










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkSouth African Journal of Industrial Engineering
On-line version ISSN 2224-7890
Print version ISSN 1012-277X
S. Afr. J. Ind. Eng. vol.25 n.1 Pretoria Jan. 2014
GENERAL ARTICLES
The development of a theoretical lean culture causal framework to support the effective implementation of lean in automotive component manufacturers
K.R. van der MerweI, *; J.J. PieterseII; A.S. LourensIII
IDepartment of Industrial Engineering Nelson Mandela Metropolitan University, South Africa. karl.vandermerwe@nmmu.ac.za
IIThe NMMU Business School Nelson Mandela Metropolitan University, South Africa. jpieterse@nmmu.ac.za
IIIDepartment of Industrial Engineering Nelson Mandela Metropolitan University, South Africa. ann.lourens@nmmu.ac.za
ABSTRACT
Although it is generally accepted that lean manufacturing improves operational performance, many organisations are struggling to adapt to the lean philosophy. The purpose of this study is to contribute to a more effective strategy for implementing the lean manufacturing improvement philosophy. The study sets out both to integrate well-researched findings and theories related to generic organisational culture with more recent research and experience related to lean culture, and to examine the role that culture plays in the effective implementation of lean manufacturing principles and techniques. The ultimate aim of this exercise is to develop a theoretical lean culture causal framework.
OPSOMMING
Alhoewel die 'lean' vervaardigings filosofie algemeen aanvaar word as 'n metode om operasionele mededingendheid te verbeter, is daar baie ondernemings wat dit moeilik vind om by die 'lean' filosofie aan te pas. Die doel van hierdie studie was om 'n bydrae te maak tot die toepassing van 'n meer effektiewe strategie vir die toepassing van 'n 'lean' vervaardigings metodologie. Die studie kombineer en integreer bestaande bevindinge en teorie met betrekking tot algemene ondernemingskultuur met nuwe navorsings bevindinge en ervarings in n 'lean' kultuur. Die studie ondersoek ook die rol van kultuur in die effektiewe implementeering van 'lean' vervaardigings tegnieke. Die hoofdoel van hierdie oefening was om 'n teoretiese raamwerk vir 'lean' kultuur oorsake te ontwikkel.
1 INTRODUCTION
Globalisation has resulted in a major increase in manufacturing competition. Schönberger [1] refers to "competitive assaults" from companies around the globe, resulting in "hyper competition". This is particularly true for the automotive industry. Philosophies that lead to improved performance have become increasingly important to organisations in the race to stay ahead of competitors. Superior performance demonstrated by Japanese manufacturers, such as Toyota, has prompted Western organisations to discover the benefits of the lean operations philosophy [2]. Stevenson [3] describes lean operations as highly coordinated systems that utilise minimal resources to produce high-quality output. Lean operations result in both reduced investment and the cash benefits associated with lower inventory. Moreover, benefits associated with improved scheduling, simpler systems, and reduced overheads [4] are also obtained.
Organisations adopt lean operations principles either as a defensive strategy to stay competitive, or as an offensive strategy to move ahead of competitors [5]. Irrespective of the reason for adopting a lean strategy, the actions required to become lean are the same, and the implementation process can be a lengthy one. American automotive manufacturers, for example, began implementing lean principles in the 1990s, and continued to do so into the second decade of the 21st century [6]. As these principles became embedded within their operations, automotive manufacturers transferred some of their lean focus to their suppliers. Suzaki [7] went so far as to advocate that suppliers should be viewed as an extension of the customer's factory. Automotive manufacturers, therefore, are increasingly giving preference to first-tier suppliers with lean systems. This preference for lean suppliers is filtering through the entire automotive supply chain [8]. Lean component suppliers, therefore, not only achieve increased competitiveness through efficiencies associated with lean manufacturing, but also experience preferential consideration arising from seamless integration with lean automotive assembly plants.
Realising competitive advantage is obviously important to automotive component suppliers throughout the world. Competitive advantage becomes critical in an area, such as the Eastern Cape (EC) Province (South Africa), where this industry plays a vital role in the local economy. This province is the second poorest in South Africa, and has an unemployment rate of about 30 per cent. Extreme levels of poverty prevail in the rural areas, contrasting sharply with the industrial activities (largely automotive-related) centered in the two major cities, Port Elizabeth and East London. Apart from the obvious economic importance of the automotive industry, significant social benefits are associated with the presence of the industry. Lorentzen [9] points out, for example, that the automotive sector has been active in the development and support of programmes for the prevention, treatment, and care of HIV/AIDS. The general upliftment and well-being of the 6.9 million people residing in the EC hinges on the regional automotive industry recognising and accepting the various challenges posed by globalisation. Key among these challenges is the need to be more competitive than countries that provide low-cost advantages, such as China, India, and Brazil. Implementation of lean manufacturing in automotive industry organisations in the EC is one way to improve performance and, ultimately, to grow the industry.
