










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkWater SA
On-line version ISSN 1816-7950
Print version ISSN 0378-4738
Water SA vol.38 n.5 Pretoria Jan. 2012
TECHNICAL NOTE
Reduction of Langelier index of cooling water by electrolytic treatment with stainless steel electrode
Rapeepat RungvavmaneeI, II; Chantaraporn PhalakornkuleI, II, *
IThe Research and Technology Center for Renewable Products and Energy
IIDepartment of Chemical Engineering, Faculty of Engineering, King Mongkut's University of Technology North Bangkok, Bangkok, 10800 Thailand
ABSTRACT
The efficiency of electrolytic treatment in reducing the Langelier saturation index (LSI) of the cooling water from a cooling tower of a textile industry was investigated. Sacrificial anodes were employed which prevent obnoxious chlorine generation. A series of batch experiments using stainless steel electrodes were conducted with 4 different current densities (5, 7, 10 and 15 A/m2) and 6 different electrolysis times (20, 30, 40, 50, 60 and 70 min). The use of 7 A/m2 for 50 min electrolysis time yielded a satisfactory efficiency in reducing the LSI index from 2.57 to zero, indicating that the treated water was of sufficient quality to be reused in the cooling process.
Keywords: cooling water; electrolytic treatment; hardness; Langelier saturation index; water reuse
Introduction
Industries use cooling water in various processes, for example, in power-generating units, boilers, steel mills and paper mills. In addition, many larger buildings use cooling water in air conditioning systems. The water is used to exchange heat with hot fluid. After use the water must be cooled in order to be reintroduced into the production processes. Typically, the water is pumped to the top of a cooling tower and flows down through plastic or wooden shells. While flowing down, the water is cooled by latent heat loss due to evaporation, typically from 40-60ºC to 25-40ºC.
Two main problems of cooling systems are corrosion and scale (Frayne, 1999). Low pH and high dissolved solids can enhance corrosion and shorten the life-span of the cooling system materials. Corrosion can be prevented by pH adjustment and treatment with additives. Water loss by evaporation during the cooling process increases solute concentrations and can lead to the precipitation of the sparingly soluble salts CaCO3 and Mg(OH)2. This causes the formation of an insulating layer which negatively influences heat transfer.
Among the available indexes for assessing the scaling potential of the cooling water, the Langelier saturation index (LSI) is one of the most widely used tools. The LSI was derived from the degree of saturation of water with respect to calcium carbonate (Langelier, 1936). At the usual cooling water pH conditions, the scaling potential is the ratio of the ionic product of calcium and carbonate to the CaCO3 solubility product:

where:
Ksp is the solubility product of CaCO3.
A positive LSI indicates that CaCO3 precipitation may occur and scale may form. A near-zero LSI indicates a borderline scale potential, in which changes in temperature and evaporation can change the index (Tchobanoglous et al., 2002).
Traditional ways to avoid scaling in the units of a cooling system are to introduce chemical additives to water and to periodically discharge high salt-containing waters. A well-known alternative technique for reduction of calcium and magnesium ions is based on electrolytic treatment. The alkaline environment on the cathode causes precipitation of CaCO3 and Mg(OH)2. The anode that is employed is a so-called 'dynamic stable anode or DSA' - a titanium electrode covered with a corrosion-resistant oxide layer (Hasson et al., 2008). The oxide layer prevents metallic dissolution of the anode. The anodic reaction then releases chlorine gas, while the precipitation of CaCO3 is due to hydroxide formation on the cathode. A drawback of the conventional system is the generation of chlorine gas at the anode. Use of a sacrificial anode, such as aluminium, iron or stainless steel, leads to anode dissolution instead of the highly undesirable chlorine release reaction.
There is little information reported in the literature about the anode consumption rate and the performance of the electrolytic process with sacrificial anodes in the treatment of cooling water. Electrolytic treatment using sacrificial aluminium and iron electrodes is used for heavy metal removal by electroco-agulation (Heidmann and Calmano, 2008; Schulz et al., 2009).
In this study, electrolytic treatment employing stainless steel as both anode and cathode was selected to control the LSI of cooling water from a textile industry. The use of stainless steel is of interest because the material has been known not to stain, corrode, or rust as easily as ordinary steel. Stainless steels contain sufficient chromium to form a passive film of chromium oxide, which prevents further surface corrosion and blocks corrosion from spreading into the metal's internal structure. In this study, 2 operational parameters, current density and electrolysis time, were investigated. These parameters are effective for reducing the Langelier saturation index and for controlling other water properties such as pH, alkalinity, calcium hardness, total hardness, total dissolved solids and conductivity. In addition, the anode and energy consumption of the electrolytic treatment of cooling water were evaluated.
