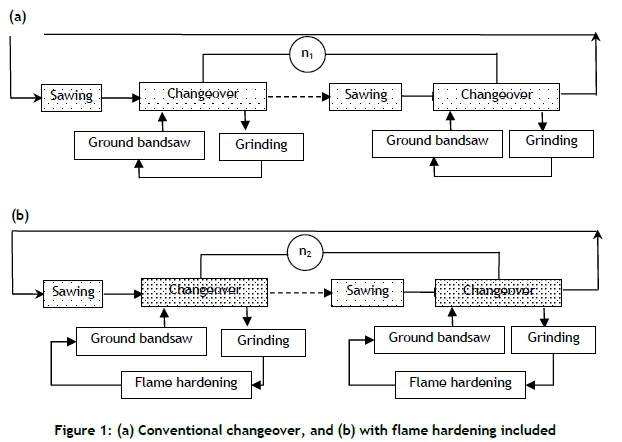
A previous study [14] found that flame hardening could improve the wear resistance of bandsaws in rubber parawood factories. The wear resistance of bandsaws increased by 59.61 per cent after flame hardening, at a torch speed of 4.2 mm per second and quenching with water at a flow rate of 3l per minute. This flame hardening process is interesting in the context of changeovers of bandsaws. The economic effects should be assessed prior to implementing. Therefore, by adding flame hardening to the changeover of bandsaws, the cost, benefit, and return on reduced wear on bandsaws will be analysed in this article. In the practical operation, a worn conventional bandsaw is replaced by a new one (ground bandsaw) and the worn one is sent for grinding, all of which is called a changeover. A diagram for a conventional bandsaw changeover is shown in Figure 1(a). The number of changeovers per day (n1) is typically from two to four [1]. Improved wear resistance of the bandsaws should reduce the number of changeovers per day (n2), but this requires adding a step for flame hardening, as shown in Figure 1(b).
2.2 Cost and benefit framework
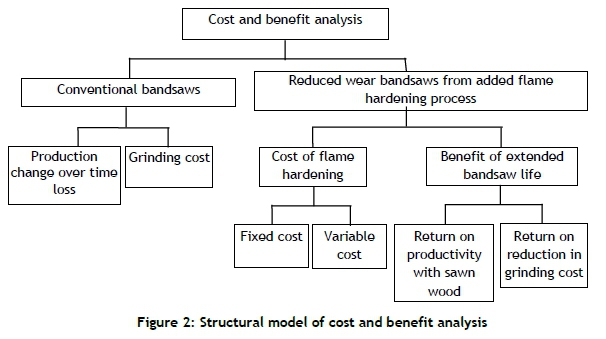
The costs and benefits were estimated in accordance with the structural model in Figure 2. The analysis was done separately for (1) the conventional changeover of bandsaws and (2) reduced wear on bandsaws by including flame hardening. For the conventional bandsaw, the changeover time loss and grinding cost are separate, while for the reduced wear bandsaw there are flame hardening costs and benefits from life extension. The costs of the flame hardening process are both fixed and variable [15,16,17]. On the other hand, the benefits of the extended life of the bandsaw come from the increased production of sawn wood and reduced grinding costs.
2.3 Analysis scenarios
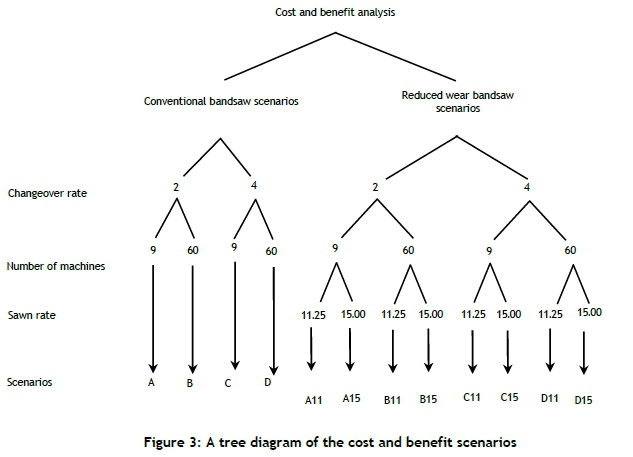
The scenarios fell into (1) cost scenarios and (2) benefit scenarios, as shown in Figure 3. The cost scenarios had two varied factors: the changeover rate per shift (two or four), and the number of machines per plant (nine or sixty ) [1]. The four cost scenarios are A, B, C, and D. There were three variable factors in the benefit scenarios: (1) the changeovers per shift, (2) the number of machines in the plant, and (3) the sawn wood rate (90 or 120 cubic feet per day or 11.25 or 15.00 cubic feet per hour [1]). The eight benefit scenarios are A11, A15, B11, B15, C11, C15, D11, and D15. The numbers '11' and '15' in the scenario labels represent sawn wood rates of 11.25 and 15 cubic feet per hour respectively. The analysis was conducted for one shift per day and 300 working days per year [18].
2.4 Conventional bandsaw (CBS)
2.4.1 Production time loss at changeover
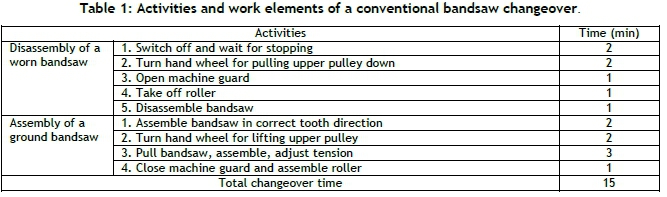
Time loss at changeover is defined as the time starting from the stopping of a machine (last good product) to the re-start of good products [19]. All activities and work elements of the conventional bandsaw changeovers are listed in Table 1.
The total time loss in this scenario analysis of the changeover can be calculated by the count of changeovers per shift (two or four) multiplied by the number of machines in a plant (nine or sixty), by shifts per day (1), by working days per year (300), and by time per single changeover (15), as in Eq. (1).