Component suppliers in the EC have increasingly become aware of the benefits associated with lean manufacturing. This may be ascribed to the spread of publications related to lean manufacturing, as well as the incorporation of lean principles into automotive assembly systems. Most of these organisations have recognised the potential benefits thereof, and have either started implementing lean manufacturing principles or are considering doing so.
Many organisations, however, are finding that lean implementation is not easily achieved [10]. Early attempts to implement lean are often characterised by short training programmes that are specifically aimed at making a few individuals proficient in the use of selected lean tools. Limited application of these tools, however, does not bring about the expected results, and disillusionment naturally follows. Liker and Hoseus [11] assert that organisational leaders become frustrated when short-term results fade. Additionally, early lean gains may prove unsustainable as employees slowly revert to previous work practices. Leaders in these organisations fail to understand that lean is a management philosophy. These leaders also fail either to realise the importance of changing the organisational culture at the onset of lean implementation, or to enact the required cultural change. Most research in this field has been conducted in the United States of America (USA) and in the United Kingdom (UK). Maritz [12], however, affirms that a similar lack of attention to lean culture is also preventing South African automotive manufacturers from realising the potential benefits of lean.
A number of authors and researchers (Bernstein [13]; Feld [14]; Nguyen & Mohamed [15]; Pennington [16]) conclude that organisational culture is one of the most difficult organisational aspects to change. Tracey and Flinchbaugh [17] conclude that lean culture is vital to the success of any lean implementation plan, and that future research is required to create and maintain lean culture. Exacerbating this problem is both the ill-defined nature of a lean organisational culture, as well as time constraints caused by increased competition. Cultural change efforts, therefore, have to be effective and well-managed. Bernstein [13] emphasises that successful transformation is dependent upon lean becoming the way the business is run on a daily basis. Henderson and Larco [18] associate the issue of lean culture with personal transformation. These statements are typical of how lean experts refer to lean culture. However, they do little to guide leaders in developing a lean organisational culture.
It is critical, therefore, to develop a framework for guiding leadership actions toward consciously changing the prevailing organisational culture to one suited to the lean philosophy.
2 LEAN AS A PHILOSOPHY
Feld [14] describes lean manufacturing as the attainment of a robust manufacturing system that is "responsive, flexible, predictable and consistent". Pieterse [19] recommends that lean thinking start with a vision of the perfect lean factory, which is described as one where products are made only when requested by the customer and where such products conform to individual customer needs. The process would exclude all waste, and products would pass directly from one process to the next. Bicheno [20] emphasises the prevention of waste (referred to as muda in the Toyota Production System) as an integral part of lean philosophy. The ultimate goal, therefore, is one of continuous flow with no waste.
Achieving a stage where a combination of those goals is evident requires the organisation to adopt a philosophy of value-driven continuous improvement. This necessitates the entire work-force being both involved and guided by relevant customer-specified criteria. Murman [21] defines lean thinking as "the dynamic, knowledge-driven and customer-focused process through which all people in a defined enterprise continuously eliminate waste with the goal of creating value".
The philosophy is essentially a guide for decisions leading to lean actions and behaviours. It is articulated through adherence to lean principles. Bhasin and Burcher [22] believe that lean should therefore be viewed as a mind-set that governs how one looks at an operation or process. It is this lean characteristic, so closely associated with organisational culture, that often proves to be misunderstood (Nordin, Deros & Wahab, [23]).
3 THE ROLE OF LEAN CULTURE
Henderson and Larco [18] believe it is virtually impossible for organisations using traditional manufacturing methodologies to compete successfully with lean organisations. Lean success, however, is largely dependent on the attainment of a lean culture (Achanga et al. [10]; Bernstein [13]; Bhasin & Burcher [22]; Emiliani [24]; Hines et al. [2]; Lee-Mortimer [25]). Companies that utilise mass production systems, controlled by top-down management approaches, find that the change to a lean system is dependent on a significant shift in organisational culture. Emiliani [24] argues that behaviours practised over decades have resulted in strong inwardly-focused organisational cultures.
