










Servicios Personalizados
Articulo
 Inglés (pdf)
Inglés (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
Indicadores

Links relacionados
-
 Citado por Google
Citado por Google -
 Similares en Google
Similares en Google
Compartir

 Permalink
PermalinkSouth African Journal of Industrial Engineering
versión On-line ISSN 2224-7890
versión impresa ISSN 1012-277X
S. Afr. J. Ind. Eng. vol.30 no.1 Pretoria may. 2019
http://dx.doi.org/10.7166/30-1-2044
CASE STUDIES
A lexicographical method for a production planning problem in an engineering industry: a case study
M. Sivasundari*; K.S. Rao; R. Raju
Department of Industrial Engineering, Anna University, Guindy 600025, Chennai, India
ABSTRACT
This paper deals mainly with the existing practices of production planning in a single-piece flow-based cellular manufacturing process making auto-electrical parts. Based on historical data from a case study industry, we identified multiple significant and relevant production planning objectives. This paper discusses a lexicographical method to solve the multi-objective programming model for workforce distribution to optimise production planning. This approach offers an opportunity to develop a better understanding of workforce distribution and the importance of the multiproduction channel, with insights into further production planning.
OPSOMMING
Hierdie artikel handel oor die bestaande praktyke van produksie-beplanning in 'n enkelstuk vloeigebasseerde sellulêre vervaardigingsproses wat outo-eletriese onderdele vervaardig. Gegrond op historiese data van 'n gevallestudie is verskeie noemenswaardige en relevante produksiebeplanningsmikpunte identifiseer. Die artikel ondersoek 'n leksikografiese metode om die multi-doelstelling programmeringsmodel vir werksmag-verdeling vir optimale produksiebeplanning op te los. Die benadering bied 'n geleentheid om 'n beter verstaan van werksmag-verdeling te ontwikkel asook die belangrikheid van die multi-produksie kanaal. Dit bied verdere insigte tot produksiebeplanning.
1 INTRODUCTION
Optimisation and operational research are extensively used in mathematical modelling to determine better solutions and decisions for problem-solving, especially in the field of industrial engineering. Real-case implementation is a result of efforts made in operational research and optimisation. In any manufacturing industry, production planning is the most effective tool to achieve customer satisfaction. Controlling daily production and workforce deployments are challenging tasks for a production manager in volatile market conditions and other uncertain situations in production planning. This paper focuses mainly on the uncertain factors occurring in production planning during a real-case situation, and for which operational research techniques are most appropriate. While formulating production planning, several vital questions arise: How to define the best set of designs using available and actual capacity levels? How to determine the best set of the workforce, including their overtime, from the permanent and temporary workers? What are the major factors to be considered when assigning the best set of the workforce and capacity planning?
The literature on production planning systems provides various classic approaches for meeting customer demands and expectations in the current competitive manufacturing environment [1-3]. Workforce management is one of the most complicated managerial tasks in capacity planning and production planning. Wallace [4] clearly explains the relationship among forecast planning, capacity planning, and the workforce in production planning to achieve daily production. In a real-world problem, achieving designed workforce planning is difficult, as it depends on worker assignment planning and worker utilisation, which are two crucial factors in a manufacturing system. Holt [5] was the first to tackle the coordination problem of production and capacity decisions, developing the aggregated production planning model in which production, inventory, and workforce planning (hiring/firing and adjustment of working hours) were considered for a finite horizon based on demand. Chen [6] mainly focused on the product mix problem for the order selection, based on an optimal set of work/customers to maximise the operational profit over a planning horizon solved by mixed integer programming (MIP) using CPLEX solver. Sillekens [7] presented a new mixed-integer linear programming approach to the aggregate production planning problem of flow shop production lines in the automotive industry, integrating production capacity planning and workforce flexibility planning. Hemig [8] considered integrated production, modelled the staff planning problem as a (nonlinear) mixed-integer programme, and used dynamic programming to solve this problem in the automotive industry.
