










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkSouth African Journal of Industrial Engineering
On-line version ISSN 2224-7890
Print version ISSN 1012-277X
S. Afr. J. Ind. Eng. vol.26 n.1 Pretoria May. 2015
GENERAL ARTICLES
A model for continuous improvement at a South African minerals beneficiation plant
E. Ras; J.K. Visser
Department of Engineering and Technology Management University of Pretoria, South Africa. eras@asametals.co.za, krige.visser@up.ac.za
ABSTRACT
South Africa has a variety of mineral resources, and several minerals beneficiation plants are currently in operation. These plants must be operated effectively to ensure that the end-users of its products remain internationally competitive. To achieve this objective, plants need a sustainable continuous improvement programme. Several frameworks for continuous improvement are used, with variable success rates, in beneficiation plants around the world. However, none of these models specifically addresses continuous improvement from a minerals-processing point of view. The objective of this research study was to determine which factors are important for a continuous improvement model at a minerals beneficiation plant, and to propose a new model using lean manufacturing, six sigma, and the theory of constraints. A survey indicated that managers in the industry prefer a model that combines various continuous improvement models.
OPSOMMING
Suid-Afrika beskik oor 'n verskeidenheid minerale hulpbronne, en verskeie veredelings-aanlegte vir minerale is tans in die bedryf. Hierdie aanlegte moet effektief bedryf word sodat eindgebruikers van die produkte internasionaal kompeterend kan bly. 'n Volhoubare kontinue verbeteringsprogram is nodig om hierdie doelwitte te bereik. Verskeie raamwerke en modelle vir kontinue verbetering word in veredelingsaanlegte wêreldwyd gebruik, maar met wisselende sukses. Geen van hierdie modelle is spesifiek ontwikkel vir kontinue verbetering by veredelingsaanlegte nie. Die doel van hierdie studie was om belangrike faktore te bepaal vir 'n model vir kontinue verbetering by veredelingsaanlegte. 'n Opname het getoon dat 'n model wat verskeie elemente van bestaande modelle gebruik verkies word deur rolspelers in die industrie.
1 INTRODUCTION
1.1 Importance of minerals for the South African economy
South Africa is one of the world leaders in mining and minerals processing, with mining contributing 8.8 per cent to the gross domestic product (GDP) in 2011, and providing employment to more than 500,000 people. Even though South Africa has large reserves of critical ore commodities, beneficiation of these ores is not prioritised, with the majority being exported. It is known, however, that the downstream beneficiation of minerals could potentially produce long-term benefits from South Africa's mineral wealth (Creamer [1]). It is clear that minerals beneficiation plants (MBPs) play an integral part in the value chain of the minerals industry; and so the effective operation of these plants is critical.
1.2 Characteristics of minerals beneficiation plants: The 'four Cs'
MBPs are mostly complex process systems, and are different from assembly- and batch-type systems or plants (e.g. automotive assembly plants). This is mainly for the following reasons:
- Constrained - In the mining and metals value chain, MBPs are considered to be bottlenecks. This is because it is very often energy-, labour-, and capacity-constrained.
- Capital intensive - MBPs require high start-up costs, they are expensive to operate, and their maintenance is difficult and costly.
- Continuous process - Stoppages are limited to maintenance. The start-up and switch-off of these plants is difficult, and can take a long time.
- Compressed market - In the current operating environment, beneficiated minerals in SA suffer from a compressed market. The margin on beneficiated products is small, and is often not worth the effort.
1.3 Rationale for the research
Although many continuous improvement (CI) techniques/models are published in the literature, very few have their roots in a continuous-process plant, with most CI research conducted on assembly- and batch-type plants. MBPs face different challenges from those plants for which the classical CI models were developed. The applicability and validity of these models cannot be disputed, and so existing CI techniques must be considered; but the emphasis has to be placed on the application of these and/or newly-developed techniques in a minerals process environment.
The problem currently faced by beneficiation plants is that the majority of CI models attempt to improve quality and, in some cases, throughput. These techniques, such as lean manufacturing (LM), theory of constraints (TOC) and six sigma (SS), mostly address CI issues found in batch- and assembly-type plants. These models were developed by the industry to fulfil specific industry needs. Such techniques are used in beneficiation plants, but their application does not seem natural for these continuous-process plants. This research project therefore aimed to develop a new continuous improvement model or technique that could be applied successfully to any minerals beneficiation plant by using elements of LM, SS, and TOC.
