










Servicios Personalizados
Articulo
 Inglés (pdf)
Inglés (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
Indicadores

Links relacionados
-
 Citado por Google
Citado por Google -
 Similares en Google
Similares en Google
Compartir

 Permalink
PermalinkSouth African Journal of Industrial Engineering
versión On-line ISSN 2224-7890
versión impresa ISSN 1012-277X
S. Afr. J. Ind. Eng. vol.23 no.3 Pretoria ene. 2012
CASE STUDIES
Table grape punnet packaging: the influence of check-weighing
R. SmitI, 1; N.F. TreurnichtII; M.M. BlanckenbergIII
IDepartment of Industrial Engineering Stellenbosch University, South Africa. 14853213@sun.ac.za
IIDepartment of Industrial Engineering Stellenbosch University, South Africa. nicotr@sun.ac.za
IIIDepartment of Electrical and Electronic Engineering Stellenbosch University, South Africa. mike@sun.ac.za
ABSTRACT
Most of South Africa's table grapes are exported to the EU and the UK. In recent years, prepackaged table grapes are now preferred in many European supermarkets. This increased demand has resulted in stringent quality standards, including the specification of punnet mass. Locally, table grapes are packed manually using seasonal labour, who often have limited formal education. Punnets must conform to upper and lower mass limits, but many deviations occur due to human and machine error. Check-weighing proved effective in reducing out-of-specification punnets, but human and machine errors were still problem factors.
OPSOMMING
Die meeste Suid-Afrikaanse tafeldruiwe word uitgevoer na die Europese Unie en die Verenigde Koninkryk. Die voor-verpakking van tafeldruiwe in 'punnets' begin al meer voorkeur geniet by Europese supermarkte. Hierdie verhoging in aanvraag het gelei tot strenger gehaltestandaarde, insluitend 'punnet' massa. In Suid-Afrika word meestal gebruik gemaak van seisoenale werkers met beperkte formele onderrig om tafeldruiwe te verpak. 'Punnets' moet voldoen aan boonste en onderste massagrense, maar baie deviasies kom voor as gevolg van menslike- en masjienfoute. Geoutomatiseerde eksterne toetsweging lewer positiewe resultate ten opsigte van vermindering van oor- en ondergewig 'punnets', maar menslike- en masjienfoute bly steeds probleemfaktore.
1. INTRODUCTION
Despite concerns about packaging material wastage [1, 2], the display space devoted to pre-packed fruit and vegetables in European supermarkets, and the sale of pre-packed products in the United Kingdom, have increased -by 70% and 71% respectively during the past decade [3]. Most of South Africa's table grapes are exported to these countries [4]. Currently, only 30% to 40% is pre-packed in transparent 500g containers known as punnets, but the growing demand is driving a change towards punnet-packing [5, 6, 7].
Punnet-packing is labour intensive, and quality assurance is a major challenge. The supplier must take into account a 2% to 3% mass loss due to a reduction in moisture content during shipping [8], to ensure a net mass of at least 500g for each punnet upon arrival overseas, when packing to the minimum system. Alternatively, an average mass of 500g per batch of 1,200 punnets with a tolerable negative error of 15g per punnet must be ensured when packing to the average system [9, 10]. Sampled quality inspections are performed at the inland pack houses and on arrival overseas [11, 12]. Under-mass punnets may lead to the rejection of a pallet containing 1,200 punnets. The upper mass limit depends on the producer, and an optimal ratio of productivity-to-oversupply beyond specification - referred to as 'giveaway' - needs to be found.
Several systems are available for packing grapes into punnets. All systems rely on humans to do the work, and all have some means to assist the packer to achieve the correct mass. None of these are, however, entirely error-proof. In an effort to eliminate underweight punnets and to limit 'giveaway', producers have started implementing external check-weighers, as well as replacing old systems with new ones featuring mandatory internal check-weighing.
During the 2011/2012 packing season, four different systems employed by three large grape pack houses were evaluated. The four systems are described in the following section. The data sources and data gathering methodology are explained in section 3. The results are presented and discussed in section 4, followed by the conclusion in section 5.