It is these entrenched cultures that so many companies struggle to change. Hines et al. [2] maintain that, while manufacturers have introduced lean techniques relatively easily, they still find it difficult to achieve the organisational culture and mindset that provides the foundation of lean. It is for this reason that the full impact of lean has not been realised in many cases. Additional research (Boyer [26]; Tracey & Flinchbaugh [17]) supports the premise that lean system success is primarily dependent on actions taken, principles implemented, and organisational change, rather than on lean tool adoption. Bhasin and Burcher's [22] research into the low rates of successful lean implementations confirms that failure in the use of the techniques was not a contributing factor. Failure to change the organisational culture, however, constituted the overriding cause of unsuccessful implementation of lean.
Murman [21] refers to "cultural monuments" that are built on three or four mindsets within an organisation, quite often at odds with lean thinking. These monuments include old strategies and rules that were once useful but now prevent most members of the organisation from even questioning the status quo, despite seemingly obvious signs that current strategies are failing. Dismantling these non-physical monuments is imperative to attaining a lean culture.
4 ORGANISATIONAL CULTURE CHANGE SOURCE
Activities that result in change to organisational culture are of particular relevance to this research. A distinction should be made, however, between the external and/or internal factors that convince or force a company to change (such as the competitive threats facing the EC automotive component industry) and those activities that actually bring about the change. These two issues can be encapsulated in two simple questions:
• Why must we change?
• What must we do to change?
The main focus of this research concerns the latter question. Providing a frame of reference for activities (causal activities) that bring about organisational culture change requires consideration and definition of the primary source of such activities. Schein [27] argues that actions grouped under the broad heading of leadership constitute the major source of organisational culture change activities. The literature suggests that this argument is supported by a number of researchers, as shown in Table 1.
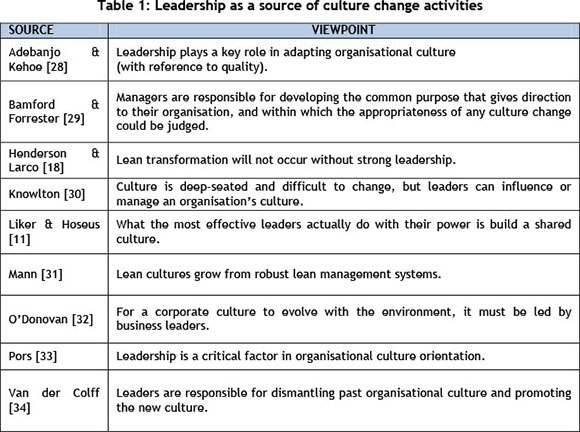
Although terminology differs, the viewpoints expressed in the above table reflect consensus on the considerable impact of leadership activities on the formation of organisational culture. The most noteworthy difference is the interchangeable use of the terms 'leader' and 'manager'. Liker and Hoseus [11] contend that managers at Toyota are not automatically considered leaders. Toyota actively pursues people who are considered to possess leadership characteristics that suit the Toyota management system.
This may be the ideal situation; however, there are obvious implications for companies that have not been following this policy for some time. Ideal leaders would have to be found and developed - a process that can easily take a number of years. The majority of EC automotive component suppliers have not been practising lean long enough to have achieved this state. Lean activities aimed at developing lean culture, therefore, would be carried out by the existing management team. Commonsense further dictates that leadership characteristics would have been a part-requirement for promotion into this category. The leadership cadre could, therefore, be referred to as 'management' for the purposes of this research.
There are distinct levels within the management category, each playing a role in forming the culture. Hellriegel, Jackson and Slocum [35] differentiate between three levels of management: first-line managers, middle managers, and top managers. A summary of each of these levels, as well as a brief definition and list of typical job titles, is presented in Table 2.
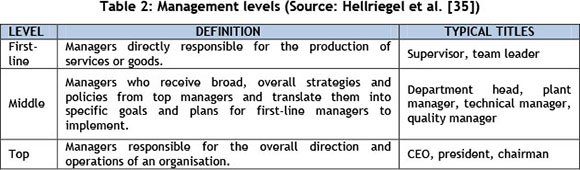
First-line managers are typically called 'supervisors' or 'team leaders'. They are the level of management closest to the point at which value is added in most organisations. Middle managers are tasked with translating the broad strategic goals (originating from top managers) into specific plans.
There is some debate about which management level initiates organisational change: top or middle managers. Top managers have traditionally been considered to initiate change, while middle managers select and carry out the actions required to achieve organisational culture change (Bernstein [13]; Hellriegel et al. [35]; Hitt, Ireland & Hoskisson [36]; Hough [37]; O'Donovan [32]).