Electrolytic precipitation
During an electrolytic treatment employing dissolvable anodes, the reaction at the cathode is as follows:

The generated hydroxide ions react with the bicarbonate (HCO3-) to increase the concentration of carbonate (CO32-) through the following reactions:

Calcium carbonate will precipitate when the ionic product of Ca2+ and CO2-3 exceeds 2.8 x10-9 at 25ºC.
Materials and methods
Cooling water
The cooling water used in this study was obtained from a cooling tower of Luckytex (Thailand) Public Co. Ltd. The properties of the cooling water sample were: pH 9.0; conductivity 935 |iS/cm; alkalinity 320 mg/l as CaCO3; calcium hardness 654 mg/l Ca2+ as CaCO3; total hardness 1 918 mg/l Ca2+ as CaCO3 and total dissolved solids 460 mg/l.
Experimental apparatus and procedure
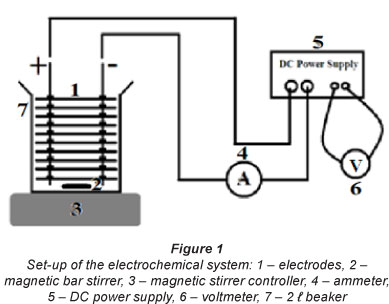
A bench-scale electrochemical system was used in this study (Fig. 1). The system consisted of a DC power supply, a power control and measurement units, an electrochemical reactor and a magnetic heater and stirrer. The electrochemical reactor was a 2 l beaker with a set of 5 pairs of electrodes made of stainless steel 304 with a total area of 1 047 cm2. The electrodes were connected vertically with a gap of 0.8 cm between electrodes. The electrodes were connected to the DC power supply in monopolar and in parallel mode, and the electrochemical reactor was operated in batch and galvanostatic mode.
Before and at the end of each run, the electrodes were washed thoroughly with water, dipped in HCl solution (5% v/v) for at least 15 min and rinsed again with tap water. Typical runs were conducted at 298 K. During the runs, the reactor unit was stirred at 150 r/min by a magnetic stirrer (IKA, C-MAG HS, Germany). The experiments were carried out in a batch mode with a liquid sample of 1.8 l. Four different current densities were applied (5, 7, 10 and 15 A/m2). For each current density, electrolysis time of 20, 30, 40, 50, 60 and 70 min was used. After the specified electrolysis time, the system was stirred at 50 r/min for 20 min. The solution was allowed to stand at room temperature for 20 min and the supernatant solution was collected for the analysis.
Analytical method
The following properties of water were examined: pH, conductivity, alkalinity, calcium hardness, total hardness and total dissolved solids (TDS). Alkalinity was measured according to Standard Methods (APHA, 1998). pH was measured with a Schott Lab 850 (Germany) pH meter and conductivity with a Milwaukee EC59 (Italy) conductivity meter. Calcium and magnesium ions concentrations were determined by ICP spectroscopy (Optima 2000DV, Perkin). Each measurement was performed 3 times. LSI values were calculated from the standard LSI equations (Kemmer, 1979; Frayne, 1999).
Results and discussion
Effect of current density and electrolysis time on pH
Figure 2 shows the evolution of pH values during the electrolytic treatment. For all current densities investigated in this study, the pH dropped from 9 to near 7. Except for the current density of 10 A/m2, the pH remained approximately stable when the pH level had reached a value near 7. It has previously been reported that an electrolytic treatment exhibits some buffering capacity because of the balance between the production and consumption of OH- (Chen, 2004). In an electrocoagulation of textile wastewater, the buffering capacity was found to be just above 7 (Essadki et al., 2008). A study on the removal of turbidity from a solution of silica gel by electrolytic treatment (Merzouk et al., 2009a) reported a similar finding: when the initial pH of the silica gel solution was slightly above 7, the pH hardly changed. However, for the case of 10 A/m2, the pH dropped far below 7. As can be seen from Fig. 3, the alkalinity for 10 A/m2 dropped to the lowest level compared to the other current densities. The alkalinity became too low for the solution to retain its buffering capacity and a pH near 7.