2. BACKGROUND
In order to ensure complete customer satisfaction in a mass production environment, the quality of all products must conform to the required quality standards [13, 14]. In the grape packaging industry, all possible steps are taken to ensure quality during production [15], but in the end, the quality of finished products is dependent on humans. The only way to ensure that all products leaving the pack house comply with minimum quality standards is through 100% final product inspection [16]. Check-weighing can, however, be used to inspect one of the key quality parameters, that of punnet mass.
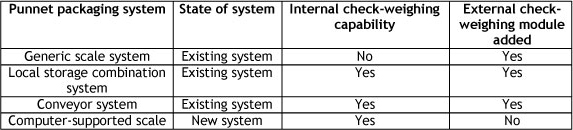
Punnet packaging systems were evaluated during this study. Three were existing systems with external check-weigher modules added before the beginning of the packing season, and one was a new system with integrated internal check-weighing only. Internal check-weighing refers to the built-in functionality of a punnet packaging system to perform check-weighing on punnets; and external check-weighing refers to the addition of an automated external check-weighing module to the existing system. Table 2.1 gives a summary of the four systems.
Table 2.1: Punnet packaging systems implementation
The different punnet packaging systems and check-weighing methods are discussed in the rest of this section, as well as the causes of error. For the systems with an additional external check-weighing module, the systems are discussed in their basic form without the external check-weigher. Figure 2.1 shows the symbols used in the process flow diagrams to describe the systems.

Figure 2.1: Symbols used for process flow diagrams
2.1 Punnet packaging system: No internal check-weighing
The generic scale system using the hand-packing method is described in Figure 2.2. It is often referred to as the guess-and-cut method, and can be difficult for labourers with a limited formal education to master. According to studies, this method could be cognitively exhausting for workers with limited education due to the monotony of the task [17] [18]. The generic scale system is the most labour intensive method, and requires rather intensive management to be successful [19]. This method does not have any technology-supported built-in check-weighing functionality, as the only feedback is the mass shown on the scale display. Packers are instructed which mass values to use for upper and lower mass limits, and are assumed to conform.
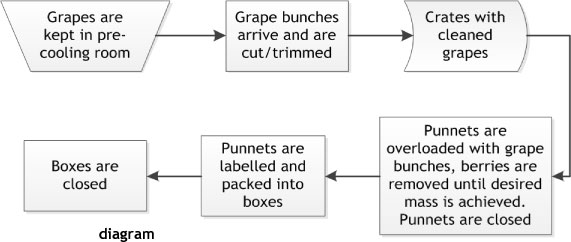
Figure 2.2: Generic scale system process flow
2.2 Punnet packaging system: Internal check-weighing
Many of the existing punnet packaging systems incorporate some type of internal check-weighing system. These internal check-weighing systems rely on, or make assumptions about, the human operators and the dynamics of the grape supply, therefore making them prone to errors [16].
In addition to the normal upper and lower mass limits, the three systems in this section also have a target mass parameter. The system will aim to produce punnets with a mass closest to the target. The local storage combination system and computer-supported scale system make use of dynamic target mass adjustment. In the local storage combination system, the mean fill-mass is kept as close to the target as possible by dynamically adjusting the upper limit to push the band of permitted mass either upwards or downwards towards the target mass. In the computer-supported scale system, both the lower and upper limits are simultaneously adjusted to keep the allowable bandwidth constant [20].
The local storage combination system consists of a vertical storage rack with a microcontroller-based scale on each side, featuring dynamic target mass adjustment. Figure 2.3 describes the operation of this system. The two sides are integrated using common in-process storage. For optimal operation, three people are required on each side. The three workers on each side switch position throughout the day and cross-check each other's work [17].
