










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkSouth African Journal of Industrial Engineering
On-line version ISSN 2224-7890
Print version ISSN 1012-277X
S. Afr. J. Ind. Eng. vol.24 n.2 Pretoria Jan. 2013
GENERAL ARTICLES
Reducing surface roughness by optimising the turning parameters
K. Senthil KumarI, *, 1; J.S. SenthilkumaarII; A. SrinivasanIII
IDepartment of Mechanical Engineering Anna University, Regional Office, Coimbatore, India. ksenk79@gmail.com
IIDepartment of Mechanical Engineering Bharathidasan Engineering College, Nattrampalli, Vellore, India. jssk6@yahoo.com
IIIDepartment of Mechanical Engineering VSA School of Engineering, Salem, India. srivankumar@yahoo.co.in
ABSTRACT
Modern manufacturers worldwide look for the cheapest quality-manufactured machined components to compete in the market. Good surface quality is desired for the proper functioning of the parts produced. The surface quality is influenced by the cutting speed, feed rate, depth of cut, and many other parameters. In this paper, the Taguchi method - a powerful tool to design optimisation for quality - is used to find the optimal machining parameters for the turning operation. An orthogonal array, the signal-to-noise (S/N) ratio, and the analysis of variance (ANOVA) are employed to investigate the machining characteristics of super duplex stainless steel bars using uncoated carbide cutting tools. The effect of machining parameters on surface roughness was discovered. Confirmation tests were conducted at optimal conditions to compare the experimental results with the predicted values.
OPSOMMING
In die huidige produksieomgewing wil vervaardigers die goedkoopste gehalte gemasjineerde komponente bekom om in die mark mee te ding. 'n Gehalte-oppervlakafwerking word verlang vir die behoorlike werking van die geproduseerde onderdele. Die oppervlakafwerking word beïnvloed deur voertempo, snydiepte en vele ander masjineringsparameters. In hierdie artikel word die Taguchi-metode, 'n kragtige benadering om met die oog op gehalte te optimiseer, gebruik om die optimale masjineringsparameters vir draaiwerk te bepaal. 'n Ortogonale reeks, die sein-tot-ruis-verhouding en die analise van die variansie word gebruik om die masjineringseienskappe van superdupleks vlekvryestaal stawe, wat met onbedekte karbiedsnybeitels gemasjineer word, te ondersoek. Die invloed van masjineringsparameters op die oppervlakgrofheid is so gevind. Toetse onder optimale toestande is geloods om te bevestig dat die eksperimentele resultate met die voorspelde waardes ooreenstem.
1. INTRODUCTION
Duplex stainless steels (DSSs), with a mixed microstructure of roughly equal proportions of austenite and ferrite, have been around for more than 70 years. The early grades were alloys of chromium, nickel, and molybdenum [1]. Modern duplex stainless steels emerged during the early 1980s, and were developed from cast alloys. Their popularity stems from an attractive combination of properties, including high strength and excellent resistance to chloride stress corrosion cracking [2]. Like the austenite stainless steel, duplex stainless steels are a family of grades that range in corrosion performance depending upon their alloy content.
The development of duplex stainless steels has continued, and modern duplex stainless steels can be divided into five groups: (a) lean duplex such as 2304, which contains no deliberate Mo addition; (b) standard duplex such as 2205, the work-horse grade that accounts for more than 80 per cent of duplex used; (c) 25 Cr duplex such as alloy 225, with a PREN less than 40 (pitting resistance equivalent number = %Cr +3.3(%Mo +0.5%W)+16%N); (d) super duplex (PREN 40 to 45), with 20-25 per cent Cr and increased Mo and N when compared with the 25 Cr grades such as 2507; and (e) hyper duplex, defined as a highly alloyed duplex stainless steel with a PREN more than 45 [3].
Super duplex stainless steels are used in a variety of applications: (a) oil and gas industry equipment; (b) offshore platforms, heat exchangers, process and service water systems, fire-fighting systems, and injection and ballast water systems; (c) chemical process industries, heat exchangers, vessels, and piping; (d) desalination plants, high pressure Reverse Osmosis-plant and seawater piping; (e) mechanical and structural components, and high strength, corrosion-resistant parts; and (f) power industry Flue-Gas Desulfurization systems, utility and industrial scrubber systems, absorber towers, ducting, and piping.