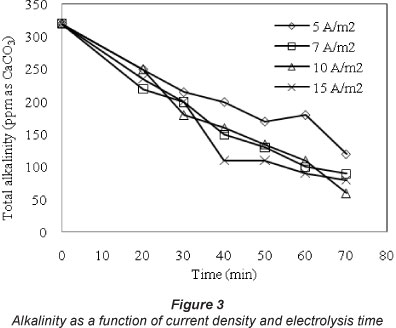
Effect of current density and electrolysis time on alkalinity
Figure 3 shows the alkalinity as a function of current density and electrolysis time. For all current densities investigated in this study, reduction of the alkalinity increased with increasing electrolysis time. While the current density of 5 A/m2 gave the lowest reduction in alkalinity, the current densities of 7, 10 and 15 A/m2 yielded more or less the same degree of alkalinity reduction. The maximum alkalinity reduction was approximately 72%, 81% and 75% for the current density of 7, 10 and 15 A/m2, respectively. The experimental data showed that the electrolysis time had a more pronounced effect than current density in reducing alkalinity.
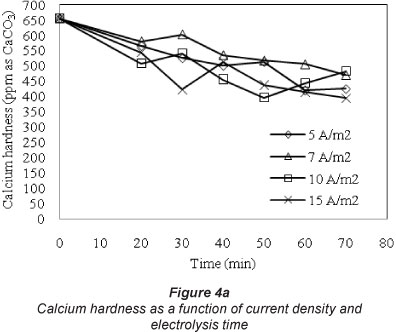
Effect of current density and electrolysis time on calcium hardness and total hardness
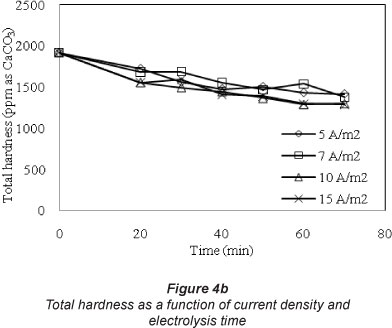
Figure 4a shows the calcium hardness as a function of current density and electrolysis time. The greatest decline in calcium hardness was obtained with a current density of 15 A/m2 for 30 min electrolysis time. A comparable decline was obtained with 10 A/m2 for 50 min electrolysis time. The experimental data showed that the calcium hardness reduction depended on a combination of the levels of current density and electrolysis time. The effects of current density and electrolysis time on total hardness were similar to those on calcium hardness (Fig. 4b). The lowest calcium and total hardness were 397 and 1 287 mg/l Ca2+ as CaCO3, corresponding to a 39% and 33% reduction, respectively.
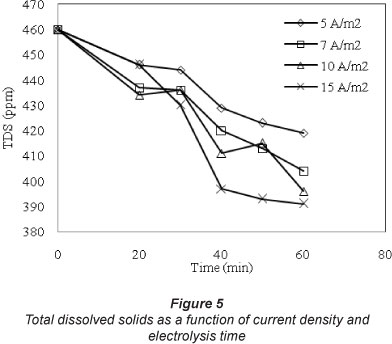
Effect of current density and electrolysis time on total dissolved solids and conductivity
Conductivity is typically used as a surrogate measure of TDS concentration. The relationship between the conductivity and TDS concentration used in this study is as follows:

As shown in Fig. 5, the TDS reduction was strongly dependent on both current density and electrolysis time. The highest TDS reduction was obtained with the highest current density investigated in this study. In this case, the TDS dropped rapidly with increasing electrolysis time during 0-40 min, but became relatively constant during 40-60 min electrolysis time. With a reduction in TDS of approximately 15%, TDS showed the lowest reduction of all of the parameters studied.
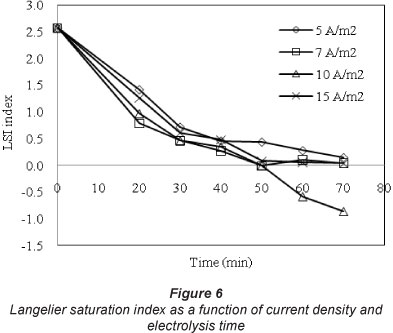
Reduction of the Langelier saturation index by electrolytic treatment
Figure 6 demonstrates the reduction of LSI as a function of current density and electrolysis time. During the first 50 min electrolysis time, the reduction of LSI strongly depended on electrolysis time. Except for the current density of 10 A/m2, the LSI values remained relatively stable after 50 min. Using an electrolysis time of 50 min with current density of 7 A/m2, LSI reached a value of zero. The drop of LSI from 2.57 to zero indicated that the quality of the cooling water was significantly improved and the treated cooling water showed no potential for scaling.