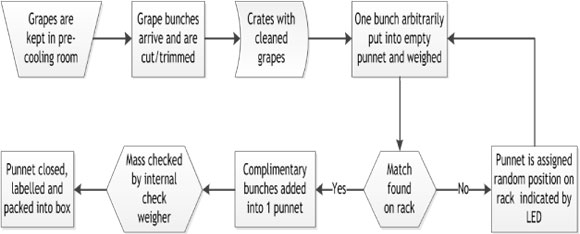
Figure 2.3: Local storage combination system process flow diagram
Because of the monotony of the task, errors are bound to occur [18]. This creates a need to remove the possibility of human error from the system [16]. This system therefore has an internal poka-yoke type error-recognition system that recognizes an incorrect punnet before it is finished [21], and that is independent of lapses in the operator's attention span [22]. After the contents of the two complimentary punnets have been added together, the internal check-weighing function verifies that the net mass of the punnet is within specification, and a green go-ahead light is activated on the display. However, it is still dependent on the operator/packer to execute his task as instructed.
The conveyor system is a computerised horizontal conveyor combination system, described in Figure 2.4. The system runs at high speed, and packers need to be constantly alert not to miss a bunch or pick up the wrong bunch. This system's internal check-weighing is based on combinations made by the computer, and assumes that packers do not make mistakes and that no loose berries fall from bunches when picked up from the cups. The check-weighing function gives no feedback to the packers.

Figure 2.4: Conveyor system process flow diagram
The computer-supported scale system is a new entry into the South African market. It is a computer-based scale-assisted hand-packing system with dynamic target mass adjustment, as described in Figure 2.5. Each scale dynamically adjusts its target mass and assists the packer by means of LEDs to achieve approximately the desired punnet mass. When a punnet with a mass outside the lower or upper limits is removed from the scale, the functional type internal poka-yoke [22] check-weigher locks the user interface, and a supervisor code must be entered to continue operation.

Figure 2.5: Computer-supported scale system process flow diagram
2.3 Punnet packaging: Causes of error
According to Kolarik, there are two types of manufacturing errors: machine errors and human errors [23]. Most machine errors occur as a result of the incorrect set-up of a system. The various causes of error are discussed in this section. It is clear that the punnet packaging systems reviewed have some inherent opportunities for human error.
All the systems discussed in sections 2.1 and 2.2 require an initial set-up at the beginning of the day, or after being restarted during the day. With the generic scale system, the scales need to be tared with an empty punnet in order to ensure the correct net mass. The set-up of the other systems investigated is somewhat more complex, requiring setting up of the lower and upper mass limits as well the target mass.
Most machine errors occurred when scales were not tared correctly during the initial setup, or when the tare button was accidently pressed during operation. When using the generic scale system, only one scale is affected, and in most cases results in below-mass specification punnets. If the operator does not notice this, he or she could unknowingly beproducing below-mass specification punnets [24]. When using the local storage combination system, a tare error on one or both of the scales will result in wrong combinations. If only one scale has a tare error, the other scale's built-in check-weighing system will show that many combinations have an out-of-specification net mass, and the operator will realise that errors are occurring and alert a supervisor. A tare error in the computer-supported scale system will continue producing under-mass specification punnets if not noticed by the packer or supervisor.
With the conveyor system, berries that fall from bunches when handled are left behind in the cups, and can result in underweight punnets. Berries protruding from punnets may get dislodged before the punnet is closed, resulting in under-mass punnets.
The Yerkes-Dodson human performance curve depicted in Figure 2.6 [25] shows that performance is related to the levels of arousal, stress, and anxiety experienced. It is difficult to determine the level of stress or arousal that results in acceptable performance because it differs between individuals [23]. In the pack house setting, the level of stress and anxiety can become rather high, especially just before lunch and later in the afternoon when the amount of grapes in the pre-cooler is perceived to be an insurmountable task for the day. (The general practice is that grapes should be packed on the same day that they are picked.) Workers become exhausted by the monotony and by their standing position [18]. Human errors mostly occur during these periods.