2.4.2 Grinding cost
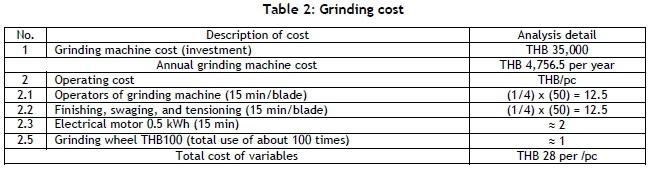
The grinding cost was analysed for two variable factors (changeovers per shift and number of machines in plant) and included fixed costs (grinding machine) as well as variable costs (labour and consumable materials), as shown in Table 2.
The grinding cost analysis is based on the conditions described in section 2.2.
The labour cost was Thai Baht (THB) 400 per day (THB 50 per hour), whereas the equipment cost was calculated annually through the capital recovery fund (CRF) with a six per cent (0.1359) interest rate and a 10-year lifetime of equipment, as in Eq. (2) [15,16,17]. The fixed cost of a grinding machine was THB 4,756.5 per year, while the total count of blades treated was set equal to the number of changeovers per year (Ncb). The variable costs were calculated per bandsaw processed.

where Ncb is the number of conventional blade changeovers.
2.5 Improved wear bandsaw (RWBS) scenario analysis
2.5.1 Cost of flame hardening process
Oxyacetylene flame requires an investment in new equipment. The count of changeovers per year is the number of conventional changeovers multiplied by the average wear improvement ratio (WR), as shown in Eq. (3). The number of reduced wear bandsaw changeovers are equal number of flame hardening saw blades.

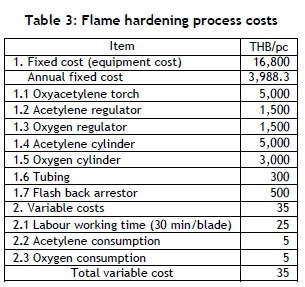
where Ncb is the conventional changeover count and WR is the average wear improved ratio (0.5961). The details of hardening costs are shown in Table 3, where the fixed costs are from a new investment in hardening equipment. The investment costs were calculated annually through a capital recovery fund (CRF) with a six per cent (0.2374) interest rate and a five-year lifetime for the equipment, as in Eq. (4). The variable costs were calculated per hardened bandsaw [15,16,17].

where Nrw is the number of reduced wear changeover blades.
The variable costs of flame hardening amount to about THB 35 per saw blade. Müller and Hrabë [10] reported their cost of overlay materials (1): martensitic materials ranging from THB 282.7 to 706.8 per kg (8-20 € per kg) and ledeburitic materials from THB 565.4 to 989.5 per kg (16-28 € per kg) [20]. The overlay material stellite is more expensive at THB 3,534.0 to 4,594.2 per kg (100-130 € per kg) [20]. However, their report did not state the exact consumption, which raises the question of cost per hardening, which in turn depends on the amount used.
2.5.2 Grinding cost of RWBS
The annual grinding cost of the reduced wear bandsaw (RWBS) is based on conditions described in section 2.4.2, and can be calculated from the number of reduced wear changeovers, the annual fixed costs, and the variable costs, as in Eq. (5).