2. LITERATURE REVIEW
Stabilising the austenite phase requires quite high nickel and chromium additions. Ferritic grades have almost no nickel, while the chromium content can be kept as low as 12 per cent. The level of chromium addition is, of course, one of the major players when considering corrosion resistance properties. Duplex grades are designed to have a 50% α / 50% γ microstructure. Their chemistry is characterised by having significant content of Cr+Mo%, while the nickel content remains at about 50 per cent of the austenitic grades with similar corrosion resistance properties [4].
The cutting speed, feed rate, and depth of cut have the greatest influence on the surface roughness [5]. Increasing the feed rate significantly increases the surface roughness, as well as the depth of cut using the Taguchi method [6]. Akkus et al. [7] found that the feed rate is the most significant factor that contributes to the surface roughness using ANOVA and regression. Chowdhury et al. [8] noticed that the rate of growth of flank wear increases irrespective of feed, with an increase in speed under both minimum quantity lubrication and dry conditions. According to Grzesik & Wanat [9] the results show that by keeping equivalent feed rates (0.1 mm/rev for conventional, and 0.2 mm/rev for wiper inserts), the obtained surfaces have similar roughness parameters and comparable values of skewness and kurtosis. With wiper inserts and a high feed rate it is possible to obtain machined surfaces with <0.8 µm of Ra compared with conventional inserts that present high values of surface roughness [10]. Kushnaw et al. [11] observed that the main factor affecting the inclination angle is the diameter of the periphery, and machined diameters depend on change in depth of cut and the cutting condition. David et al. [12] described an approach for predicting surface roughness in a high speed end-milling process, and used artificial neural networks (ANN) and statistical tools to develop different surface roughness predictors.
Ozel & Karpat [13] used neural network modelling to predict surface roughness and tool flank wear over the machining time for a variety of cutting conditions in finish turning of hardened AISI H-13 and AISI 52100 steels. The predictive neural network model developed was able to predict tool wear and surface roughness patterns in finish-turning of these hardened steel processes. Surface roughness is a result of many factors, including cutting parameters, tool geometry, work piece material, chatter, and cutting fluids. Benardos & Vosniakos [14] presented various methodologies and practices that were employed to predict surface roughness. The approaches listed in their review paper were classified into those based on machining theory, experimental investigation, designed experiments, and artificial intelligence. Choudhury et al. [15] discussed the development of surface roughness prediction models for turning EN 24T steel (290 BHN) using a response surface methodology. A factorial design technique was used to study the effects of the main cutting parameters such as cutting speed, feed, and depth of cut on surface roughness. The tests were carried out using uncoated carbide inserts without any cutting fluid.
Vivancos et al. [16] proposed a mathematical modelling of the surface roughness in high speed milling of hardened steels for injection moulds using design of experiments. The main considered variables that affected surface finish were spindle speed, feed per tooth (mm/z), axial depth of cut, and radial depth of cut. Thirumalai & Senthilkumaar [17] found that the optimum selection of machining parameters is the most important and valuable task for the process planner to achieve low costs as well as the desired quality of machined components. Aslan et al. [18] used an orthogonal array and analysis of variance to optimise cutting parameters in turning hardened AISI4140 steel with an Al2O3 ceramic tool coated with TiCN. The flank wear and surface roughness were selected as the investigated quality objectives, and the authors determined optimal values of the cutting parameters, such as cutting speed, feed rate, and depth of cut.
From these examples from the literature, it is found that the machinability studies and the optimisation of machining parameters for turning super duplex stainless steel are not adequate. This paper deals with the optimisation of machining parameters using the Taguchi technique to reduce surface roughness while turning super duplex stainless steel.
3. DESIGN OF EXPERIMENT
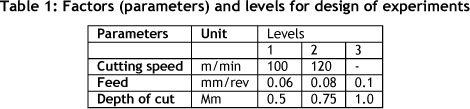
In this study, three machining parameters - the cutting speed, feed, and depth of cut -were selected as control factors. Mixed levels, i.e. two levels for cutting speed and three levels for feed and depth of cut, were selected for experimentation, leading to a total of 18 tests for the turning operation. These are presented in Table 1. The experimental design was according to an L18 array based on the Taguchi method, since the Taguchi orthogonal array would markedly reduce the number of experiments.