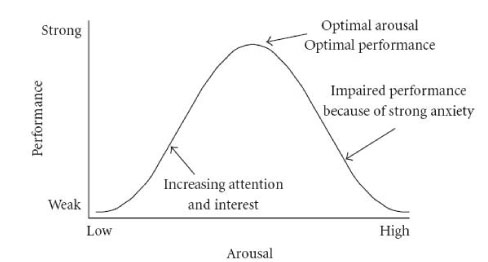
Figure 2.6: Yerkes-Dodson human performance curve [25]
Kolarik defines a human error as an out-of-tolerance action, where limits of acceptable performance are defined by the system [23]. Two types of human error apply to grape punnet packaging: errors of omission, where part of a task is omitted; and errors of commission, where a task is performed incorrectly. In all four punnet packaging systems, packers repeat the same actions over and over throughout the day, and with the local storage combination system in particular, they tend to develop shortcuts for some actions in order to work faster. The built-in check-weighing function is often judged to be an optional extra step that can be omitted to save time without affecting the operation of the system. When performance is below acceptable limits, the probability for human error increases [26], and it often happens that a punnet is accidently put into a wrong position on the rack, or that a command to put a punnet on to the rack is confused with a command to add two punnets together. With the conveyor system, the same problem occurs when packers add wrong bunches together, or when loose berries are left behind in the cups. Although the computer-supported scale system locks the user interface in the event that a punnet with out-of-tolerance mass is removed, it is still up to the packer to recheck the mass of the punnet, and sometimes this step is omitted with the out-of-tolerance punnet put on the conveyor line instead. These two types of errors combined could result in a large number of under- and overweight punnets.
From this discussion it is clear that the current solutions for packing punnets are not mistake-proof, and that success ultimately relies on the human operators performing their task correctly and not circumventing built-in error-correction functionality. These operators, however, are mostly seasonal workers with a limited formal education and low level of numeracy [27, 28]. This proves to be a challenge in the mistake-proofing process. An automated 100% mass check of the final product could ensure that no punnets with out-of-tolerance mass go through the process undetected.
2.4 External check-weighing module and integration
An external, independent check-weigher can be added to an existing system with minimal change to the infrastructure [22]. The check-weigher used in the evaluation is a modular system comprising a load cell-and-conveyor belt combination with control panel and controller, as well as a separate faulty package rejection unit to remove the punnets with out-of-specification mass. The unit is shown in Figure 2.7.

Figure 2.7: Automated external check-weighing module
Although the check-weigher is fully automated, it still relies on a human to set it up and to ensure that the air pressure for the pneumatic rejection unit is adequate.
3. DATA COLLECTION
During the 2011/2012 packing season, data from the four different systems described above was collected by collating the check-weigher data and by extracting stored data from the computer controlled system.
For validation of the results, a comparison was made with information from the company's UK operation. Upon arrival in the UK, the open-top punnets are flow-wrapped. During this process the punnets are check-weighed [1, 11, 29]. Two sets of data from the 2010/2011 and 2011/2012 packing seasons were obtained from the UK.
4. RESULTS AND DISCUSSION
To facilitate comparison, 2,5% was subtracted from the net mass at production to compensate for moisture loss during shipping.
4.1 Punnet mass distribution
Data collected and analysed during the 2011/2012 season, with more than 65,075 punnets of grapes packed, display distinct differences between the packing systems studied. The generic scale packing technique shows a distribution skewed towards the upper limit in Figure 4.1, with an intuitive implication of increased giveaway.

Figure 4.1: Generic scale system punnet net mass distribution
The local storage combination system, shown in Figure 4.2, displays a skewed distribution towards the lower limit. It indicates that the system's algorithm, which provides a target mass independent of the upper and lower limits, has a marked effect, with a positive influence on giveaway.
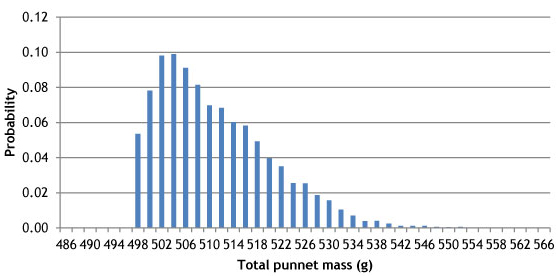
Figure 4.2: Local storage combination system punnet net mass distribution
The conveyor distribution system, as shown in Figure 4.3, indicates that this system also has a skewed distribution towards the lower limit. The distribution is also wider relative to the other systems tested, with a marked tail towards the upper limit.