Bamford & Forrester [29] developed a model to support their argument that change is not always initiated by top management (see Figure 1). The model shows that middle managers assess various events in the context of future organisational success. These events typically include internal and external audits, as well as customer and supplier contacts. Middle managers draw on previous work experience, formal study, professional development courses, and peer contact both to assess the outcome of daily events and to make judgements about their impact in the short- or long-term. These judgements act as filters, and only selected ideas are communicated to top management for consideration and possible adoption. Top management screen these ideas and select certain of them for implementation. The logic, therefore, is that middle management filter ideas and pass selected proposals to top management who, in turn, filter ideas presented to them and then return their selections in the form of instructions.

Significantly, both schools of thought (top management or middle management as initiators) agree that middle management predominantly decide on and implement the actions that bring about change, regardless of their source. It would be logical, therefore, to focus any research aimed at identifying effective lean culture change actions on middle managers.
5 GENERIC ORGANISATIONAL CULTURE CHANGE ACTIVITIES
Activities considered to bring about organisational culture change are numerous and wide-ranging. A framework was developed to arrive at a logical and more concise listing of typical generic organisational change activities. This will ultimately serve as the foundation for the lean organisational culture framework. Allocating specific change activities to broader categories allows for ease of reference. Moreover, it provides a link to the purpose or outcome of each activity within the greater strategy of organisational culture change. This framework is considered both important and relevant to current research.
An examination of the five generic organisational culture theories (Hough [37]; Kaye & Anderson [38]; Kotter [39]; Pennington [40]; Upton [41]) reveals a great deal of synergy between the various findings. The issues surrounding vision and teamwork, for example, are recurring themes. This lends greater credibility to the activities attributed to causing organisational culture. Multiple sources advocate actions that promote organisational culture, thereby resulting in increased credibility and relevance of such actions. This can be further utilised to develop a credible causal activity framework. The framework developed was based on the causal activities described in the preceding sections.
The resulting framework (refer Table 3) was developed using a two-stage process. The first stage entailed the selection of a few broad categories that characterise more detailed activities. Key words describing concepts (such as justification, vision, and teamwork) were selected to describe each set of activities. The second stage entailed allocating individual activities to the broader categories.
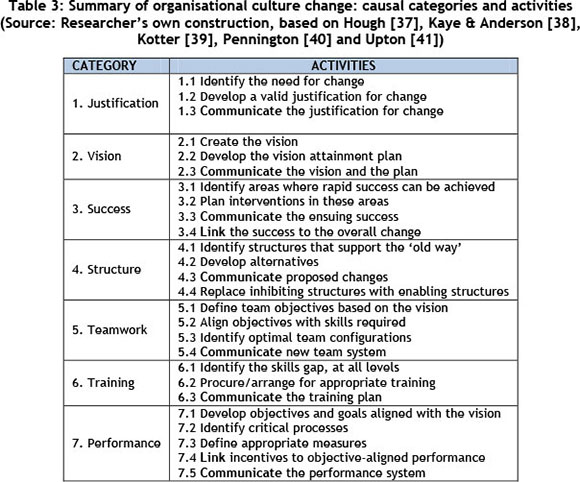
Justification is the starting point, and covers all those activities that contribute to each employee's decision to discard the old organisational culture. The reasons for change must both be valid and clearly linked to negative outcomes associated with maintaining the status quo. Justifying the change is therefore shown at the top of the framework. This provides the force for change. A strong argument for change provides a sense of urgency that, in turn, gives impetus to all the other change activities. The degree of change acceptance is proportional to the strength of this argument.
Communication and integration of the activities affect the success of all improvement or culture change activities (Pepper & Spedding [42]). For example, although the compilation of the argument for change is important, it is just as important to communicate this argument effectively. Communicating the reasons for change without simultaneously providing a clear vision (or solution) would be akin to sounding a fire-alarm without providing a fire-escape plan: panic would ensue. The vision, therefore, has to be developed as a response to the threats or opportunities contributing to the justification. Failure to communicate the two issues simultaneously will detract from the likelihood of employees recognising the link between the two. Similarly, activities linked to creating teams or ensuring successes would have little impact on the wider organisational culture if they were not effectively co-ordinated and communicated throughout the organisation. Kotter and Cohen [39] maintain that changing structures and creating new performance measures without integration and communication are further likely to unsettle employees more than necessary.
Training programmes develop the skills that allow team members to contribute in a meaningful way. Identifying the type of training that is needed is achieved by means of a skills gap-analysis. This forms the basis of the final training plan. Application of newly-learnt skills is accompanied by both a shift in performance expectation linked to the major change objectives and goals, and a change in the way this performance is measured [43]. Certain categories of activities should occur sequentially, while others can happen simultaneously.