The Taguchi design of experiments is a simple, robust technique for analysing and optimising the process parameters. In this method, the main parameters, which are assumed to have an influence on process results, are located at different columns in a designed orthogonal array [19]. A set of experiments, designed using the Taguchi method, was conducted to investigate the relationship between the process parameters and the response factor. MINITAB 15 software is used for optimisation and graphical analysis of the obtained data.
4. MATERIALS AND METHODS
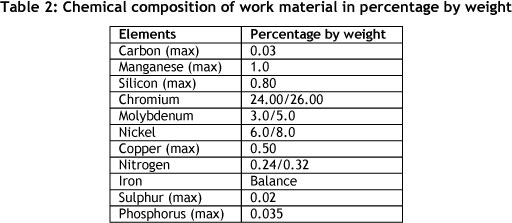
The work material used as the test specimen was super duplex stainless steel SAF 2507. A cylindrical bar of test specimen 65 mm diameter and 450 mm length was used for the turning tests. Initially, it was plain-turned in a rigid and powerful Kirloskar Turnmaster all-geared-type lathe machine using an uncoated carbide insert at industrial speed feed combinations. Uncoated cemented carbide cutting tool inserts (CNMG 120408-QM, grade H13A) were used for the turning tests. The inserts were rigidly attached to a tool holder (PCLNR25M12).
The cutting speed was derived from the measured spindle speed and the diameter of the work material. Cutting oil was used during turning to obtain a good surface finish. MAK Sherol B cutting oil was mixed with water in the ratio 1:8, and functioned as a coolant as well as a lubricant during turning. It was applied during turning at the tool work interface using a coolant supply arrangement. The turning tests were carried out to determine the surface roughness under various turning parameters. After each test, the surface roughness was measured using the TR100 surface roughness tester, and the tool wear was measured using a toolmaker's microscope. The chemical composition of super duplex stainless steel SAF 2507 is given in Table 2.
5. RESULTS AND DISCUSSION
5.1 Experimental results and Taguchi analysis
In turning operations, the surface roughness is generally an important criterion. The purpose of analysis of variance (ANOVA) is to investigate which machining parameter significantly affects a particular output response. Based on ANOVA, the relative importance of the machining parameters with respect to surface roughness was investigated to determine the optimum combination of machining parameters.
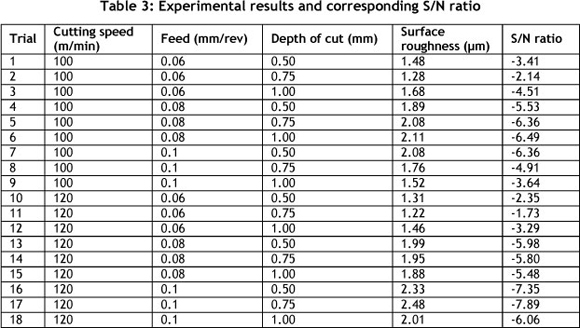
A series of turning tests was conducted to assess the effect of turning parameters on surface roughness when turning super duplex stainless steel. Experimental results of the surface roughness while turning super duplex stainless steel SAF 2507 with different turning parameters are shown in Table 3. It also gives the signal-to-noise (S/N) ratio for surface roughness. In turning operations, a minimum surface roughness is the desired response, and so a 'smaller the better' (SB) value has been selected [20]. The objective of using the S/N ratio as a performance measurement is to develop products and processes that are insensitive to the noise factor.
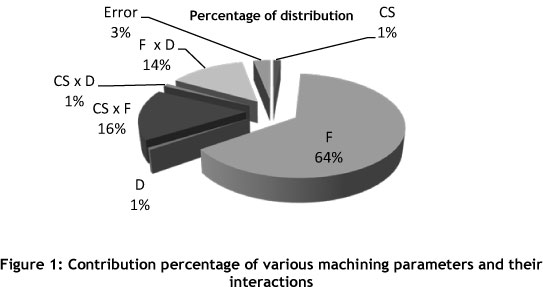
The percentage contribution of various turning parameters like cutting speed, feed rate, and the depth of cut and their interactions that influence surface roughness are presented in Table 4. Figure 1 uses a pie chart to illustrate the contribution percentage of various machining parameters and their interactions.
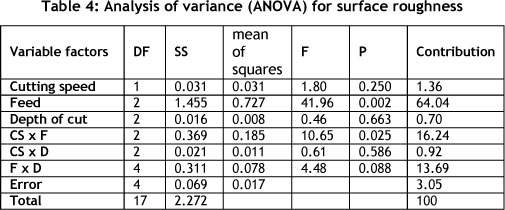
where:
- F - a statistical parameter, and
- P - percentage.