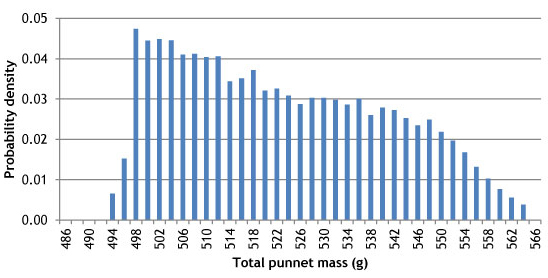
Figure 4.3: Conveyor system punnet net mass distribution
From Figure 4.1, the net mass of punnets when packed using generic scales has a mean (µ) of 513,3g, a standard deviation (σ) of 7,2g, and a mode of 515g. The clearly cut tails at 498g and 528g correspond to the mass limits of the external check-weigher. The punnet-packing process is totally random when using this system. Punnets can be made up of any arbitrary bunches as long as the resulting mass falls between the upper and lower limits. Although the limits for the packers were the same as on the check-weigher, 10,3% of the day's 13,042 punnets were rejected by the external check-weigher.
Figure 4.2 depicts the net punnet mass distribution for the local storage combination system. The mean (µ) is 509,8g, the σ is 9,2g, and the mode is 503g. This skew distribution can be attributed to the dynamic target mass function of the system, which aims to make a punnet combination closest to the target mass. The target mass was the same as the lower limit on the system - 497g. Therefore, at a mere 6g over target, the mode shows that the targeting functionality has an observable effect. The upper limit of this system was set higher than the generic scales because the operators were still new to the system, and a larger mass bandwidth makes it easier to use in the beginning. The check-weigher's limits were set up accordingly. Of the day's 12,847 punnets, 4,8% were rejected by the external check-weigher. This shows that the local storage combination system's internal check-weighing function is relatively effective, but that human error still exists.
The net punnet mass distribution for the conveyor system is shown in Figure 4.3 with µ 521g; σ 17,5g, and mode 496g. This system's standard deviation is approximately double that of the generic scale and the local storage combination systems. As it functions as a combination system with a limited storage area on the conveyor, throughput can be increased by extending the bandwidth. During data collection, the bandwidth was set to 71g to increase throughput further. Nevertheless, the mode of the distribution shows that combinations closer to the target mass of 491g indeed have higher priority. Of the day's 17,940 punnets, 4% were rejected by the external check-weigher.
According to its log, the computer-supported scale system produced 21,246 punnets on the particular day, with an average net mass of 502,2g, marginally higher than the 502g target mass. The dynamic target mass adjustment function implemented in this system is therefore effective. As the system does not have an external check-weigher, the punnet mass distribution is not available. However, the internal check-weigher uses the same system parameters to perform its task.
It therefore becomes clear that the check-weighers detected under-mass punnets caused by human or machine errors. In the next section, the feedback data from the UK is used as validation for the effectiveness of the check-weighers.
4.2 Validation by means of punnet mass feedback from UK
The punnet mass data from the UK sketches a clear picture of the effect of external check-weighing (generic scales, local storage combination system, and the conveyor system) and mandatory internal check-weighing (computer-supported scale system). The two sets of data from the UK are shown in Figure 4.4. During the 2010/2011 season, the generic scale, local storage combination, and the conveyor systems were the same as in the following year, but without integrated external check-weighers. In the last pack house a generic scale system was replaced by a computer-supported scale system for the 2011/2012 packing season. Since 2010 the emphasis on minimum and maximum punnet mass has increased, and has resulted in a lower and smaller allowable mass bandwidth. Lower limits were reduced to embrace the average system. The upper limits were set by the company as a target to reduce giveaway.