This paper presents the development of an optimisation model for production planning in cellular manufacturing: a single-piece flow-based production type of auto-electrical manufacturing industry. For the operations production planning of an alternator manufacturing process, a suitable mathematical programming model has been developed by creating different production channels that assign and prioritise different objective functions to the workforce to improve the manufacturing system's performance. A suitable multi-objective optimisation mathematical model was also adopted for this type of problem. Abdul-Kader [9] used a multi-objective model to achieve the best performance from the available workstation capacity. Leung [10] addressed the aggregate production planning problem with different functional constraints, including workforce level, production capacity, factory location, machine use, storage space, and other resource limitations. This problem was solved by a pre-emptive goal programming model developed to maximise profit, minimise repair costs, and maximise machine use. The lexicographical method was the most appropriate multi-objective optimisation technique for the model considered, with a different objective function and a priority level in production planning. It is also known as a preemptive priority method [11-12].
This paper is organised as follows. Product and process details about the case study organisation are provided in Section 2. The operational conditions, variable details, and the proposed mathematical production planning model are presented in Section 3. The production planning using a lexicographical model is discussed in Section 4. Section 5 validates and discusses the results of the lexicographical model. Section 6 concludes the paper.
2 CASE STUDY
The case study industry started commercial auto-electrical part manufacturing in India in 1961. This case study industry is the first company in India to use cellular manufacturing with an adaptation of the Toyota production system and a single-piece flow-based manufacturing system based on lean principles. Major products are the alternator, car starter, commercial starter, and wiper motor for two/three wheelers, cars, commercial vehicles, tractors, and various engines. The primary customers are Maruti Suzuki, Tata Motors, Ashok Leyland, and Hyundai. The yearly turnover is more than USD 200 million, with seven production plants all over India. The total workforce of around 8.000 includes 2,000 permanent employees.
2.1 Production line flow
The alternator manufacturing unit of the case study industry has a large production volume with many planning issues, compared with other auto-electrical products. In this paper, we selected the alternator production flow lines for the analysis of the case study. Each production line accommodates the multi-model, multi-product, and multi-stage cellular manufacturing system (CMS) concept in a just-in-time (JIT) environment. In cellular manufacturing, there are clusters of dissimilar but sequentially-related machines (i.e., modules) for meeting the processing needs of a family of products [13]. In JIT, each group or cell is further amended by moving employees, workstations, or both in a U-shaped layout that increases the possible interaction among employees with a single-piece flow (i.e., move one - check one - finish one). In this case study industry, employees also move along with the job. The employee's distribution (i.e., workforce allocation) is the most important decision in production planning.
2.2 The existing workforce planning practice
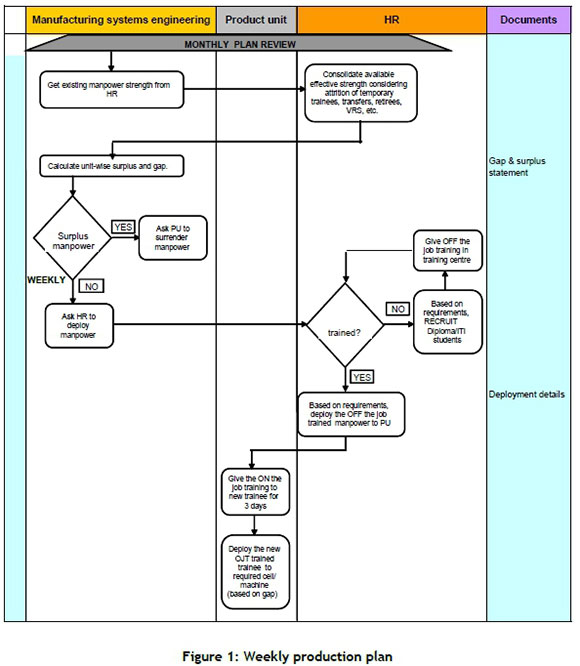