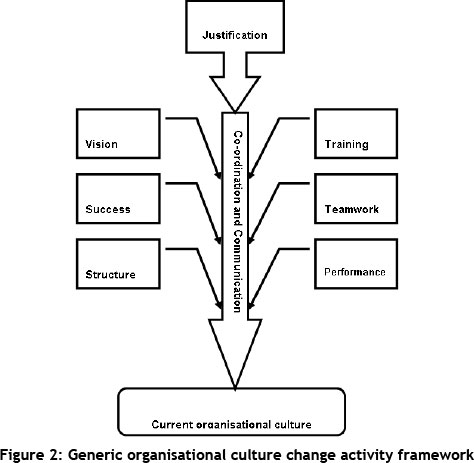
The information contained in Table 3 was used to create a generic organisational culture change activity framework, thereby providing greater clarity on organisational culture activities. This framework is shown in Figure 2. The six major activity groupings are arrayed on either side of the framework, thus reflecting the balance of the findings contained in Table 3. These include the creation of a vision, training, successes, teamwork, structure and performance. Together, they constitute the majority of activities necessary to bring about organisational culture change.
6 LEAN CULTURE CAUSAL ACTIVITIES
A framework for generic organisational culture activities was developed in the previous section; however, further refinement was necessary to tailor the framework to more closely address lean culture per se. A two-stage selection process (depicted in Figure 3) was utilised to identify these additional lean categories.
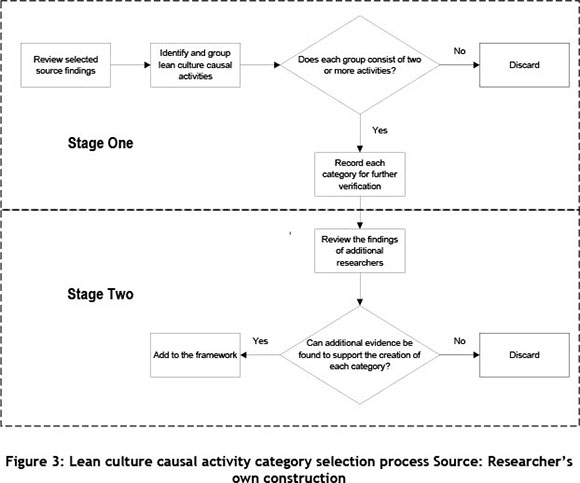
The first stage comprised an examination of the findings of four prominent lean practitioners. This was done to identify activities considered specifically to cause lean culture. Included in this exercise were the works of Bernstein [13], Liker and Hoseus [11] and Mann [31]. Activities consistently referred to by at least two of the three sources were grouped into logical categories. The second stage consisted of a verification process. This was achieved by means of a broader literature survey that included the findings of other lean researchers/practitioners. These researchers/practitioners did not necessarily focus their research on lean culture, but nevertheless made isolated references to the topic.
Each of these two stages is contained in the following sub-sections, which are arranged according to source. This reveals the iterative nature of the process utilised in the identification of the four new lean culture causal activity categories.
7 CAUSAL ACTIVITIES: A LEAN FRAMEWORK
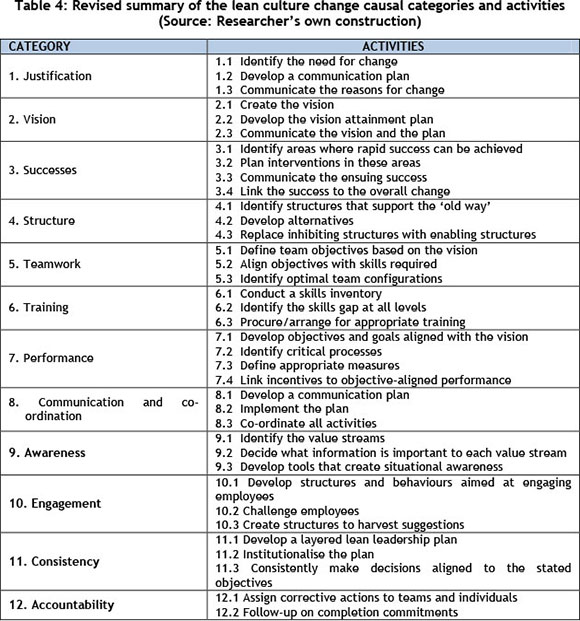
There is a certain amount of overlap between generic and lean organisational culture change activities. The previous sub-sections, however, reveal four significant categories of lean culture causal activities. These categories have been added to the previously-developed summary. The complete list of lean culture causal activities is shown in Table 4. The four new categories include employee awareness, engagement, standardised management, and accountability.