Figure 2 indicates the residual analysis of surface roughness for a first degree polynomial equation. It is noticeable that residuals fall on a straight line. It shows that the errors are dispersed, and the regression model completely matches the observed values.
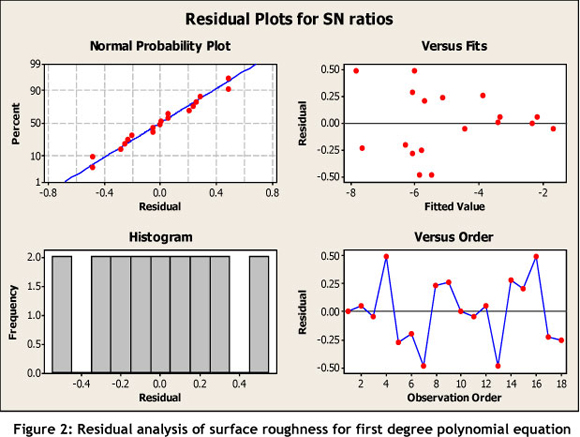
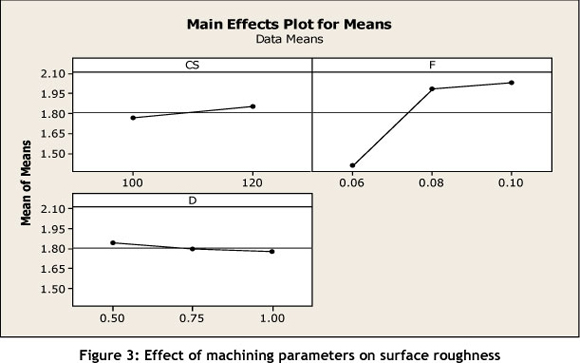
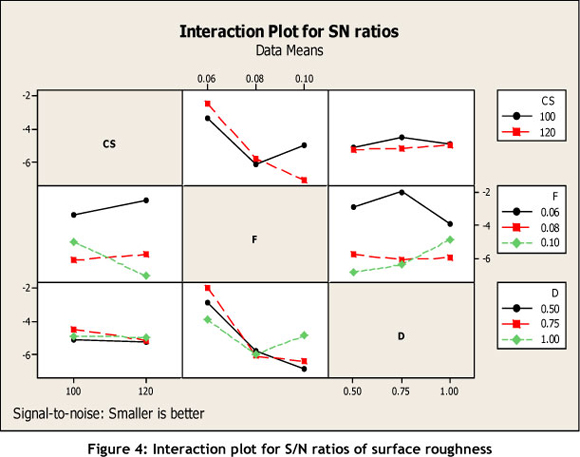
Figure 3 presents the effects of turning parameters on surface roughness. Of the three turning parameters, the feed rate has the most significant effect on surface roughness. Surface roughness decreases with a decrease in feed rate (that is, the surface roughness is minimum when the feed rate is minimum). It increases with an increase in feed rate. The other turning parameters - cutting speed and depth of cut - have a less significant effect on surface roughness than the feed rate. The surface roughness decreases with a decrease in cutting speed and an increase in depth of cut. The interaction plot for S/N ratios of surface roughness is presented in Figure 4.
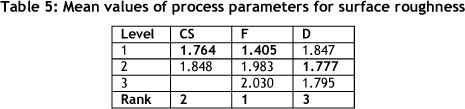
From the ANOVA table (Table 4) it is clear that the greatest contributing factor is the feed rate, with a percentage contribution of up to 64.04 per cent. The second main contribution is the cutting speed. The individual ranking of all three parameters on the average value of the mean of surface roughness is shown in Table 5.
6. PREDICTIVE EQUATION AND VERIFICATION
The predicted values of surface roughness at the optimum levels are calculated by using the relation
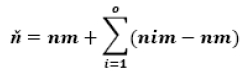
where ή is the predicted value of the surface roughness after optimisation, nm is the total mean value of surface roughness for every parameter, nim is the mean surface roughness at the optimum level of each parameter, and o is the number of main machining parameters that affect the response parameter [21]. By applying this relation, the predicted value of surface roughness at optimum conditions is obtained:

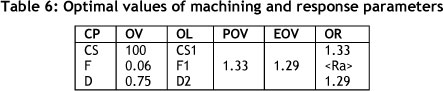
The effectiveness of this parameter optimisation was verified experimentally. This required a confirmation run at the predicted optimum conditions; and when the experiment was duly run under those conditions, the average response was 1.29 µτη. The error between the predicted and experimental value is only 3.1 per cent, so there is a good agreement between the experimental and predicted values for the response. Because the percentage error is less than 5 per cent, it confirms that the results have excellent reproducibility. The results show that using the optimal parameter setting (CS1F1D2), the lower surface roughness is achieved. Table 6 below shows that the optimal values of surface roughness lie between the optimal ranges.