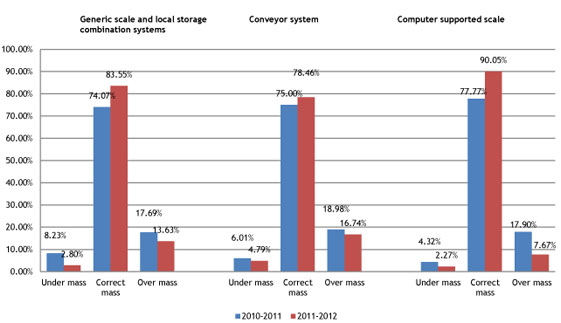
Figure 4.4: UK punnet mass feedback
Feedback punnet mass data from the UK for the generic scale and local storage combination systems are depicted in Figure 4.4. From the graph it is clearly seen that 2011/2012 had improvements on every level following the addition of the external check-weighers. The large number of overweight punnets can be attributed to the pack house using a higher upper limit than in the UK. This was either a communication error, or the pack house manager deliberately decided to keep the mass bandwidth larger in order to increase the throughput. Although there has been a significant decrease in underweight punnets, they account for 2,8% of the total checked in the UK.
For the conveyor system, the feedback results are shown in Figure 4.4. Again, an increase in punnets with the correct mass is observed, but it is small compared with the increase seen for the generic scale and local storage combination systems. The small decrease in under-mass punnets could be because open top punnets were used, resulting in moisture loss greater than the 2,5% used for calculating the lower mass limit. The high number of over-mass punnets was a result of the high upper limit set for the system.
The feedback results for the computer-supported scale system are also shown in Figure 4.4. It is important to note that the 2010/2011 results were for a generic scale system that was replaced by a computer-supported scale system for the 2011/2012 season. A 12,2% increase in punnets of the correct mass was observed as a result of the decrease in over- and under-mass punnets. In spite of the 10,2% decrease, 7,7% of the punnets were still over-mass. A possible reason could be that the supervisor's code was entered to reset the internal check-weighing function warning without re-checking the punnet mass, if they realised that it was an over-mass error.
The continued occurrence of underweight punnets during the 2011/2012 season is attributed to human and machine errors, as described in section 2.3. As stated there, even though the check-weighing module runs fully automated, it still needs to be set up by a human. A typical example of this was when the air pressure for the rejection unit was not turned on during set-up, and although the check-weigher detected an under-mass punnet, the rejection unit could not remove it from the production line.
Proximity sensors are used to determine when there is a punnet on the load cell. A typical machine error occurred when one of the sensors was misaligned after being hit by a punnet. This caused the check-weigher to miss a large number of punnets - some of which possibly had an out-of-limit mass.
4.3 Check-weigher cost analysis
In 2011 a survey was conducted on the occurrence of under-mass punnets and the associated penalty costs for rejected pallets [19]. Based on this, the cost implications for implementing check-weighing at the pack houses studied are calculated. The cost of having to repack an entire pallet, together with the loss of production and sale of another pallet, is estimated to be R10,000 (2011 prices). The cost of an external check-weigher module is R90,000, and the cost of a computer-supported scale system is R1,500,000. The total cost savings from a decrease in under-mass punnets is calculated using the total number of pallets produced at the end of the 2011/2012 season at each of the pack houses, and the percentage decrease in under-mass punnets for each. The payback period for the external check-weighers at each pack house was calculated in years or 'packing seasons'. The calculations are shown in Table 4.1.
Table 4.1: Check-weigher payback period calculation

1 The cost considered for the computer-supported system is for the entire system and not only for the check-weighers, as in the other systems.
Without even considering the positive financial effect of a reduction in over-mass punnets (and the resultant increase in sellable product), the external check-weighers will have covered their costs in potential savings within two years. Furthermore, this is well within the benchmark for capital recovery of five years that is typical for this industry. Hence, the addition of external check-weigher modules makes sense from a quality improvement point of view, as well as from a financial point of view. A computer-supported scale system will cover its costs in savings in just over five years.