Lean literature often refers to visual controls considered necessary for achieving one of the five lean principles, flow. These controls should reflect those performance measures that focus attention on manufacturing characteristics that create lean systems. Visual controls, in the form of charts, require regular input from employees. This has the dual effect of involving the employee and creating a sense of accountability for the operation. Employees stay informed about the status of the operation. This gradually fosters a sense of ownership which, in turn, fundamentally changes employees' beliefs about this important lean cultural trait. Regular reviews of the visual controls are required to ensure that the displayed information is both relevant and deemed valuable by its users.
Mann [31] argues that visual controls are important contributors to lean management, as they not only connect people to the process, but also reflect the extent to which the process is being adhered to. The ultimate purpose of visual controls, however, is to create an environment where everybody is aware of the current operational status. Visual controls are a means to an end; unfortunately, however, in some organisations they have become an end in itself. The prevailing belief is that visual controls are the lean objective, and not the situational awareness necessary to identifying developing problems.
Engaging employees in a meaningful manner requires careful consideration and planning, particularly if the previous culture was rooted in a directive management style. Murman [21] argues that lean requires a collaborative approach that can only be achieved through engagement. The engagement process should also include an element of challenge; the employee needs to be aware that creativity and innovation are desired and valued skills. Implicit in this challenge is the message that management believes and trusts in the ability of the employee to make a meaningful contribution to organisational success (Liker & Hoseus [11]). Demonstrating this belief requires that managers physically go to those areas of the organisation where value is added. This is referred to as genchi genbutsu ('go and see') in the TPS, and covers a broader concept than a simple visit to the workplace.
Managers are expected to conduct certain activities, such as fact-finding, consensus-building, and ultimately goal-achievement, during the visit. The process is also intended to develop a culture of trust and respect. Apart from this direct type of engagement, it is further necessary to draw employees into the lean philosophy. This may be achieved through the creation of structures that enable a free-flow of suggestions aimed at continuous improvement. Bernstein [13] maintains that suggestion schemes need to be carefully structured and actively managed with an appropriate reward scheme.
Standardising work for manufacturing operators has been part of the TPS for over 50 years (Liker & Hoseus [11]). The emphasis, however, has always been on the tasks of the operators, not on those of management. Mann [31] maintains that a certain portion of a manager's day should also be subject to standardised work. This can be achieved through the development of a layered leadership plan that includes all levels in the organisation, including that of managing director.
The creation of a standardised lean management system ensures that managers are included in the lean culture effort. This prevents the growth of a management sub-culture that reflects the attitude that lean is for operators only. Standardising elements of the lean management control system further promotes accountability at all levels. Regular and pre-determined lean checks reinforce the growth of a culture of accountability. Members of the organisation, at all levels, become aware that continuous improvement and problem-solving actions will be reviewed, and that accountability for completion of these actions is a lean expectation.
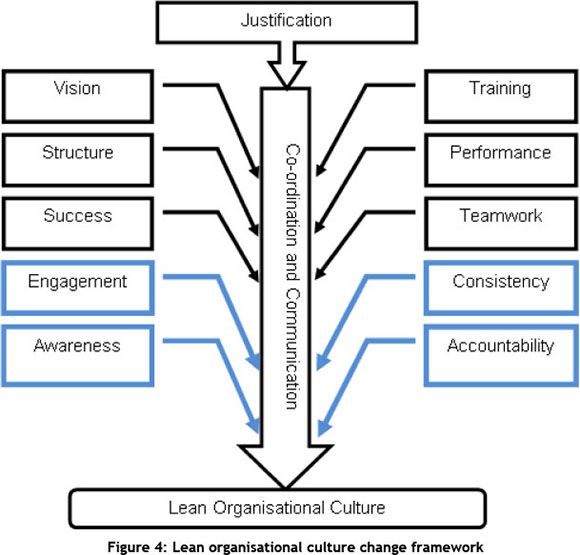
Identification of the four additional lean organisational culture categories necessitates refinement of the generic organisational culture change causal framework developed in the previous sections. The resulting lean culture framework, including the newly-added categories for the four lean-specific causal activities, is shown in Figure 4.
8 CONCLUDING REMARKS
Considering the difficulty of defining generic organisational culture, attempts to provide a comprehensive definition of lean organisational culture are, unsurprisingly, relatively few. Generic organisational culture has been the subject of intensive research over many years, whereas lean organisational culture is a far more recent topic of interest. Liker and Hoseus [11] produced, arguably, the most comprehensive work on lean culture, based on the Toyota Way and their observations of Toyota's culture.