1.4 Problem statement
The primary research problem that was identified and addressed within the research study was:
'Current CI tools cannot be applied directly to mineral beneficiation plants without modification. The result is that little effort is put into improvement, thus possibly leading to stagnant plants losing their competitive edge over rivals.'
1.5 Research objectives
The primary objective of this research was to develop a CI model that would be directly applicable to beneficiation plants. This was done by selecting the most appropriate tools from current CI models, and selectively combining these into a new continuous improvement model. A secondary objective was to determine which areas of beneficiation plants were not addressed by this combined model, and to develop specific tools to address these areas.
2 LITERATURE
2.1 Continuous improvement
Continuous improvement (CI) can be defined as "a focused approach to improve efficiency of a process, by means of incremental and sustained innovation, resulting in the elimination of waste and enhancement in quality".
The impact of CI on business performance is remarkable: case studies have shown an increase in profit, throughput, quality, and even worker morale [2]. Probably the greatest advantage that CI could hold for beneficiation plants is improved cost and time efficiency, as well as product and process quality, effectiveness, and reduced material and energy usage [3].
2.2 Lean manufacturing (LM)
According to Dennis [4], the aim of LM is to provide the highest quality product at the lowest cost and in the shortest time, by reducing waste. Dunstan et al. [5] argue that although LM has its origins in the automotive industry, there is nothing inherent in LM that is specific to discrete manufacturing processes; and in recent years it has become a common and effective methodology in many other manufacturing, processing, and service industries. This argument is true for some aspects of LM; but the literature indicates that LM is driven by customer-pull and not through-push in the process, as is inherently true of an MBP [6,4,7].
It was shown by Dunstan et al. [5], however, that there are significant differences between MBPs and automotive businesses (where LM began) that could potentially pose problems.
Dunstan et al. [5] have shown that the implementation of LM has had a significant effect on all aspects of business at a carbon bake furnace situated at the Boyne Smelter in Australia. However, this was done in conjunction with six sigma (SS). They also mention that LM was integrated extremely well with the SS project work, and that in most cases LM was used in the control phase of SS projects to lock in major improvements.
2.3 Six sigma (SS)
SS is an integrated initiative, and success is achieved through a systematic approach using the define, measure, analyse, improve, and control (DMAIC) process [8]. This process is an integral part of the SS methodology. Harry [9] mentions that each of the steps in the SS approach incorporates key manufacturing, engineering, and transactional processes, in order to achieve total customer satisfaction.
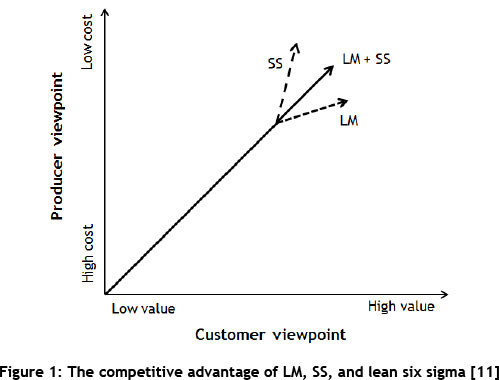
The SS methodology was developed to satisfy the need to improve quality. Several mining companies have embraced SS as a process improvement tool. Akser et al. [10] claim that SS can be applied in all facets of the heavy mineral operations, including maintenance and minerals processing. Pepper and Spedding [11] suggest the use of lean six sigma, showing a competitive advantage in using a combination of both strategies, as indicated in Figure 1. Considering the literature, it seems that, as with LM, SS is not to be preferred as the sole improvement initiative in MBPs. In fact, it is proposed that better results can be achieved by combining SS with LM, as shown in Figure 1.
2.4 Theory of constraints (TOC)
TOC is a body of knowledge about systems and the interaction of their component parts, relying on five focusing steps - identify, exploit, subordinate, elevate, repeat, and prevent inertia - to guide the system improvement efforts [12]. The principle of TOC is that each organisation has at least one constraint that prevents management from achieving the goal of the organisation [13]. TOC provides a strategy for linking the philosophy of CI with the tools that can be used to achieve that improvement [14].