where:
- CP - cutting parameters,
- OV - optimal values of parameters,
- OL - optimum levels of parameters,
- POV - predicted optimum value,
- EOV - experimental optimum value, and
- OR - optimum range of surface roughness.
7. ANALYSIS OF SURFACE ROUGHNESS (RA)
Regression analysis is performed to find out the relationship between factors and the average surface roughness (Ra). Using MINITAB 15 software, a statistical model based on a linear equation was developed for surface roughness. The regression equation is:

The normal probability plot is presented in Figure 5. It is noticeable that residuals fall on a straight line, showing that the errors are dispersed and that the regression model completely matches the observed values.
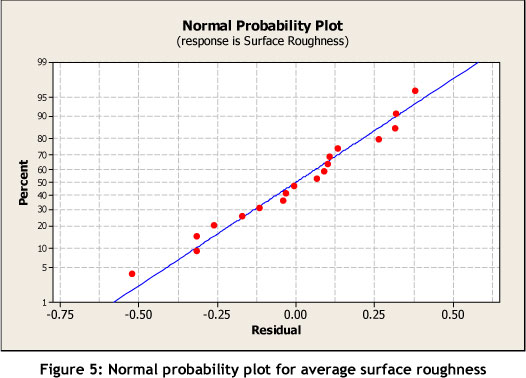
Table 7 shows that the test results are valid. The machining factor's predicted performance is compared with the actual machining performance, and a good agreement is subsequently observed. Since the number of errors is proved to be acceptable, these models can be selected as the best ones, and can be used as the optimisation level.

8. FINDINGS AND DISCUSSION OF THE WORK
The effects of three machining parameters - cutting speed, feed, and depth of cut - and their interactions are evaluated using ANOVA and MINITAB 15 statistical software. The purpose of ANOVA in this paper is to identify the important turning parameters to predict surface roughness. Some important results come from ANOVA, and the plots are given in Table 4 and figure 5.
It has been found that feed rate is the most significant factor for surface roughness, contributing 64.04 per cent. The best results for surface roughness will be achieved when super duplex stainless steel SAF 2507 is machined at a cutting speed of 100 m/min, a feed rate of 0.06 mm/rev, and a depth of cut of 0.75 mm. With a 95 per cent confidence interval, feed rate affects the surface roughness most significantly.
9. CONCLUSION AND RECOMMENDATION
- The effect on surface roughness of machining parameters such as cutting speed, feed, and depth of cut while turning super duplex stainless steel was discovered.
- Using experimental data, a multiple linear regression model was developed that proved to be effective in optimising the cutting conditions in turning operations.
- The surface roughness is mainly influenced by the feed rate. With an increase in feed rate, the surface roughness also increases considerably. The cutting speed and the depth of cut are less significant for surface roughness than the feed rate.
- From the ANOVA analysis, the parameter that has the most significant effect on surface roughness is the feed rate. Cutting speed has the next most significant effect, and finally, the depth of cut has the least significant effect on surface roughness.
- The parameters taken in the experiments are optimised to obtain the least surface roughness possible. The optimum setting of cutting parameters for high quality turned parts is presented below:
o Cutting speed - 100 m/min,
o Feed rate - 0.06 mm/rev, and
o Depth of cut - 0.75 mm.