5. CONCLUSION
Product quality in a table grape pack house is dependent on humans, no matter which system is used for the packaging process. Mass quality deviations are attributed to two kinds of errors: machine and human. Some machine errors are actually attributable to human errors and are avoidable. Others can be discovered and rectified during regular inspection. Human errors are attributed to two factors: negligence and sub-optimal performance. Negligent errors can be avoided, or at least discovered soon after occurrence, by providing sufficient training. Errors due to sub-optimal performance will be difficult to avoid because it is impossible to keep all workers at optimal performance throughout the day.
The only way to eliminate the effect of human errors on punnet mass is to do a 100% mass quality check. Three of the four systems used to pack punnets feature internal check-weighing functionality, but it is possible for the operators to omit or bypass these functions during production. Automated external check-weigher modules were added to the generic scale, local storage combination, and conveyor systems. These remove all punnets with out-of-specification mass from the production line. The computer-supported system features mandatory internal check-weighing. Unfortunately this solution is not mistake-proof either, because it is not automated, and needs to be used correctly by the human operators.
Results show that systems with internal check-weighing had fewer punnets rejected by the external check-weighers than the system without internal check-weighing; therefore internal check-weighing does make a positive difference. Feedback data from the UK was used to evaluate the effect of external check-weighers. Data from the 2010/2011 season, before external check-weighers were installed, and from the 2011/2012 season following the installation, was used. Results show increases in punnets having the correct mass as well as decreases in over- and underweight punnets following the installation of external check-weigher modules.
In a customer-driven environment, where continuous improvement of quality is an industry as well as a company goal, an average increase in mass quality from 75,6% to 84% is significant. The cost of quality can also be controlled as shown in Table 4.1 costs can be limited by merely adding and integrating an external check-weigher to the current infrastructure. The alternative is to replace an existing system with a whole new one featuring mandatory internal check-weighing, at considerable capital expense. The study shows that the 100% mass quality goal could not be met, but the additions of the external check-weighing modules and mandatory internal check-weighing are both in line with the company's continuous quality improvement strategy, and have contributed positive results.
Further punnet mass quality improvements could be achieved by making the set-up of the external check-weighers more robust, and making it more difficult to omit or bypass the internal check-weighing functionalities of the packing systems. More extensive training, with an emphasis on mistake detection, could be given to help operators and packers discover mistakes early in the production line and rectify them. Checklists for operating the packing systems, as well as for setting up the external check-weighers, could be implemented. For the external check-weighers, the proximity sensors could be upgraded for better punnet detection, and additional sensors could be added to monitor the air pressure for the separating arms. Clear communication of mass limits throughout the pack houses will also cause an increase in the number of punnets within the correct mass band by decreasing over-mass punnets.
REFERENCES
[1] Codron, J.-M. et al. 2005. Retail sector responses to changing consumer preferences, New Directions In Global Food Markets, 794, pp. 32-46. [ Links ]
[2] Hellstròm, D. & Saghir, M. 2007. Packaging and logistics interactions in retail supply chains, Packaging technology and science, 20, pp. 197-216. [ Links ]
[3] Vernin, X. 2005. Le préemballage des fruits dautomne: Après les fruits rouges dété, CTIFL. [ Links ]