Goldratt [15] suggests that TOC principles can easily be applied to project management. This may prove to be much more valuable to an MBP than the standard implementation of TOC in the production environment. It may also be used in combination with another technique, as suggested by Ehie and Sheu [13]. This is again in line with the literature on LM and SS, which shows that one CI model can indeed be successfully used in combination with another. Considering TOC's objective to improve throughput, it seems to be a more natural fit for MBPs, given the fact that MBPs are very often bottlenecks in the mining value chain. Implementation on a more holistic scale seems manageable; but it is difficult to apply the principles of debottlenecking on smaller processes in an MBP system.
2.5 Why a new model?
One needs to question the research objective, when clearly there is some proof in the literature that some success has been achieved in MBPs using existing tools, even if combined with each other. The reality lies in the fact that, in the South African context, very little research has been done in this study field, and there is little proof of active CI programmes in industry practice. From basic principles, SS, LM, and TOC are not compatible with MBPs, as shown in Table 1.

2.6 CI for MBPs - the South African context
Important work in the field of CI for a South African MBP was conducted by De Jager et al. [16]. Their model and case study is based on their experience with the implementation of CI at a company that is a major producer of iron ore and, at that stage, thermal coal. This model is shown in Figure 2. De Jager et al. [16] state that "continuous improvement should be a systematic process of organisational development in which the facilitative patterns of behavioural routines are extended and reinforced, to enable a major culture change". The most important point highlighted by De Jager et al. [16] was to ensure that there is proper goal alignment between the implementation team and the shop floor.

This model is based on identifying a case for change - meaning that improvements are done where change is required. A typical CI cycle follows this step, with the most important factors for success being:
- Employee buy-in
- Corporate presence
- A customer-oriented strategy
- Historical fit of CI
- Practical goals
It is clear from the literature that employee involvement is central to any CI programme's success. A well-defined and well-communicated vision and values will provide the cornerstone for goal alignment within the organisation.
3 RESEARCH METHODOLOGY
The research methodology was the development of a non-empirical model, using deductive reasoning, specific experience, and a thorough literature review. A survey technique was also used to obtain quantitative data that was used to strengthen the quality of the information used to construct the model.
The survey questionnaires focused on existing strategies to determine what is currently in use, and what respondents understand about the subject. The survey was sent to employees at various levels within several South African resource companies, academic institutions, and management and mineral consultant groups.
The objective of the survey was to determine which elements are necessary to develop a CI model that focuses solely on beneficiation plants. The limitation of this model is that its focus is only on the technical and processing departments within beneficiation plants; obstacles to implementation were not considered.
3.1 Compilation of the survey
The purpose of the survey was to provide realistic information about the minerals processing industry's viewpoint on CI. The respondents were questioned on several aspects of their background. This included experience, management level, and the type and size of organisation in which they were employed. The aim was to gain an understanding of the focus group, increase the reliability of the research, and improve the value of any conclusions based on the results.
Since it was decided to focus mainly on three improvement methodologies, the respondents were questioned about their understanding of these. This provided a basis for the focus group's experience in working with these methodologies, as well as gaining information about their preferred technique. Information was also obtained to determine whether any of the respondents have been involved in using a methodology in an MBP, and to determine the success or failure of these attempts.
This information was critical in the development of a new CI model, as the aim was to address specific issues raised by the respondents. This would then be used to build a model from the three chosen methodologies. The information obtained by means of the questionnaire, which focused on the following:
- Background information about respondents
- Industry experience of respondents
- Knowledge of CI and related strategies
- Need for CI in MBPs
- Driving forces of CI in industry
3.2 Survey instrument
The survey was hosted on both www.surveymonkey.com and the Facebook page of the Metallurgical Engineering Alumni of the University of Pretoria. In addition to this, the survey was e-mailed to several people employed by major South African mining and resource organisations, academic institutions, technical consulting houses, and some management consultants. The mailing lists comprised personal contacts and information received from administrative and human resources departments within the various organisations. As the survey targeted a specific group of individuals who either work or have worked in the minerals resource industry, the pool of respondents was quite limited. A total of 80 respondents completed the survey.