2.5.3 Benefit from reduced grinding costs
The annual grinding costs can be calculated from the quantity of saw blades and the annual grinding cost (variable cost and fixed cost), as in Eq. (6).

where Ncb is the number of conventional blade changeovers, Nrw is the number of reduced wear blade changeovers, and Cg is the per blade grinding cost.
2.5.4 Benefit from productivity during reduced changeover time
The increase in productivity can be estimated from the reduced changeover time loss, as the sawn wood produce has value, as in Eq. (7). The value of the sawn wood is, on average, THB 70 per cubic foot.

where TLC is the time loss of the conventional bandsaw (CBS) changeover, TLI is the time loss of the reduced wear bandsaw (RWBS) changeover, SR is the sawn rate, and SVave is the average sawn value added per cubic foot.
3 RESULTS AND DISCUSSION
3.1 Cost analysis of the conventional bandsaw
In this study, flame hardening was assessed for extending the life of a bandsaw. This process is an additional cost (with both fixed and operating costs). However, the longer life of a bandsaw has, as its main benefits, (1) productivity from reduced time loss, and (2) the reduced costs of grinding. Conventional case analysis includes production time loss from changeover and bandsaw grinding costs, in scenarios A, B, C, and D, described in section 2.3.
3.1.1 Time loss of the conventional bandsaw (CBS) changeover
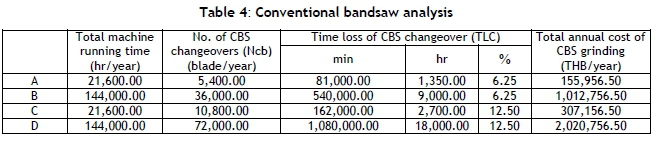
This conventional bandsaw (CBS) time loss (TLC) is estimated as Eq. (1). The total machine running time and time loss per year in changeovers are shown in Table 4.
Total production time loss in changeovers per year depends on the changeover rate and the number of machines. Scenario D (changeover rate 4 and number of machines 60) gave the highest time loss of 18,000 hours per year. Lost time was about 6.25 to 12.50 of the total operating time. Shingo [4] developed the single minute exchange of dies (SMED) technique to reduce the loss of production time by moving from an internal to an external setup. Bharath and Lokesh [6] reported that moving from an internal to an external setup reduced the time loss by 52.76 per cent for a single product, and by 57.10 per cent for multiple products. Gungor et al. [7] also indicated the changeover time as a hidden cost in production. Dave and Sohani [19] concluded that training awareness from top to bottom is important to reducing the time loss of changeover.
3.1.2 Conventional grinding cost analysis
The grinding cost of the conventional bandsaw (CBS) estimates by annual fixed and variable costs are shown in Table 4. The investment (fixed) cost of grinding machines is THB 4,756.5 annually. The total number of grinding bandsaws is equal to the number of changeovers per year.