Understanding what constitutes a lean culture is described by Badurdeen et al. [44] as an operationally significant question. Defining lean culture is important in that it provides a frame of reference when lean culture causal activities are considered. It is these activities that constitute the main focus of this research. Inherent in this research is the belief that activities cause a culture to develop. Pennington [40] supports this concept, and advises that the development of a desirable culture is dependent upon intentional actions. This is endorsed by Womack [45], the leading lean practitioner, who recommends that the most efficient way to develop a lean culture is to act: lean actions lead to lean culture. Through this recommendation he reveals a more fundamental belief that culture is an effect, not a cause. This supports the theory that certain activities cause a lean culture to develop. Acceptance of this premise would lead an organisation (one that is attempting to become lean) to identify and question the efficacy of actions aimed at changing from a traditional manufacturing culture to a lean culture. Most organisations cannot identify specific actions that result in culture change [46].
Development of the lean organisational culture framework provides insight into those activities considered to cause a lean culture. Ten categories of activities are presented, along with the justification phase that describes the reasons for change. This provides the sense of urgency necessary to overcome resistance to change. Coordinating these activities requires ongoing planning and communication. This framework is of particular relevance for those companies that have chosen to adopt - or are considering adopting - lean as a competitive strategy. This includes a significant number of those companies that constitute the EC automotive component manufacturing sector. Further research is required to complete and validate the framework for this industry sector.
REFERENCES
[1] Schonberger, R.J. 2001. Let's fix it! New York: Free Press. [ Links ]
[2] Hines, P., Holweg, M. & Rich, N. 2004. Learning to evolve. International Journal of Operations & Production Management, 24(10), 994-1011 [Online]. Available: http://www.emeraldinsight/ (accessed: 15 February 2008). [ Links ]
[3] Stevenson, W.J. 2007. Operations management (9th ed.). New York: McGraw-Hill. [ Links ]
[4] Hill, T. 2005. Operations management (2nd ed.). Hampshire: Palgrave MacMillan. [ Links ]
[5] Nicholas, J. & Soni, A. 2006. The portal to lean production. Boca Raton: Auerbach. [ Links ]
[6] Chun Wu, Y. 2003, Lean manufacturing: A perspective of lean suppliers. International Journal of Operations & Production Management, 23(11), 1349-1376. Available: http://www.emeraldinsight.com/ (accessed: 15 February 2008). [ Links ]
[7] Suzaki, K. 1987. The new manufacturing challenge. New York: Free Press. [ Links ]
[8] Arkader, R. 2001. The perspective of suppliers on lean supply in a developing country context. Integrated Manufacturing Systems, 12(2), 87-93. [ Links ]
[9] Lorentzen, J. 2005. DaimlerChrysler South Africa (DCSA), human capital upgrading and regional economic development. Paper submitted to the 10th Anniversary Conference, 2005, Copenhagen Business School. [ Links ]
[10] Achanga, P., Shehab, E., Roy, R. & Nelder, G. 2006. Critical success factors for lean implementation within SMEs. Journal of Manufacturing Technology Management, 17(4), 460-471 [Online]. Available: http://www.emeraldinsight.com/ (accessed: 29 July 2010). [ Links ]
[11] Liker, J.K. & Hoseus, M. 2008. Toyota culture. New York: McGraw-Hill. [ Links ]
[12] Maritz, L.W. 2000. An evaluation of a strategy of lean manufacturing as a means for a South African motor vehicle assembler to achieve core competence. Unpublished MBA thesis. Port Elizabeth: Nelson Mandela Metropolitan University. [ Links ]
[13] Bernstein, R. 2005. Lean culture. New York: Productivity. [ Links ]
[14] Feld, W.M. 2001. Lean manufacturing. Boca Raton: St. Lucie. [ Links ]
[15] Nguyen, H.N. & Mohamed, S. 2011. Leadership behaviours, organisational culture and knowledge management practices. Journal of Management Development, 30(2), 206-211. [ Links ]
[16] Pennington, R. 2009. Yes, but how? Nine tips for building a culture focused on results, relationships and accountability. Industrial and Commercial Training, 41(3), 146-150. [ Links ]
[17] Tracey, M. & Flinchbaugh, J. 2006. How human resources departments can help lean transformation. Association for Manufacturing Excellence, 22, 5-10. [ Links ]