The questionnaire comprised the following eight sections, each with a number of questions (indicated in brackets).
- Personal details (5)
- Exposure to CI models (4)
- Knowledge of TOC (5)
- Knowledge of six sigma (5)
- Knowledge of lean manufacturing (5)
- New model (3)
4 RESULTS
4.1 Respondent details
The 80 respondents were employed in a number of different levels within their organisations, as indicated in Figure 3.

The majority of respondents - about 69 per cent - were occupied in middle and senior management level. This is significant, as it represents the core employees who would be involved in managing an MBP, and who would have first-hand knowledge of the CI requirements for an MBP.
The respondents also represented a number of experience levels, as indicated in the distribution in Figure 4. The majority of respondents - about 60 per cent - had 10 years' experience or less. The experience levels '10-15' years and '15-20' years' were also represented in the sample population.

4.2 Knowledge of continuous improvement
4.2.1 Importance of attributes
Respondents were requested to rate the importance of seven selected attributes or factors to achieve continuous improvement in their respective organisations. Figure 5 shows the average results of this question (1 = Not Important and 5 = Very Important). Most respondents felt that 'throughput of production' is the most important element in a CI strategy. The least important attribute was 'new technology development'.

The results are indicative of the business models prevalent in multinational resource corporations in South Africa. In a mining environment, throughput is hampered by the beneficiation processes following the mining activity. Added to that, if a smelter is part of the value chain, it is electricity-constrained. Whichever way one looks at it, MBPs are bottlenecks in the value chain of a mining company. The fact that cost and efficiency improvement is rated high also fits in well with the model described above. When throughput is low, MBPs need to produce at low cost and good efficiency to remain profitable.
Least important to the respondents was 'new technology development'. Most major corporations have closed down their research and development (R&D) departments in cost-cutting exercises. This lack of research and technology development may explain why respondents view this as less important. Another reason may be that the processes involved in MBPs are well-established, with few major leaps in process improvements.
4.2.2 Familiarity with existing models
Respondents were also questioned on their knowledge of four existing models for continuous improvement. The results are indicated in Figure 6.

Respondents were familiar with established models. More than 80 per cent were familiar with SS, and close to 60 per cent with LM and TOC.
4.2.3 Importance of existing models
Respondents were asked to indicate the importance of existing models and of a combination of existing models for continuous improvement within their organisations. The results are shown in Figure 7.

When questioned about the success of these methodologies, respondents stated the success rate to be 83 per cent for SS, 72 per cent for TOC, and 70 per cent for LM; yet most respondents were of the view that a combination of methodologies would be more important for CI in their organisations. This is a significant finding. Even though good success rates were achieved with existing methodologies, the view is that a combination of methodologies would indeed be more beneficial, and is to be preferred.
5 PROPOSED CONTINUOUS IMPROVEMENT MODEL
The results indicated that the respondents supported a continuous improvement programme for an MBP. Elements of each of the established CI programmes can be used, but the respondents indicated that a combination of the three established methodologies would be the most suitable model for an MBP.
5.1 Developing strategy
For any CI model to succeed, it has to be an integral part of the strategy of a organisation. The strategy should determine the general direction, and focus the decision-making skills of employees on improvement at all levels in the organisation. However, each strategy needs to be formed and moulded from the vision of the organisation. The vision defines the company's domain of activities, and is essential - in combination with the goals and objectives - in establishing the strategy of the company [19].
The goals and objectives can be seen as key performance indicators (KPIs) that guide the resources in executing the strategy. In conjunction with KPIs, a business also needs to identify its key value drivers (KVDs), which are measurements of the facets of a business process that have a profound effect on its results. They have a substantial value impact, and contain elements that are under control of the operational team.
The first element in this model is the development of a vision. The vision of the organisation should include a clear intention continually to improve in all aspects and levels of the organisation. Developing the correct structure for the organisation is an essential part of the process. According to Smit et al. [20], employees can only work effectively towards the vision, mission, and goals of an organisation if a proper structure is organised and defined.