The marketing department sends the forecast plan for every month; then the material planning department decides on a production plan based on resource availability, focusing mainly on the suppliers' end and available working days. After making the final production plan, the material planning department gets approval from the top management, and allocates the number of working days. The final production plan is shared with the manufacturing systems engineering, production, and purchase departments. The manufacturing systems engineering department updates the cycle time in a standard Excel worksheet for calculating the workforce. It obtains the existing manpower strength from the human resources (HR) department to consolidate the availability of sufficient manpower (MP). The attrition rate of temporary trainees, transfers, voluntarily retirements (VRS), retirees, etc., and existing data collected from the production unit (PU) department, is considered for a detailed workforce requirement statement. The above procedures are regularly followed throughout the year. The manufacturing systems engineering department calculates a weekly workforce plan involving the production and HR departments, as shown in Figure 1.
2.3 Production planning problem
Despite shared and individual facilities in all stages, following an integrated planning approach in all stages is difficult in this industry; therefore this approach is applied to the details of the final assembly dispatch. If a delay occurs in the sub-assembly stages, the organisation immediately concentrates on the sub-assembly/delay stage in question, and puts in a great deal of overtime to achieve the target forecast production. The problem of allocation demand from different stages is thus an uneven production situation that increases the cost due to the additional workforce deployment in the main and sub-assembly levels, and the machine idle time, and leads to unmet demand and subsequently to customer dissatisfaction. The sub-assembly stages almost act as separate industries due to lack of communication between them.
Huang [14] provided the concept of multiproduction channels to meet an irregular and unpredictable order. If demand is less than capacity, a normal production channel produces demand; if demand is greater than capacity, the contingency channel is produced with the normal production channel after determining the optimal lot size and production rate. Here we followed the same strategy: workforce planning was considered instead of capacity planning to control the production planning. Therefore the proposed model has three different production channels - normal, contingency, and overtime - to balance the demand, based on the workforce level of permanent employees, trainees/temporary employees, and employees doing overtime. The proposed mathematical model aims to calculate the manufacturing cost, and will help a production manager to allocate the workforce efficiently to various production channels for several customer requirements, using the available facilities. The proposed model concurrently generates production capacity and a workforce plan to oversee the resources available at all the channels effectively. Hence the main motivation behind this paper is to find a better methodology to solve real-life production planning with a single-piece flow-based cellular manufacturing system.
Considering the overall view of the case study problem, using a lexicographical method is more appropriate than other methodologies. As the lexicographical method deals with a real-life situation, it helps a production manager in decision-making when more than one problem persists with various targets. Although the lexicographical method is far from a global solution, it offers very near-optimal value by minimising the deviation from the targeted goal value. In the existing literature, the lexicographical method is mostly used for solving scheduling and layout design problems [15-17]. To the author's knowledge, this is the first paper that attempts to solve the production planning problem using the lexicographical method in a single-piece flow-based cellular manufacturing type production system. The next section provides the framework of the proposed production planning model.
3 MATHEMATICAL MODEL FORMULATION