Scenario D (changeover rate 4 and number of machines 60) had the largest costs of THB 2,020,756.50 per year. The cost of grinding can be reduced by selecting a suitable steel grade and/or improving the wear resistance of the steel. Tavodova et al. [8] and Nordström and Bergström [9] proposed methods to improve the wear resistance of bandsaws: stellite, sintered carbide tips, and selecting tool steel. Nordström and Bergström [9] also suggested the use of swage teeth in bandsaws.
On the other hand, the automation of the grinding cost process for finishing a work piece surface was also investigated by Ferreira et al. [21]. They forecast a reduced grinding cost. If an automated grinding process is selected, the annual fixed cost will increase while the variable cost may decrease. However, this would require a more detailed investigation that is beyond the scope of the current study.
In Thailand, the grinding room for bandsaws is separate from the saw plant, and gets paid by the number of saw blades. Unfortunately, less attention is paid to the grinding room and its condition [1]. Patil [22] did not include the grinding cost in the operating costs of bandsaw cutting of wood.
3.2 Cost analysis of reduced wear bandsaw
The reduced wear bandsaw had an improvement ratio of 0.5961 [14]. The factors affecting the costs and benefits from the reduced wear are the number of changeovers, the number of machines in the plant, and the sawn wood rate, as described in section 2.3 and Figure 3, in the eight scenarios A11, A15, B11, B15, C11, C15, D11, and D15. The reduced wear ratio of this study was achieved by flame hardening with oxyacetylene. Implementation demands an investment (fixed cost) and operating costs (variable costs).
3.2.1 Cost of flame hardening
The annual fixed and variable costs of flame hardening are THB 3,988.3 per year and THB 35 per piece, as shown in Table 3. The flame hardening cost is estimated using the number of hardened saw blades per year, as in Eq. (4) in section 2.5.1.
Total annual cost of RWBS flame hardening = Annual fixed cost + {Nrw} x (variable cost per piece)
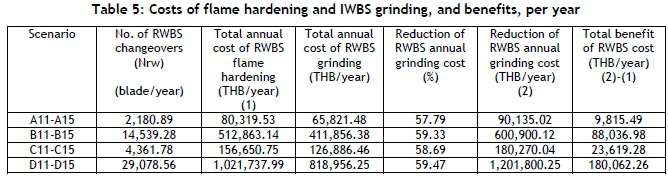
The ratio of 0.5961 for reduced wear reduces the count of the conventional grinding and hardening blades by a factor of 0.4039; in other words, only 40.39 per cent of the conventional grinding count is done with the hardened blades. Therefore the number of reduced wear changeovers (Nrw) is calculated by multiplying the number of conventional blade changeovers (Ncb) by 0.4039. As shown in Table 4, the number of changeovers in scenario A is 5,400; in Table 5, scenario A11 and A15 show the number of changeovers for the reduced wear bandsaws to be 2,180.89 - a 57.79 per cent changeover reduction. Flame hardening costs were then estimated using Eq. (9).

However, the sawn rate is either (a) 11.25 or (b) 15.00 cubic feet per hour, so that from scenarios A, B, C, and D we derive the new scenarios A11, A15, B11, B15, C11, C15, D11, and D15, as shown in Figure 3.
The cost of flame hardening (in THB), shown in Table 5, is obtained from the scenario analysis (Figure 3) and Eq. (9). The costs of flame hardening for a year are THB 80,319.53 for scenarios A11 and A15, THB 512,863.14 for scenarios B11 and B15, and THB 156,650.75 for scenarios C11 and C15. The largest flame hardening cost of THB 1,021,737.99 is for scenarios D11 and D15. The cost of flame hardening varies with the changeover rates and the number of machines in the scenario. These cost calculations are based on bandsaw blades used in rubber wood cutting. Metal or plastic cutting and wood cutting differ greatly, and the cutting tools require different materials [22]. Bandsaws in this current context are made from high carbon and low alloy steels [14]. The austenizing temperatures of steels depend on their carbon and alloy elements [12], thus affecting the flame hardening conditions. The variable costs of the flame hardening process will need to be changed if the cutting tool materials differ from those in this study.
3.2.2 Grinding cost of reduced wear bandsaws (RWBS)
Using the reduced wear bandsaw decreases the number of changeovers to Nrw in a year by a factor of 0.4039 from the number of conventional blade changeovers (Ncb). This decreases the total annual grinding costs of RWBS, which are estimated for each scenario from Eq. (5) and are reported in Table 5.