Systems and processes need to be aligned to ease the CI initiative. This includes simple systems to identify, measure, and track specific process variables and/or financial data. Once the vision, structure, processes, and systems are in place, one should identify the KVDs that would provide highest value to the organisation. In support of this, KPIs must be developed to measure the effectiveness of the programme, the team, and the individuals. The strategy of the organisation will feed into the CI model and provide the cornerstone for decision-making of all levels of the organisation.
5.2 Important elements of a CI model
The respondents were asked to select the five most important elements or factors (out of 16 given in the questionnaire) that should be present in the CI strategy of the company. The results are shown in Figure 8.
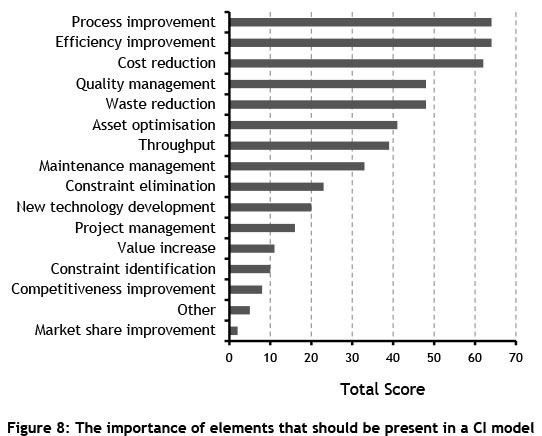
It is clear from Figure 8 that the five most important elements that should be present in a CI model are process improvement, efficiency improvement, cost reduction, quality management, and waste reduction.
These five elements are in line with an MBP not being a fixed-cost business, and provide the basis for improvement. By using coding techniques as described by Boeije [21], qualitative answers were analysed. This yielded similar results.
5.3 Implementing the continuous improvement cycle
Figure 9 shows the proposed CI model for a minerals beneficiation plant, henceforth referred to as the 'hexagonal improvement model' (HIM). The HIM is an amalgamation of the established methodologies into one model that can be successfully applied to an MBP. It is based on the four principles of process improvement, known by the acronym 'QECW':

- Improvement in quality (Q)
- Improved efficiency (E)
- Reduction in cost (C)
- Reduction in waste (W)
The HIM comprises six critical steps to ensure that continuous improvement is achieved on a beneficiation plant. Each of the six critical steps is underpinned by a three-step sequential governing process that should be used in executing that step. The three-step governing process assists in structuring ideas and thoughts around the process being addressed in each of the six critical steps. The three-step governing process is as follows:
- Plan (P) - Plan the work required in this step. Note any changes made to the plan, and plan subsequent changes if necessary.
- Focus (F) - Constantly focus on the plan made. Ensure that the objectives are clear and that retrospection is done regularly to assess adherence to the plan.
- Deliver (D) - Deliver on the objectives set in out in the plan. Analyse shortcomings, and repeat if necessary.
Now follow the six critical steps that ensure that continuous improvement is achieved.
5.3.1 Step 1 - Measure
During the first step, one would measure a specific process and its variables. The purpose of measuring is to obtain, organise, and represent data. This data will be the yardstick of current performance, but will also serve as a baseline against which to compare any improvement.
5.3.2 Step 2 - Analyse
The next step is to analyse the data from the measurement step. On any MBP there are multiple variables that have an effect on the process. There are also some interacting processes, and consequently some variables may interact as well. If one is faced with a large data set with a complex process map, it may be necessary to focus on specific details within the process map. The analysis phase is used for this purpose. By using various statistical and other tools, the improvement specialist will not only be able to determine what effect each variable has by itself, but also what effect the variables as a group have on the process. Only then can one move to the next step of the model.
5.3.3 Step 3 - Identify
Once the analysis is done, one can now identify which of the variables will have the biggest impact on improving the process. The deliverable in this step is the identification of variables that have a significant effect on the quality, efficiency, cost, and waste (QECW) of the process. Once agreement on this has been reached, one can move to the next step in the model.
5.3.4 Step 4 - Optimise
The aim in this step is to optimise the variable(s) identified in step 3. In this model, the optimisation step will be used to optimise the variable in its current state. No complex change to the variable should be considered during this step. The objective is to have quick measurable improvement without initialising innovation or capital spend. Throughout the optimisation step the focus should always on be the promotion of a lean system - that is, on optimising the processes so that they promote the simplicity of the system. It is very important not to add any complexity through optimisation. The aim is to optimise a variable through quick measurable improvements in a simplified and systematic way.