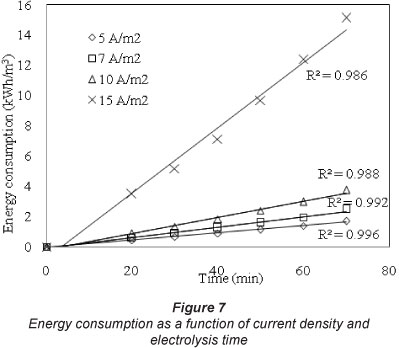
Technical and economic assessments of the electrolytic treatment of cooling water
The energy consumption was estimated using the electrical power formulas:

where:
P is the electrical power (watts)
V is the voltage across the electrodes (volts)
I is the applied current (A)
E is the energy consumption (kWh)
t is the electrolysis time (s).
At a fixed current density, the voltage across the electrodes was relatively constant (4.85, 4.91, 5.10 and 6.83 volts for the operating current density of 5, 7, 10 and 15 A/m2, respectively). The electrical energy increased approximately linearly with increasing electrolysis time. After 70 min electrolysis time the electrical energy reached a peak of 1.7, 2.5, 3.8 and 15 kWh/m3 for current densities of 5, 7, 10 and 15 A/m2, respectively (Fig. 7). With use of 7 A/m2 for 50 min electrolysis time yielding a LSI of zero, electrical energy consumption was 1.6 kWh/m3. Considering the cost of electricity at approx. 0.065 USD/kWh (1 USD ~ 30 Thai Baht), the cost of water treatment by the electrolytic treatment unit was 0.103 USD/m3. In a usual situation, freshwater is available for a small to medium-sized industry at 0.531 USD/m3 and for a large-sized industry at 0.694 USD/m3. Therefore, the cost of the electrical energy for electrolytic treatment can be competitive with the cost of freshwater.
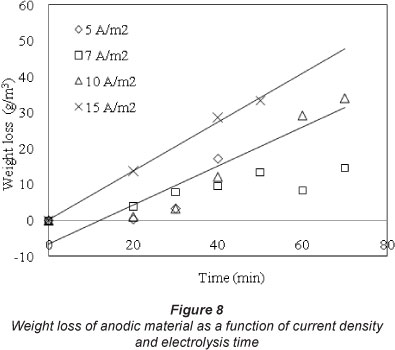
The weight loss of stainless steel anode was found to be in the order of 10-50 mg/l of treated water (or g/m3). It can be seen from Fig. 8 that the loss of the anodic material increased with increasing current density and electrolysis time and that at the higher current densities of 10 A/m2 and 15 A/m2, the weight loss increased linearly with the electrolysis time. The amount of iron dissolution is usually predicted by Faraday's law:

where:
w is the iron dissolved (g)
I is the applied current (A)
t is the electrolysis time (s)
MFe is the molecular weight of Fe (55.85 g/mol)
Z is the number of electrons involved in the redox reaction
F is Faraday's constant (96 500 C per mole of electrons).
The weight loss from the stainless steel anode was found to be approximately 10 times lower than that predicted using Faradays' law. An explanation for this is that stainless steel 304 contains sufficient chromium to form a passive film of chromium oxide, which partially prevents the electrochemical oxidation in a similar fashion to its prevention of surface corrosion. The loss of stainless steel was relatively small in comparison with weight loss from other dissolvable anodes such as iron and aluminium . The released Fe ions can either dissolve in water or form insoluble precipitates. Based on the solubility product of ferrous hydroxide (7.9 x 10-15) and ferric hydroxide (1.1 x 10-36), the amount of soluble Fe ions is limited by the solubility of ferrous hydroxide and ferric hydroxide at an operating pH near neutral. Therefore, the electrolytic unit should be in tandem with a sedimentation unit that separates the iron precipitates from the treated water.
It has been reported in the literature that the consumption of an aluminium anode in an electrocoagulation process can be as high as 160% of that predicted by Faradays' law (Essadki et al., 2008; Merzouk et al., 2009b; Zongo et al., 2009). The mass overconsumption of aluminium electrodes may be due to both chemical hydrolysis of the cathode and the corrosion pitting phenomenon. The latter phenomenon is associated with chloride anions which cause holes on the electrode surface and the occurrence of side dissolution (Essadki et al., 2008; Merzouk et al., 2009b; Zongo et al., 2009).