REFERENCES
[1] Olsson, J. & Liljas, M. 1994. 60 years of Duplex Stainless Steel applications. In: NACE Corrosion 94 Conference, paper No. 395, Baltimore, MD. [ Links ]
[2] Alvarez-Armas, I. 2008. Duplex stainless steels: Brief history and some recent alloys, Recent Patents on Mechanical Engineering, 1, 51-57. [ Links ]
[3] Practical guidelines for the fabrication of duplex stainless steels, TMR stainless, Published by the International Molybdenum Association (IMOA), London, UK, page 5. [ Links ]
[4] Charles, J. & Chemelle, P. 2010. The history of duplex development, nowadays DSS properties and duplex market trends, 8th Duplex Stainless Steels conference, Beaune, France. [ Links ]
[5] Abhang, L.B. & Hameedullah M. 2011. Modeling and analysis for surface roughness in machining EN-31 steel using response surface methodology, Journal of Applied. Research, 1, 33-38. [ Links ]
[6] Akkus, H. Determining the effect of cutting parameters on surface roughness in hard turning using the Taguchi method, Response, 44, 1697-1704. [ Links ]
[7] Akkus, H. & Asilturk, I. 2011. Predicting surface roughness of AISI 4140 steel in hard turning process through artificial neural network, Fuzzy Logic and Regression Models, Scientific Research and Essays, 6(13), 2729-2736. [ Links ]
[8] Chowdhury, N.T. & Dhar, N.R. 2011. Experimental analysis and modeling of tool wear and surface roughness in hard turning under minimum quantity lubricant environment, Operations Management, 68, 326-330. [ Links ]
[9] Grzesik, W. & Wanat, T. 2006. Surface finish generated in hard turning of quenched alloy steel parts using conventional and wiper ceramic inserts, International Journal of Machine. Tools and Manufacturing, 46 (15), 1988-1995. [ Links ]
[10] Esteves, C.A. & Paulo, D.J. 2011. Surface roughness measurement in turning carbon steel AISI 1045 using wiper inserts, Measurement, 44(5), 1000-1005. [ Links ]
[11] Kushnaw, F.M. & Khleif, A.A. 2011. Theoretical and experimental investigation of tool inclination angle in turning operation, Materials Engineering, 29(1), 116-128. [ Links ]
[12] David, V., Ruben, M., Menendez, C., Rodriguez, J. & Alique, R. 2006. Neural networks and statistical based models for surface roughness prediction, International Association of Science and Technology for Development, Proceedings of the 25th IASTED international conference on modeling, identification and control, 326-331. [ Links ]
[13] Ozel, T. & Karpat, Y. 2005. Predictive modeling of surface roughness and tool wear in hard turning using regression and neural networks, International Journalof Machine Tools and Manufacturing., 45(4-5), 467-479 [ Links ]
[14] Benardos, P.G. & Vosniakos, G.C. 2003. Predicting surface roughness in machining: A review, International Journal of Machine. Tools and Manufacturing, 43, 833-844. [ Links ]
[15] Choudhury, I.A. & EI-Baradie, M.A. 1997. Surface roughness in the turning of high strength steel by factorial design of experiments, Journal of Materials Processing Technology., 67, 55-61. [ Links ]
[16] Vivancos, J., Luis, C.J., Costa, L. & Ortiz, J.A. 2004. Optimal machining parameters selection in high speed milling of hardened steels for injection moulds, Journal of Materials Processing Technology., 155-156, 1505-1512. [ Links ]
[17] Thirumalai, R. & Senthilkumaar, J.S. 2011. Intelligent selection of optimum machining parameters in turning of inconel 718, International. Journal of Advances in Engineering and Technology, Vol.II(IV). [ Links ]
[18] Aslan, E., Camuscu, N. & Birgoren, B. 2007. Design optimization of cutting parameters when turning hardened AISI4140 steel with AL2O3 and TiCN mixed ceramic tool, Materials and Design, 28, 1618-1626 [ Links ]
[19] Ghani J.A., Choudhury I.A & Hussan H.H. 2003. Application of Taguchi method in the optimization of end milling parameters, Journal of Materials Processing Technology., 145, 84-92. [ Links ]
[20] Khrais, S., Hassan, A.M. & Gazawi, A. 2011. Investigations into the turning parameters effect on the surface roughness of flame hardened medium carbon steel with TiN-Al2O3-TiCN coated inserts based on Taguchi techniques, World Academy of Science, Engineering and Technology, 59. [ Links ]
[21] Yadav, U.K., Narang, D. & Attri, P.S. 2012. Experimental investigation and optimization of machining parameters for surface roughness in CNC turning by Taguchi method, International Journal of Engineering Research, 2(4), 2060-2065. [ Links ]
* Corresponding author.
1 The author is a full time Research Scholar in the Department of Mechanical Engineering, Anna University, Regional office, Coimbatore, Tamilnadu, India. This article is a part of his research work carried out for completing the PhD programme.