5.3.5 Step 5 - Improve
The purpose of this step is to improve the identified variable. In the previous step the purpose was to obtain stability in the variable. Once steady state is achieved, it is time to look at improving the variable. It is vitally important that a beneficiation plant develops a culture in which innovation is treasured and promoted as a way of improvement.
5.3.6 Step 6 - Control
The next (and final) step in the model proposes that the improvement now needs to be controlled. This starts with the execution of the project - a systematic process that consists of activities feeding into tasks. It is recommended that a critical chain project approach be followed. This approach provides the organisation with the opportunity to schedule resources for the improvement project properly, with the added benefit of ensuring that the project has a well-defined buffer.
6 CASE STUDY - SOUTH AFRICAN FERRO-ALLOY SMELTER
6.1 Background
The model proposed in this paper was used in a case study at a South African ferro-alloy smelter. Because the plant did not achieve its production targets, it was proposed to use the six-step model described in this report to identify and improve some process variables that would ultimately lead to an improved process.
6.2 The improvement process 6.2.1 Strategy
A rigorous process was followed to identify key value drivers (KVDs). This was done using a financial model to determine which process variables are the key drivers of performance.
From this it was seen that an improvement in yield is a KVD that could potentially add significant value to the business. In order to improve this, a universal KPI had to be identified. An adherence-to-tapping cycle was used as a KPI to track and monitor the success of the improvement project. This KPI is a universal measure that, if adhered to, would result in improved yield and thus improved efficiency. The plant's corporate strategy and structure were aligned in order to achieve continuous improvement. The systems and processes that had already been entrenched were suitable to support and encourage CI.
6.2.2 Measure
This specific plant had been struggling to control and manage the tapping cycles of the submerged arc furnaces (SAFs). The hypothesis was that adherence-to-tapping cycles would result in improved yield. An improvement project was launched on one of the smelter's furnaces.
The adherence-to-tapping schedule was measured to determine the baseline of the furnace. A process map detailing all steps in the tapping process was drawn up. Each step was individually mapped and measured. Measurement was done on a 24-hour basis over a two-week period. In total, 56 shifts were measured to determine current performance.
6.2.3 Analysis
The measured values were analysed and compared with historical performance. They were also benchmarked against typical plants and processes. A Pareto analysis was done to compare with best performance. During analysis of the measured values, it was found that indeed adherence-to-tapping schedules were extremely poor. Slag and metal analyses, which are indications of yield, showed variable results.
6.2.4 Iden tifica tion
It was identified that the tapping process was not well-controlled. Large variances were observed between taps and in the amount of metal and slag tapped. Much time was wasted in the preparation of the tapping, and there was no real system to guide tapping crews in what was expected of them. From this a problem statement was defined. The problem was scoped, and all inclusions and exclusions were identified.
6.2.5 Optimisation
In order to optimise the way metal and slag are tapped, more emphasis was placed on tapping cycles, and time was spent on the shop floor to ensure adherence. All other variables were subordinated to this change. The primary goal was to achieve steady output (MWh/t) between taps, which would ultimately lead to a more continuous tapping cycle.
It was seen that the power input between taps steadily stabilised. The rhythm and routine that was created by introducing this KPI resulted in a more stable and controlled tapping of the furnace. Slowly it was observed that yield had improved. However, the KPI was still not within control band limits.
6.2.6 Improvement
At this point in the process a brainstorming or idea generation session (IGS) was conducted. Its purpose was to generate innovative ideas that could be used to improve the tapping cycles and consequently the yield of the furnaces. In order to improve the process, it was decided to tap the furnace at fixed time intervals, instead of tapping the furnace at power input. This was a radical and innovative change to the operations as previously carried out. Front-line workers were coached and mentored to obtain commitment to the new concept and method of tapping at fixed intervals.