The proposed mathematical model completely integrates the regular, contingency, and overtime production, and considers layoff/hiring as in a real-world manufacturing situation. The sub-sections that follow provide the current operating conditions of the case study industry, with assumptions being made for the model's formulation to analyse the real case effectively.
3.1 Nomenclature in the proposed mathematical model
Parameters
PC_np Normal production cost;
PC_cp Contingency production cost;
PC_op Overtime production cost;
OP Design production rate;
Oee Overall equipment efficiency;
η_ηρ Normal production channel efficiency;
q_cp Contingency production channel efficiency;
η_ορ Overtime production channel efficiency;
F_d Forecast demand;
C_d Bottleneck capacity of the production line; System variables
W_d Number of working days;
W Number of the permanent workforce;
Decision variables
OP_np Normal production rate per shift;
OP_cp Contingency production rate per shift;
OP_op Overtime production rate per shift;
W_r Required workforce;
W_np Available workforce for normal production;
W_cp Available workforce for contingency production;
W_op Available workforce for overtime production;
PU_np Normal production quantity;
PU_cp Contingency production quantity;
PU_op Overtime production quantity.
3.2 Operational conditions and model's variable assumptions
3.2.1 Operational conditions
Certain assumptions about equipment efficiency and operating efficiency are given below.
1. Overall equipment efficiency (Oee) has been computed by multiplying equipment availability (U) by performance efficiency (V) and quality rate (W). For this case study organisation, it is calculated that U = 98 per cent, V = 97 per cent, and W = 88 per cent, based on the present practice. Based on these values, the overall equipment efficiency (Oee) = 83 per cent, as presented in Table 1.
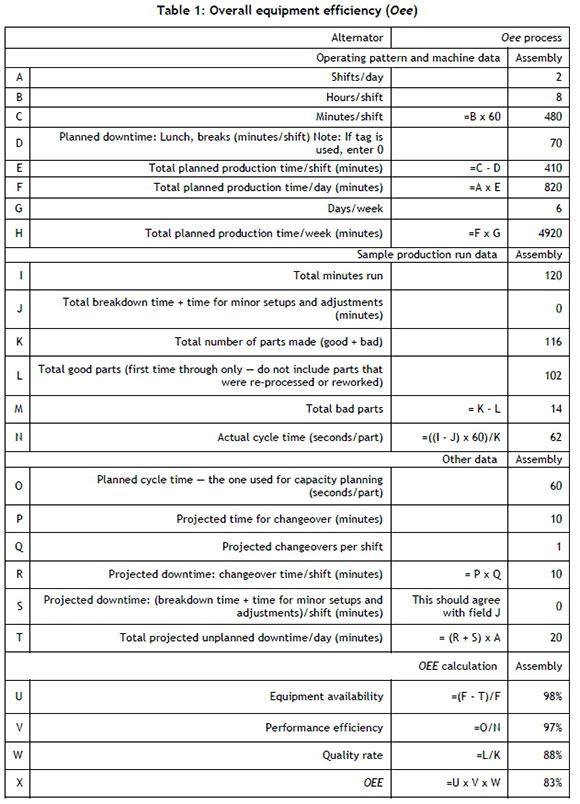
2. From Oee, production target quantities are calculated for each assembly.
3. In general, operator efficiency is the ratio of the produced quantity and the production target quantity. Permanent employees have higher skills than non-permanent employees. Based on these real practices, we found the channel production efficiency to be 90 per cent when engaged permanently, and 80 per cent when engaged non-permanently throughout the working hour shift (8 hours/shift). The operator efficiency varies from hour to hour. In practice, efficiency always depends on the average productivity of the operator throughout the shift with Oee at 83 per cent.
4. However, the observed operator efficiency is considered to be 100 per cent when engaged doing overtime, with a maximum allowable overtime of two hours/person/shift.
3.2.2 Variable assumptions
1. Working hours per shift for the workforce is eight (hours/shift), the maximum allowable shifts per day is three, and the number of working days per month is 22. The design production rate per shift per workforce (OP) is 30 quantities for the final assembly of alternator production.
2. In real-world cellular manufacturing in a JIT environment, bottlenecks can be a combination of more than one element. For example, the bottleneck may not necessarily be the slowest stage, or the operation with the least capacity; it could be the high cycle time. However, it may be the result of any combination of factors, such as high inter-arrival times, product mix, process routing, common facilities (i.e., shared resource facilities), and set-up. The bottleneck capacity of the production line (C_d) per month is 27,786.
3. The available capacity is deterministic and known; it is always higher than the forecast demand (F_d) per month.
4. The processing time per product is deterministic and known.
5. Normal production cost (PC_np) is INR. 147 per quantity, contingency production cost (PC_cp) is INR.74 per quantity, and overtime production cost (PC_op) is INR. 191 per quantity.
6. The production line consists of a multi-model, multi-product, multi-period, and multi-stage CMS. For model simplification, only the main assembly with a single product and a single period is considered. The number in the permanent workforce (W) is eight (persons/day) in the main assembly.
3.3 Proposed model
The proposed production planning model is formulated as follows. The objective function (1) is to minimise the production cost in three different production channels: normal, contingency, and overtime.