[18] Henderson, B.A. & Larco, J.L. 2003. Lean transformation. Richmond: Oaklea. [ Links ]
[19] Pieterse, J.J. 2007a. Leaning the South African way (2nd ed.). Port Elizabeth: Trilean. [ Links ]
[20] Bicheno, J. 2004. The new lean toolbox. Buckingham: Production and Inventory Control, Systems and Industrial Engineering Books. [ Links ]
[21] Murman, E. 2002. Lean enterprise value: Insights from MIT's Lean Aerospace Initiative. New York: Palgrave. [ Links ]
[22] Bhasin, S. & Burcher, P. 2006. Lean viewed as a philosophy. Journal of Manufacturing Technology, 17(1), 56-72 [Online]. Available: http://www.emeraldinsight.com/ (accessed: 18 February 2008). [ Links ]
[23] Nordin, N., Deros, B.M. & Wahab, D.A. 2010. A survey on lean manufacturing implementation in the Malaysian automotive industry. International Journal of Innovation, Management and Technology, 1(4), 374-379. [ Links ]
[24] Emiliani, M.L. 1998. Lean behaviours. Management Decision, 36(9), 615-631 [Online]. Available: http://www.emeraldinsight.com/ (accessed: 20 May 2008). [ Links ]
[25] Lee-Mortimer, A. 2006. A lean route to manufacturing survival. Assembly Automation, (26)4, 265-272 [Online]. Available: http://www.emeraldinsight.com/2008 (accessed: 27 May 2008). [ Links ]
[26] Boyer, K.K. 1996. An assessment of managerial commitment to lean production. International Journal of Operations & Production Management, 16(9), 48-59. [ Links ]
[27] Schein, E. 2004. Organisational culture and leadership (3rd ed.). San Francisco: Jossey-Bass. [ Links ]
[28] Adebanjo, D. & Kehoe, D. 1999. An investigation of quality culture development in Uk industry. International Journal of Operations & Production Management, 19(7), 633-649. [ Links ]
[29] Bamford, D. & Forrester, P. 2003. Managing planned and emergent change within an operations management environment. International Journal of Operations & Production Management, 23(5), 546-564. [ Links ]
[30] Knowlton, W. 2009. Strategic leadership and decision making. Washington: National Defense University. [ Links ]
[31] Mann, D. 2005. Creating a lean culture. Boca Raton: CRC. [ Links ]
[32] O'Donovan, G. 2006. The corporate culture handbook. Dublin: Liffey. [ Links ]
[33] Pors, N. 2008. Management tools, organisational culture and leadership. Performance Measurement and Metrics, 9(2), 138-152. [ Links ]
[34] Van der Colff, L. 2003. Leadership lessons from the African tree. Management Decision, 41(3), 257-261 [Online]. Available: http://www.emeraldinsight.com/ (accessed: 2 March 2009). [ Links ]
[35] Hellriegel, D., Jackson, S. & Slocum, J. 2007. Management (10th ed.). Cincinnati: South-Western College. [ Links ]
[36] Hitt, M., Ireland, R. & Hoskisson, R. 2005. Strategic management (6th ed.). Mason: Thomson. [ Links ]
[37] Hough, J. 2008. Crafting and executing strategy. Berkshire: McGraw-Hill. [ Links ]
[38] Kaye, M. & Anderson, R. 1999. Continuous improvement: The ten essential criteria. International Journal of Quality & Reliability Management, 16(5), 485-506 [Online]. Available: http://www.emeraldinsight.com/ (accessed: 29 January 2008). [ Links ]
[39] Kotter, J. & Cohen, D. 2002. The heart of change. Harvard: Business School. [ Links ]
[40] Pennington, R. 2003. Change performance to change culture. Industrial and Commercial Training, 35(6), 251-255. [ Links ]
[41] Upton, D. 1996. Mechanisms for building and sustaining operations improvement. European Management Journal, 14(3), 215-228. [ Links ]
[42] Pepper, M. & Spedding, T. 2010. The evolution of lean Six Sigma. International Journal of Quality and Reliability Management, 27(2), 138-155. [ Links ]
[43] Daniels, R.C. & Burns, N.D. 1997. Behavioural consequences of performance measures in cellular manufacturing. International Journal of Operations & Production Management, 17(11), 1066-1080 [Online]. Available: http://www.emeraldinsight.com/ (accessed: 9 November 2007). [ Links ]
[44] Badurdeen, F., Wijekoon, K. & Marksberry, P. 2011. An analytical hierarchy process-based tool to evaluate systems for lean transformation. Journal of Manufacturing Technology, 22(1), 46-65. [ Links ]
[45] Womack, J. 2009. Frontiers of lean thinking. Industry Week webcast: Q & A session [Online]. Available: http://www.industryweek.com/webcasts (accessed: 6 September 2010) [ Links ]
[46] Bateman, N. & Rich, N. 2003. Companies' perceptions of inhibitors and enablers for process improvement activities. International Journal of Operations & Production Management, 23(2), 185-199 [Online]. Available: http://www.emeraldinsight.com/ (accessed: 16 October 2007). [ Links ]
* Corresponding author