The total annual grinding costs of RWBS are THB 65,821.48 for the A11 and A15 scenarios, which is lower than that in scenarios A11 and A15, having the same changeover rate of two per shift and nine machines per plant. The total annual grinding cost of RWBS reaches THB 411,856.38 for scenarios B11 and B15, with the number of machines per plant at 60. The changeover rate per shift of four and nine machines per plant gave scenarios C11 and C15 total annual grinding costs of RWBs at THB 126,886.46. The maximal grinding costs at THB 818,956.25 are for scenarios D11 and D15, with 60 machines per plant. The grinding costs decreased with reduced wear bandsaws that were treated with flame hardening. The reduced wear bandsaws had an extended service life, with a lower need for grinding or replacement than conventional bandsaws. However, the extended service life of a bandsaw can be obtained by various methods. Patil [22] stated that the life of bandsaw blades increased from 88 hours to 200 hours by taking precautions with the coolant supply, the careful selection of blades, and the proper tension of the blades. Taylor and Thompson [24] suggested the use of high-speed steel (HSS) bandsaw blades, which are superior to carbon steel. Although the bandsaw blade cost is higher for high-speed steel, a longer blade life is obtained. The cost per cut is then reduced. In the current study, the grinding costs of RWBS were less than those of CBS (Table 4) by about 57.79-59.47 per cent, as shown in Table 5.
3.3 Benefit analysis of reduced wear bandsaw
In this study, the reduced wear bandsaw treated with flame hardening is proposed to extend its life. The treatment is an additional cost (with both fixed and operating costs). However, the main benefits of the longer life of that bandsaw are (1) the reduced costs of grinding, and (2) the increased productivity from reduced downtime in changeovers.
3.3.1 Reduction of grinding cost
The annual fixed cost and the variable cost per piece (Cg) of grinding from Eq. (2) are substituted into Eq. (6). The reduction in grinding cost after RWBS is shown in Eq. (10).

The annual reduction in grinding costs due to the use of RWBS is presented in Table 5, and is in the range of THB 90,135.02 - 1,201,800.25. In columns 3 and 6 of Table 5, it can be seen that the reduction in grinding costs is consistently larger than the flame hardening costs. Extending the bandsaw life by adding flame hardening into the changeover process reduced the grinding costs from the conventional case (CBS). Moreover, it can be seen that there are net benefits (in the last column of Table 5) of THB 9,185.49 - 180,062.26 per year, as the difference in the reduced grinding costs and the flame hardening costs. Therefore, the adoption of flame hardening for RWBS is economically justifiable in the rubber parawood industries. The flame hardening process is inexpensive, quick, easy, and energy efficient, so it is practically suitable to improving the wear resistance of high carbon steel [25].
3.3.2 Productivity from the reduced changeover downtime
Besides the benefit from the reduced grinding costs of RWBS, increased productivity from the reduced changeover downtime was also estimated. Its monetary value can be estimated as in Eq. (7) in section 2.5.3.