Conclusion
Electrolytic treatment with stainless steel anodes was used to treat the cooling water from a cooling tower of a textile industry. The use of 7 A/m2 for 50 min electrolysis time yielded a satisfactory efficiency in reducing alkalinity (59% reduction), calcium hardness (21% reduction), total hardness (24% reduction) and total dissolved solids (10% reduction), and resulted in a decrease in LSI from 2.57 to zero. The loss of anode material was of the order of 30 g of stainless steel per 1 m3 of cooling water for the test duration of 50 min. The cost of the electrical energy consumption in the electrolytic treatment has been shown to be competitive with the cost of freshwater. The electrolytic treatment employing stainless steel as both anode and cathode has both technical and economic potential to control the Langelier saturation index of cooling water.
Acknowledgements
The authors are grateful to the Thailand Research Fund (TRF-Master Research Grant, Grant No. MRG-WI535E094) and the Advancing Research Fund of King Mongkut's University of Technology North Bangkok (KMUTNB) for financial support. We wish to thank Square Cooling Tower Co., Ltd. for supplying technical data and Luckytex (Thailand) Co. Ltd. for supplying the cooling water samples. Special thanks are expressed to Dr Elvin Moore for his suggestions and critical reading of this manuscript.
References
AMERICAN PUBLIC HEALTH ASSOCIATION (1998) Standard Methods for the Examination of Water and Wastewater. American Public Health Association, Washington, DC. [ Links ]
CHEN G (2004) Electrochemical technologies in wastewater treatment. Sep. Purif. Technol. 38 11-41. [ Links ]
ESSADKI AH, BENNAJAH M, GOURICH B, VIAL CH, AZZI M and DELMAS H (2008) Electrocoagulation/electroflotation in an external-loop airlift reactor - Application to the decolorization of textile dye wastewater: A case study. Chem. Eng. Process 47 1211-1223. [ Links ]
FRAYNE C (1999) Cooling Water Treatment Principals and Practice. Chemical Publishing Company, New York. [ Links ]
HASSON D, LUMELSKY V, GREENBERG G, PINHAS Y and SEMIAT R (2008) Development of the electrochemical scale removal technique for desalination applications. Desalination 230 329-342. [ Links ]
HEIDMANN I and CALMANO W (2008) Removal of Zn(II), Cu(II), Ni(II), Ag(I) and Cr(VI) present in aqueous solutions by aluminium electrolytic treatment. J. Hazard. Mater. 152 934-941. [ Links ]
KEMMER FN (ed.) (1979) The NALCO Water Handbook. McGraw-Hill, New York. 4-13 to 4-14. [ Links ]
LANGELIER WF (1936) The analytical control of anti-corrosion water treatment. J. Am. Water Works Assoc. 28 1500-1521. [ Links ]
MERZOUK B, GOURICH B, SEKKI A, MADANI K and CHIBANE M (2009a) Removal turbidity and separation of heavy metals using electrolytic treatment-electroflotation technique. A case study. J Hazard. Mater. 164 215-222. [ Links ]
MERZOUK B, GOURICH B, SEKKI A, MADANI K and VIAL CH (2009b) Barkaoui M. Studies on the decolorization of textile dye wastewater by continuous electrocoagulation process. Chem. Eng. J. 149 207-214. [ Links ]
SCHULZ MC, BAYGENTS JC and FARRELL J (2009) Laboratory and pilot testing of electrolytic treatment for removing scale-forming species from industrial process waters. Int. J. Environ. Sci. Technol. 6 521-526. [ Links ]
TCHOBANOGLOUS G, BURTON FL and STENSEL HD (2002) Wastewater Engineering: Treatment and Reuse. Metcalf & Eddy Inc, McGraw-Hill, New York. 987-990. [ Links ]
ZONGO I, MAIGA AH, WETHE J, VALENTIN G, LECLERC J-P, PATERNOTTE G and LAPICQUE F (2009) Electrocoagulation for the treatment of textile wastewaters with Al or Fe electrodes: Compared variations of COD levels, turbidity and absorbance. J Hazard. Mater. 169 70-76. [ Links ]
Received 19 November 2011; accepted in revised form 18 September 2012.
* To whom all correspondence should be addressed. ffi +66(0)89-135-3253; fax: +66(0)2-587-0024; e-mail: cpk@kmutnb.ac.th; cphalak21@yahoo.com