[4] PPECB information portal. [Online] 2012 [Cited: April 17, 2012.] Available from http://info.ppecb.com/ReportPage.aspx?RepName=%2fBiPortal%2fExports+Products+Per+ Destination +Seasonal!Grapes!SEA [ Links ]
[5] Shewfelt, R.L. & Henderson, J.D. 2003. The future of quality, Acta Horticulture, 604, pp. 4959. [ Links ]
[6] Maneepun, S. 2005. Exploring new foreign markets for fruit and vegetable - Best cases, APO Seminar on Improvement of Agricultural Marketing Systems for Enhancing International Competitiveness, Pakistan, 41-55. [ Links ]
[7] Ntombela, S. 2010. Scenario development to support strategic planning in the South African table grape industry, Stellenbosch University, MSc Thesis. [ Links ]
[8] Transport Information Service. Cargo loss prevention information from German marine insurers. [Online] 2012 [Cited: May 8, 2012.] Available from http://www.tis-gdv.de/tis_e/ware/obst/weintrau/weintrau.htm [ Links ]
[9] HACCP. HACCP food safety quality manuals: Average weight system. [Online] 2012 [Cited: April 17, 2012.] Available from http://www.haccpeuropa.com/quality-manuals/ [ Links ]
[10]Department for Innovation, Universities and Skills. 2007. The Weights and Measures (Packaged Goods) Regulations 2006 - Guidance Note, National Weights and Measures Laboratory. [ Links ]
[11] The National Agricultural Marketing Council. 2007. Subsector study: Deciduous fruit, Department of Agriculture. [ Links ]
[12] Ortman, F.G. 2005. Modelling the South African fresh fruit export supply chain, Stellenbosch University, MSc Thesis. [ Links ]
[13] Motwani, J. 2001. Critical factors and performance measures of TQM, The TQM Magazine, 13(4), pp. 292-300. [ Links ]
[14] Fliess, A. 2007. How to overcome the gap between ISO 9000: 2000 and Total Quality Management - exemplified at a medium sized production company, Stellenbosch University, MSc Thesis. [ Links ]
[15] Ngcobo, M.E.K. 2008. Cooling and shipping studies on table grapes, Stellenbosch University, MSc Thesis. [ Links ]
[16] Pettersen, J. 2009. Defining lean production: some conceptual and practical issues, The TQM Journal, 21(2), pp. 127-142. [ Links ]
[17] Smit, L. 2008. Outomatisering van die Punnetverpakking van Tafeldruiwe: 'n Sensitiwiteits-analise van die Werking van 'n Kombinasiestelsel, Stellenbosch University, BEng Dissertation. [ Links ]
[18] Eichele, T. et al. 2008. Prediction of human errors by maladaptive changes in event-related brain networks, Proceedings of the National Academy of Sciences, 105(16), pp. 6173-6178. [ Links ]
[19] Smit, R. , Treurnicht, N.F. & Blanckenberg, M.M. 2011. Economic requirements analysis for table grape check weighing, ISEM 2011 Proceedings, Stellenbosch, p. 12. [ Links ]
[20] Marco Ltd. 2011. Marco Trac-IT Yield Control Module Viewer Operating Manual PDF. [ Links ]
[21] NKS Ltd./Factory Magazine 1988. Poka-yoke: Improving product quality by preventing defects, Cambridge: Productivity Press. [ Links ]
[22] Saurin, T.A. et al. 2012. A framework for assessing poka-yoke devices, Journal of Manufacturing Systems, Vol 31, Issue 3, July 2012, pp 358-366 [ Links ]
[23] Kolarik, W.J. 1995. Creating quality: Concepts, systems, strategies and tools, New York: McGraw-Hill, Inc. [ Links ]
[24] Liu, H. et al. 2009. Economic assessment of human errors in manufacturing environment, Safety Science, 47, pp. 170-182. [ Links ]
[25] Diamond, D.M. et al. 2007. The temporal dynamics model of emotional memory processing: A synthesis on the neurobiological basis of stress-induced amnesia, flashbulb and traumatic memories, and the Yerkes-Dodson Law, Neural Plasticity, 33. [ Links ]
[26] Zeo, E. et al. 2009. A fuzzy set-based approach for modeling dependence among human errors, Fuzzy Sets and Systems, 160, pp. 1947-1964. [ Links ]
[27] Treurnicht, N.F., Blanckenberg, M.M. & Fourie, C.J. 2005. Development of a reduced cognitive workload display for environmentally friendly fruit packaging, International CIRP Seminar on LCE,12, p. 67. [ Links ]
[28] Dolan, C.S. 2004. On farm and packhouse: Employment at the bottom of a global value chain, Rural Sociology, 69(1), pp. 99-126. [ Links ]
[29] Finch, B.J. 2008. Operations now, in Supply Chain Profitability and Performance, 3rd edition, New York: McGraw-Hill/Irwin. [ Links ]
1 The author was enrolled for an MScEng (Engineering Management) degree at Stellenbosch University.