6.2.7 Control
The project was managed by using critical chain project scheduling [15]. In a matter of weeks, the tapping cycles were in complete control, and as a consequence the power input between taps also became controlled. The yield improved significantly, resulting in higher throughput of metal. In order to control the new improvement, new systems were put in place. These included an escalation protocol and automated tapping indicators. After these control measures had been put in place, the improvement project was handed over to the production execution team, with the improvement team monitoring improvement for a period of six months after project completion.
6.2.8 Outcome
The improvement has been significant; but more importantly for this study, it showed that the model was applicable and successful in an MBP environment. The buy-in at more senior levels was immediate, and all the process and improvement practitioners found the structure of the model easy to follow. The use of the improvement tools was found to be more challenging, as coaching and training were needed to optimise the techniques.
A paradigm shift was also required to move from an operational mindset to an improvement mindset. This was also seen to be a challenge, as workers on the shop floor were hesitant to try new processes or methods. This was overcome by an encompassing and thorough communication strategy aimed at buy-in from the shop floor. Within one month all shifts had embraced the tap-on-time principle, and so the new improvement was found to be sustainable.
7 COMPARISON OF NEW MODEL WITH OTHER CI MODELS
7.1 Existing models
It was seen that existing models can indeed deliver positive results when used for CI on MBPs. This fact is not disputed, and the results verified this claim. Even though the basic principles of SS, TOC, and LM are sound for any CI initiative, they were not developed for continuous metallurgical process plants. These plants pose unique challenges that would not necessarily be addressed appropriately when rigidly following one methodology alone. Higher success rates could be achieved by combining methodologies into a new collective model. This view is echoed and agreed upon not only in the literature, but also through the results of this study. The case study also showed that the model has applicability within the MBP context, and that it was easy to use. However, a direct comparison with existing models cannot be made for the case study, as this specific smelter did not have a CI programme in place at the time.
7.2 South African context
It would be valid to question how HIM compares with other models, and which elements would provide unique attributes not present in current models. For this reason, Table 2 provides a comparison of HIM and the model proposed by De Jager et al. [16]. HIM is focused on process improvement and value addition, but could be easily applied to other functions in an organisation such as health, safety, environment and community (HSEC), and human resources (HR). The importance of buy-in from the shop floor, as highlighted by De Jager et al. [16], should not be underestimated. However, this was not part of the scope of this study.

8 CONCLUSIONS AND RECOMMENDATIONS
8.1 Current CI tools
A literature review showed that current CI models have not been developed specifically for beneficiation plants, but rather have been developed for assembly-type plants or systems, and do not directly apply to continuous operations as found in beneficiation plants.
The survey confirmed that practitioners working in MBPs agree that a single model will not address all the issues experienced by MBPs. The majority of respondents agreed that a combination of current methodologies could be successfully applied to MBPs. This was also seen in the literature.
There are many aspects of the current models that apply to MBPs; however, each model was designed with a specific objective in mind, not necessarily in line with an MBP's objectives. To improve processes within an MBP, a more rigid and thorough approach is required that addresses multiple factors. For that reason, a consolidation of models is preferred.
8.2 A specifically-designed CI model
The survey indicated that the majority of respondents felt that MBPs could benefit from a CI programme, and that it could be successfully implemented if specifically designed with the CI aspects of a beneficiation plant in mind. It was found that no CI model would be successful if it were not underwritten by the organisation's strategy. It is also important that the right structure and performance measures are in place. This will ensure that employees only focus on the drivers that add value to the organisation.
The proposed new model incorporates elements from six sigma, theory of constraints and lean manufacturing. It is built on the four most important aspects in process improvement: improved quality (Q), higher efficiency (E), lower costs (C), and less waste (W).
The model comprises six steps to improvement, with the order of the CI cycle appropriate to a beneficiation plant. The toolkit suggested for the model is easy to use and is applicable to all steps in the CI cycle.
A case study was conducted on the improvement of yield in a ferro-alloy smelter. The model and the MBP environment are a very good fit, as the improvement initiative in the case study returned positive results. It is concluded that this model can be successfully applied to an MBP.
It is recommended that future studies consider implementing this model in different mineral industries and beneficiation plants. Future studies that include HSEC principles would be valuable for beneficiation plant operations. It is also recommended that the cultural impact of implementing the model should be studied. The technical benefits (such as reliability and availability) and the financial benefits of all CI models implemented in MBPs should also be studied by collecting actual plant data. The results of such research could assist operations managers to make better selections for the specific plant.