The following three constraints (2)-(4) establish the production rate of the individual channel. Note that the channel production rate is controlled by the individual stage of the production rate, overall equipment efficiency, and channel efficiency. Constraints (2)-(4) are rewritten in (2.1-4.1) after adding values for parameters OP[30 units/shift], n_np[90%], n_cp[80%], n_op[100%], and Oee[83%], as explained below.
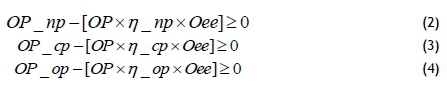
After adding the parameter values, constraint (2) becomes

Similarly, constraints (3) and (4) are rewritten as (3.1) and (4.1)

Constraint (5) defines the required workforce for the forecast demand. Equation (6) imposes the demand level within the bottleneck capacity of the production line.

Similarly, constraints (5) and (6) are rewritten in equations (5.1) and (6.1) after adding the values for parameters F_d [18124], OP [30 units/shift], W_d [22 days/month], and Oee [83%].

A detailed workforce distribution plan is calculated from equations (7)-(10). Here, the number of the permanent workforce, W, is considered a system variable. The system variables are values computed dynamically by the simulation [18]. The system variables of the case study industry in question are identified from historical data. Constraint (7) shows that the normal production workforce (W_np) is not more than the available workforce, and equals the product of the available permanent workforce W and working days per month W_d.

Equation (7) is rewritten as (7.1) after adding the values of parameters W and W_d.

Equation (8) restricts the minimum daily overtime per workforce to not more than two hours. The required workforce (9) must be greater than the available workforce, including overtime, but should be less than (10) the permanent and contingency production channel workforce. The main aim is to control the workforce requirement for the maximum achievable production quantity at a minimum cost. As a result of Equations (9) and (10), the required workforce must be less than the available workforce without considering the overtime (i.e., holiday capacity other than normal working); therefore the additional uncertain demand is balanced with overtime.

Equation (8-10) is rewritten in (8.1-10.1) after including the values of parameters W and W_d.

Decision variables in constraints (11 )-(13) confirm that the production quantity is not more than the planned deployed workforce production rate. The main purpose is to limit the workforce deployments according to the demand. Inequalities (12)-(13) are nonlinear, and are converted to linear equations in constraints (12.1)-(13.1).
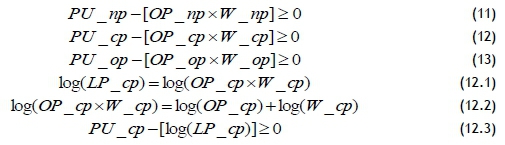
Similarly, for the overtime channel,

Here, the model was to adopt a lexicographical method to find the best possible combination of order sequence goals for the case study industry. The production cost is the most commonly used criterion for measuring production planning performance. Minimising the production cost, maximising the production unit, and maximising the use level are three major metrics of the production planning problem.
The second priority objective function (14) is to maximise the production quantity of the three different production channels - normal, contingency, and overtime.

This function is subject to constraints (2)-(13.1), with Z1 objective function value (1) considered as a goal constraint for the second priority goal (15).

The third priority objective function (16) is to maximise the capacity use of the three different production channels - normal, contingency, and overtime.

This function is subject to constraints (2)-(13.1), with the Z1 (15) and Z2 (17) objective function values considered as goal constraints for the third priority goal, with all variables being positive (18).

4 PRODUCTION PLANNING RESULTS USING LEXICOGRAPHICAL MODEL
The results derived from the lexicographical mathematical model described in Section 3, and the production planning of the main assembly for a single period (month), are provided in this section. The model integrates the three major objective functions: (a) to minimise the production cost (z1), (b) to maximise the production quantity (Z2), and (c) to maximise the utilisation in sequential priority order (Z3). This lexicographical model is solved using LINDO software. Table 2 presents the goal values obtained for each objective function of the goal priority using this model.