The estimates of time losses (TLI) with reduced wear bandsaws (RWBS) are shown in Table 6. The TLI is calculated by multiplying the conventional bandsaw (CBS) time loss (TLC) by 1-0.5961. The recovered downtime is TLC (Table 4) minus TLI (Table 6).
Sawn wood (ft3) is calculated from sawn rates (11.25 or 15 cubic feet per hour) multiplied by the recovery time in Table 6. The values of the increased productivity are based on Eq. (7) in Table 6. The values are in the range THB 633,761.85 to 11,266,877.34, which are the productivity benefits from the reduced downtime. The total benefits of extending the bandsaw's life (Table 6) is the sum of the benefits from the reduced grinding costs and the added value from the increase in productivity due to the reduced downtime. The total benefit of the bandsaw's extended life (RWBS) is valued at THB 643,577.34 to 11,446,939.60 per year in the scenarios of this study.
Finally, the benefit return ratio of increased sawn wood productivity is obtained by dividing the value of the increased sawn productivity by the total benefit from the extended bandsaw life, and is about 0.9796 to 0.9885 (as shown in Table 6).
The relative benefit from the reduced grinding costs is only 0.0115 to 0.0204 of the total benefits. This is confirmed by accounting for the hidden costs of changeovers as in Gungor et al. [7], who indicated that management had overlooked the changeover time loss, which diminishes production capacity.
There is a hidden cost from the productivity sawn value, which is calculated by multiplying the sawn rate by the recovery time and the sawn value or time x rate x value. This hidden cost can be a gain for a plant, because the changeover rate of two to four times per shift (5,400 times per year) is normally acceptable in various plants that have no concern about the 1,350 hours per year time loss. The hidden cost is these 1,350 hours per year, which is the lowest figure from our eight scenarios (two changeovers per shift and nine machines per plant and 300 working days per year).
Svnjarevic, Stoic & Kopac [26] pointed out that the total costs for the cutting tools may be reduced by the refreshed cutting properties with grinding, which increases the tool's durability by even more than 20 per cent. When flame hardening is added to the changeover scheme of a bandsaw with grinding for RWBS, the wear durability of RWBS increases by 59.61 per cent, the reduction in grinding cost is about 57.79 to 59.47 per cent, and downtime is reduced by 60 per cent from the conventional operation. Moreover, the increase in sawn parawood ranges from 9,053.74 to 160,955.39 cubic feet per year in the scenarios used here.
4 CONCLUSIONS
A cost benefit analysis was done for several scenarios in rubber parawood saw mills to assess the economic feasibility of flame hardening saw blades. The model included both the fixed and the variable costs of grinding machine and flame hardening equipment. The return on investment depends on the number of sawing machines and the frequency of saw blade changeovers. The benefit of the increased life span of saw blades was in the range THB 643,577.34 to 11,446,939.60 per year across the various scenarios. Moreover, scenario D15 (60 machines, four changeovers daily, and 120 ft3) gave the highest returns. The reduction in the grinding cost of RWBS is larger than the flame hardening cost, implying that the benefit return can be obtained and that the adoption of the flame hardening process for RWBS is economically justifiable in rubber parawood industries. However, the main benefit in all scenarios came from increased productivity through the recovery of downtime to production rather than from the reduced costs of grinding. Unfortunately, in practice, the production time loss or the hidden cost of changeovers has not been given much attention, even though it affects production capacity and thus profits.
ACKNOWLEDGEMENTS
This research was partially supported by contract number SIT580877S, SIT 5808695, the Center of Excellence in Materials Engineering (CEME), the Intelligent Automation Research Center (IARC), the Faculty of Engineering, and the Prince of Songkla University. The authors would like to thank former undergraduate students Mr Kittipong Mattarak, Mr Pantakan Chomchey, Ms Pawanrat Nitchay, and Ms Suthawee Phaijit for setting up the experiment, and Asst. Prof. Dr Sataporn Jantawee for the rubber parawood saw plant data. In addition, the authors would like to thank Assoc. Prof. Dr Seppo Karrila for commenting on the manuscript.
REFERENCES
[1] Visuthitepkul, S., Soontonbura, W., Kirirat, P. & Sangkul, S. 2003. The improvement of efficient bandsaw-techniques of higher lumber yield from rubberwood logs: Final report. Bangkok: The Thailand Research Fund. [ Links ]
[2] Thai Hevea Wood Association (THA). 2015. Parawood plant list. http://www.tpa-rubberwood.org [Accessed June 1, 2018]. [ Links ]