REFERENCES
[1] Creamer, M. 2010. Beneficiation strategy ready for Cabinet approval - Minister. Polity 21 May 2010. www.polity.org.za/article/beneficiation-strategy-ready-for-cabinet-approval-minister-2010-05-21-1. Accessed 5 February 2014. [ Links ]
[2] Bessant, J., Burnell, J., Harding, R. and Webb, S. 1993. Continuous improvement in British manufacturing, Technovation, 13(4), pp. 241-254. [ Links ]
[3] De Ron, A.J. 1998. Sustainable production: The ultimate result of a continuous improvement, International Journal of Production Economics, 56(1), pp. 99-110. [ Links ]
[4] Dennis, P. 2002. Lean production simplified. New York: Productivity Press. [ Links ]
[5] Dunstan, K., Lavin, B. and Sanford, R. 2006. The application of lean manufacturing in a mining environment, International Mine Management Conference, 16-18 October 2006, Melbourne. [ Links ]
[6] Andersson, R., Eriksson, H. and Torstensson, H. 2006. Similarities and differences between TQM, Six sigma and Lean, The TQM Magazine, 18(3), pp. 282-296. [ Links ]
[7] Moore, R. and Scheinkopf, L. 1998. Theory of constraints and lean manufacturing: Friends or foes? Available from: http://lewistrigger.com [Accessed 15 Feb 2014]. [ Links ]
[8] Kwak, Y.H. and Anbari, F.T. 2006. Benefits, obstacles, and future of six sigma approach, Technovation, 26(1), pp. 708-715. [ Links ]
[9] Harry, M.J. 1998. Six Sigma: A breakthrough strategy for profitability, Quality Progress, 31(5), pp. 60-64. [ Links ]
[10] Akser, M. and Tomas, M. 2005. Improving performance of heavy mineral processing plants through six sigma, Heavy Minerals Conference, 16-19 October 2005, Jacksonville. Society of Mining, Metallurgy and Exploration, pp. 123-126. [ Links ]
[11] Pepper, M.P.J. and Spedding, T.A. 2010. The evolution of lean six sigma, International Journal of Quality and Reliability Management, 27(2), pp. 138-155. [ Links ]
[12] Schragenheim, E. and Dettmer, H.W. 2001. Manufacturing at warp speed: Optimising supply chain financial performance. New York: CRC Press. [ Links ]
[13] Ehie, I. and Sheu, C. 2005. Integrating six sigma and theory of constraints for continuous improvement: A case study, Journal of Manufacturing Technology Management, 16(5), pp. 542553. [ Links ]
[14] Simons, J.V. and Moore, R.I. 1992. The theory of constraints approach to focused improvement, Air Force Journal of Logistics, 16(1), pp. 1-5. [ Links ]
[15] Goldratt, E.M. 1997. Critical chain. Great Barrington, MA: The North River Press Publishing Corporation. [ Links ]
[16] De Jager, B., Minnie, C., De Jager, J., Welgemoed, M., Bessant, J. and Francis, J. 2003. Enabling continuous improvement: A case study of implementation, Journal of Manufacturing Technology Management, 15(4), pp. 315-324. [ Links ]
[17] Drucker, P.F. 2005. Innovation and entrepreneurship. Oxford: Elsevier. [ Links ]
[18] Nijhof, A., Krabbendam, K. and Looise, J.C. 2002. Innovation through exemptions: Building upon the existing creativity of employees, Technovation, 22(1), pp. 675-683. [ Links ]
[19] Furrer, O. 2011. Corporate level strategy - Theory and applications. Abingdon: Routledge. [ Links ]
[20] Smit, P.J., Cronje, G.J., Bevis, M. and Vrba, J. 2011. Management principles - A contemporary edition for Africa, Cape Town: Juta. [ Links ]
[21] Boeije, H. 2010. Analysis in quantitative research. London: Sage Publications. [ Links ]
1 This author was enrolled for an MEng (Technology Management) degree in the Department of Engineering and Technology Management, University of Pretoria
* Corresponding author