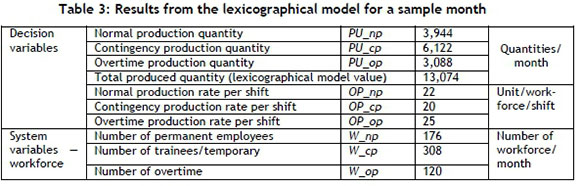
Table 3 provides the detailed workforce distribution plans, the monthly production quantity of the individual production channels, and the production rate (i.e., decision variables) obtained from the solution of this model.
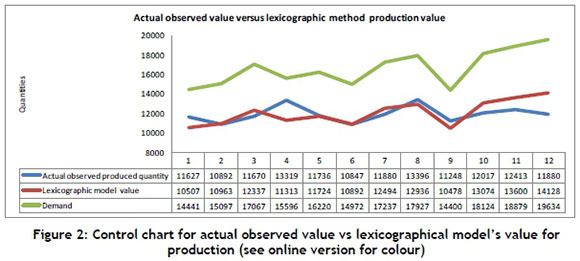
5 VALIDATION OF THE LEXICOGRAPHICAL MODEL
The values derived for the objective function and decision variables for the sample month using the lexicographical mathematical model are described in the previous section. Multi-objective function values are validated with the observed values of the case study industry. From Figure 2, we identified the mean produced quantities at 12,000, achieved through the production planning model; this model's values are very close to the observed production data (i.e., 12 months) from the case study industry. The model's results deviate slightly from the actual observed values due to the changeover between the products and the non-defined production rate per shift for the individual production channels.
The main advantages of the proposed lexicographical production planning model are given below:
1. This approach is useful in a situation in which the industry has workers with different levels of production efficiency, but that also want to be identified as the best set of workers. For example, the production supervisor can also easily decide how many permanent, temporary, and overtime workers need to be maintained, based on demand.
2. Production channel efficiency and overall equipment efficiency are the two most important factors when calculating the best set of available workers, and the actual capacity instead of the designed capacity value in implementing a real case.
3. From that, a lexicographical method is the best tool to enable production planning.
Based on the case study data, a mathematical programming model has been developed after identifying the objective function and the constraints that are expressed as a function of the decision variables. Such linear programming models have been developed for the objectives of minimising cost, maximising production quantity, and maximising capacity utilisation. These three objective functions are interlinked through the lexicographical approach. Then the model is solved to obtain the best acceptable values for all three objective functions. This type of approach to production planning can be applied in any similar engineering industry. This is the major contribution of this work.
6 CONCLUSIONS
In this paper, a production planning model is presented for a single-piece flow-based cellular manufacturing industry. For this purpose, a linear programming model with three objective functions was developed and solved to obtain the optimal solution, and to find the best set of permanent, temporary, and overtime workforce levels. The actual capacity was identified in order to split the production rate of individual channels, based on the most practical number of workers. This solution can be a guideline to the practising shopfloor manager. For this production planning model, the concept of multiproduction channels is one of the significant factors in assigning the best set of workers and for capacity planning.
Although the work presented in this paper is based on the deterministic values of a manufacturing system, it can be extended to a stochastic environment with suitable modifications in the mathematical model. Also, the case study industry has reported that there is always a huge gap between the actual capacity (i.e., 23,062 units/month) and achieved the required production quantity, even though the demand is higher than the achieved production (i.e., there is a backlog). The missing scientific target goal value of the production quantity in the production plan is the reason for the gap mentioned above. The author is working on extending the model in relation to the priority target goal value for all decision variables by avoiding the assumption of the current model, which will provide a further fruitful research path that could be implemented to determine the best production planning approach for all manufacturing industries.