[3] Shingeo, S. (trans. Andrew P. Dillon). 1985. A revolution in manufacturing: The SMED system. 1st edition. New York: Productivity Press. [ Links ]
[4] Gest, G., Culley, S.J., McIntosh, R.I., Mileham, A.R. & Owen, G.W. 1995. Review of fast tool change system. Computer Integrated Manufacturing Systems, 8(3), pp. 205-210. [ Links ]
[5] Mileham, R., Culley, S.J., McIntosh, R.I., Gest, G.B. & Owen, G.W. 1997. Set-up reduction (SUR) beyond total productive maintenance (TPM). Proc. Inst. Mech. Eng. Part B J. Eng. Manuf., 211, pp. 253-260. [ Links ]
[6] Bharath, R. & Lokesh, A.C. 2008. Lead time reduction of component manufacturing through quick changeover (QCD). S4STECH,7(2),pp. 13-19. [ Links ]
[7] Gungor, Z.E. & Steve, E. 2017. Understanding the hidden cost and identifying the root causes of changeover impacts. Journal of Cleaner Production, 167(2017), pp. 1138-1147. [ Links ]
[8] Tavodova, M., Krilek, J., Perec, A., Kalincova, D. & Kovac, J. 2016. Analysis of the wear of saw blade teeth and the proposal of methods of increasing their wear resistance. MM Science Journal, 9(5), pp. 1287-1290. [ Links ]
[9] Nordström, J. & Bergström, J. 2001. Wear testing of saw teeth in timber cutting. Wear, 250(2001), pp. 19-27. [ Links ]
[10] Müller, M. & Hrabë, P. 2013. Overlay materials used for increasing lifetime of machine parts working under conditions of intensive abrasion. Res. Agr. Eng., 59(1), pp. 16-22. [ Links ]
[11] Lee, M.K., Kim, G.H., Kim, K.H. & Kim, W.W. 2004. Control of surface hardnesses, hardening depths, and residual stresses of low carbon 12Cr steel by flame hardening. Surface and Coatings Technology, 184, pp. 239-246. [ Links ]
[12] ASM International. 1998. ASM Handbook Volume 4 - Heat treating. Ohio: ASM International. [ Links ]
[13] Grönegress, H.W. 1964. Flame hardening. Gevelsberg: Springer-Verlag GmbH. [ Links ]
[14] Chucheep, T. , Mahathaninwong, N. & Janudom, S. 2016. The improvement of mechanical properties of rubber wood band saw by flame hardening. http://kb.psu.ac.th/psukb/handle/2016/11144. [Accessed March 15, 2019]. [ Links ]
[15] Au, T. & Au, T. P. 1992. Engineering economics for capital investment analysis. 2nd ed. Englewood Cliffs, New Jersey: Prentice-Hall. [ Links ]
[16] Kirchain, R. & Field III, F.R. 2001. Process based cost modeling: Understanding the economics of technical decisions. In Encyclopedia of Materials: Science and Technology, ed. K.H.J. Buschow et al. Dordrecht: Elsevier. pp. 1718-1727. [ Links ]
[17] Chucheep, T., Thangwichien, N., Mahathaninwong, N., Janudom, S. & Yirong, C. 2019. Welding quality and sustainability of alternative LPG valve boss welding processes. Songklanakarin J. of Science & Tech. (SJST), 41(5), pp. 1146-1153. [ Links ]
[18] Suthammanon, S., Ratanamanee, W., Boonyanuwat, N. & Saritprit. P. 2011. The engineering economist applying activity-based costing (ABC) to a parawood furniture factory. The Engineering Economist, 56(1), pp. 80-93. [ Links ]
[19] Dave, Y. & Sohani, N. 2012. Single minute exchange of dies: Literature review. International Journal of Lean Thinking, 3(2), pp. 27-37. [ Links ]
[20] Bank of Thailand (BOT). 2018. Exchange rate. https://www.bot.or.th/thai/_layouts/application/exchangerate/exchangerate.aspx [Accessed June 19, 2018]. [ Links ]
[21] Ferreira, F.I., de Aguiar, P.R., Lopes, W.N., Martins, C.H.R., Ruzzi, R.S., Bianchi, E.C. & D'Addona, D.M. 2019. Inferential measurement of the dresser width for the grinding process automation. The Inter. J. of Adv. Manu. Tech., 100(2019), pp. 3055-3066. [ Links ]
[22] Patil, R.B. 2013. Reliability analysis and life cycle cost optimization of band saw cutting machine. Dissertation, Master's in Engineering, Shivaji University, Kolhapur. [ Links ]
[23] Thibaut, B., Denaud, L., Collet, R., Marchal, R., Beauchêne, J., Mothe, F., Méausoone, P.R., Martin, P., Larricq, P. & Eyma, F. 2016. Wood machining with a focus on French research in the last 50 years. Annals of For. Sci., 73, pp. 163-184. [ Links ]
[24] Taylor, R.W. & Thompson, P.J. 1976. A study of band saw wear and its effects on cutting rates and economics. The Proceeding of the 7th International Machine Tool Design and Research Conference, Birmingham, UK. [ Links ]
[25] Talapatra, S., Kibria, G., Ahsan, A.M.M.N. & Bhowmick, T. 2012. Effect of flame hardening on high carbon steel forging. International Conference on Mechanical, Industrial and Energy Engineering 2012, Khulna, Bangladesh. [ Links ]
[26] Svinjarevic, G., Stoic, A. & Kopac, J. 2007. Implementation of cutting tool management system. J. of Achiev. Mater. & Manu. Eng., 23(1), pp. 99-102. [ Links ]
Submitted by authors 30 Mar 2019
Accepted for publication 11 Mar 2020
Available online 29 May 2020
* Corresponding author: sadique.khanfme@kiit.ac.in


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}