REFERENCES
[1] Stevenson, M., Hendry, L.C. & Kingsman, B. 2005. A review of production planning and control: The applicability of key concepts to the make-to-order industry. International Journal of Production Research, 43(5), pp. 869-898. [ Links ]
[2] Mula, J., Poler, R., Garcia-Sabater, J.P. & Lario, F.C. 2006. Models for production planning under uncertainty: A review. International Journal of Production Economics, 103(1), pp. 271-285. [ Links ]
[3] Maravelias, C. & Sung, C. 2009. Integration of production planning and scheduling: Overview, challenges and opportunities, Computers and Chemical Engineering, 33(12), pp. 1919-1930. [ Links ]
[4] Wallace, J.H. & Spearman, M.L. 2008. Factory physics, 3rd ed. Waveland Press. Long Grove, Illinois. [ Links ]
[5] Holt, C.C., Modigliani, F., Muth, J.F. & Simon, H.A. 1960. Planning production, inventories and workforce. Prentice-Hall, Englewood Cliffs, New Jersey. [ Links ]
[6] Chen, C., Mestry, S., Damodaran, P. & Wang, C. 2009. The capacity planning problem in make-to-order enterprises. Mathematical and Computer Modeling, 50(9-10), pp. 1461-1473. [ Links ]
[7] Sillekens, T., Koberstein, A. & Suhl, L. 2011. Aggregate production planning in the automotive industry with special consideration of workforce flexibility. International Journal of Production Research, 49(17), pp. 5055-5078. [ Links ]
[8] Hemig, C., Rieck, J. & Zimmermann, J. 2014. Integrated production and staff planning for heterogeneous, parallel assembly lines: An application in the automotive industry. International Journal of Production Research, 52(13), pp. 3966-3985. [ Links ]
[9] Abdul-Kader, W., Ganjavi, O. & Baki, F. 2011. A nonlinear model for optimizing the performance of a multi-product production line. International Transactions in Operational Research, 18(5), pp. 561-577. [ Links ]
[10] Leung, S.C.H. & Chan, S.S.W. 2009. A goal programming model for aggregate production planning with resource utilization constraint. Computers and Industrial Engineering, 56(3), pp. 1053-1064. [ Links ]
[11] Liu, S. & Papageorgiou, L. 2013. Multiobjective optimisation of production, distribution and capacity planning of global supply chains in the process industry. Omega, 41(2), pp. 369-382. [ Links ]
[12] Cappanera, P., Visintin, F. & Banditori, C. 2018. Addressing conflicting stakeholders' priorities in surgical scheduling by goal programming. Flexible Services and Manufacturing Journal, 30(1-2), pp. 252-271. [ Links ]
[13] Jayakumar, V. & Raju, R. 2011. A multi-objective genetic algorithm approach to the probabilistic manufacturing cell formation problem. South African Journal of Industrial Engineering, 22(1), pp. 199212. [ Links ]
[14] Huang, Y.S., Wang, R.P. & Ho, J.W. 2015. Determination of optimal lot size and production rate for multi-production channels with limited capacity. International Journal of Systems Science, 46(9), pp. 1679-1691. [ Links ]
[15] Sawik, T. 2007. A lexicographical approach to bi-objective scheduling of single-period orders in make-to-order manufacturing. European Journal of Operational Research, 180(3), pp. 1060-1075. [ Links ]
[16] Palacio, J.D. & Larrea, O.L. 2017. A lexicographical approach to the robust resource-constrained project scheduling problem. International Transactions In Operational Research, 24, pp. 143-157. [ Links ]
[17] Nunkaew, W. & Phruksaphanrat, B. 2014. Lexicographical fuzzy multi-objective model for minimisation of exceptional and void elements in manufacturing cell formation. International Journal of Production Research, 52(5), pp. 1419-1442. [ Links ]
[18] Lim, L.L., Alpan, G. & Penz, B. 2017. A simulation-optimization approach for sales and operations planning in build-to-order industries with distant sourcing: Focus on the automotive industry. Computers & Industrial Engineering, 112, pp. 469-482. [ Links ]
Submitted by authors 18 Sep 2018
Accepted for publication 6 Apr 2019
Available online 29 May 2019
* Corresponding author: mssindustrialengineering@gmail.com

