










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkWater SA
On-line version ISSN 1816-7950
Print version ISSN 0378-4738
Water SA vol.38 n.1 Pretoria Jan. 2012
The chemical oxidation of lignin found in Sappi Saiccor dissolving pulp mill effluent
B MoodleyI*; DA MulhollandI,II; HC BrookesI
ISchool of Chemistry, University of KwaZulu-Natal, Durban, 4041, South Africa
IIDivision of Chemical Sciences, Faculty of Health and Medical Sciences, University of Surrey, Guildford, GU2 7XH, United Kingdom
ABSTRACT
Sappi Saiccor (situated in Durban, South Africa) dissolving pulp mill effluent, produced from an acid bisulphite pulping process, uses acacia and eucalyptus hardwoods to produce a unique and different blend of lignin that has not been previously studied. The chemical oxidation of lignin found in Sappi Saiccor's effluent has been investigated using a number of different chemical oxidising agents, such as nitrobenzene, oxygen with and without the presence of a copper sulphate pentahydrate catalyst, and hydrogen peroxide. The reaction products were extracted with acid and identified using GC-MS and LC-MS techniques. Nitrobenzene is a good oxidising agent but tends to produce many toxic by-products and would not be acceptable on an industrial scale. Oxygen oxidation has previously been shown to produce aldehyde-type compounds, and in this work has produced good yields of both vanillin and syringaldehyde compared to previous oxygen oxidation reactions. Hydrogen peroxide is a strong oxidising agent that tends to over-oxidise the lignin during long reaction times.
Keywords: chemical oxidation, lignin, effluent, vanillin, syringaldehyde
Introduction
Various chemical oxidations of lignin have been investigated over many years. The use of strong oxidising agents has shown the break-up of the aromatic ring whereas milder oxidising agents caused changes in the side-chain whilst keeping the ring intact. Oxidation reactions were initially used to identify the structure of lignin polymers and the mode of linkage between the precursors (Morohoshi and Glasser, 1979). Degradation of the lignin polymer yielded various compounds containing phenylpropanoid units which confirmed these as the building block of lignin.
Nitrobenzene oxidation on pure lignin and lignan compounds
Nitrobenzene was one of the earliest chemical oxidants used and it produced reasonable quantities of syringaldehyde and vanillin depending on the source of lignin. Lignin from hardwoods contained a higher syringyl content and produced more syringaldehyde whereas lignin from softwoods contained a higher guaiacyl content and produced more vanillin (Pearl, 1969). Nitrobenzene reactions have been carried out on a variety of lignin-related compounds and on spruce lignin. Reactions with eugenol produced over 70% yield of vanillin, 5-carboxyvanillin produced only 1.9% vanillin and lignin from spruce wood yielded 25% vanillin (Pew, 1955). Studies by Leopold and Malmstrom (1951) on pure lignans showed that olivil gave the highest yields of vanillin, greater than 70%, and concluded that the stereochemical arrangement of the hydroxyl group and the ether group influenced the yield of vanillin. These results were based on analysis of total methoxyl content and not on pure aldehyde formed.
Nitrobenzene oxidation on Kraft pulp effluent
Later, studies by Villar et al. (1997) on nitrobenzene oxidation of lignin obtained from industrial black liquor from a eucalyptus Kraft pulping process showed that an optimised 14% yield of aldehyde could be obtained using 40 min reaction time, a temperature of 190ºC, pressure between 1 013.25 and 1 519.875 kPa and a nitrobenzene concentration of 6 mℓ·g-1 of lignin. In addition to aldehydes, many other phenylpropanoid-derived compounds were produced, such as the corresponding syringic and vanillic acids, aceto-derivatives and other condensation products. However, nitrobenzene oxidation does require the use of high temperatures and pressures and a large portion of the reaction mixture is made up of toxic nitrobenzene derivatives, such as azobenzene, 4-(phenylazo)-phenol and azoxybenzene, many of which are volatile. These toxic products also have an unpleasant odour and are difficult to separate from the useful products, making this procedure unfavourable on an industrial scale. Therefore, even though high yields of useful compounds could be obtained from this method, it would also increase the presence of toxic substances and might even lead to increased air pollution and further contamination of the environment.
Oxygen oxidation of Kraft pulp waste
Oxygen is a fairly inexpensive oxidising agent that has been used in the conversion of lignin to aldehydes. It is popular in that it does not involve the use of added toxic chemicals to the reaction, but, here again, the use of elevated temperatures and pressures is required if any reasonable quantities of aldehyde are to be produced.
A patent in 1978 claimed to be the first to identify a method of producing syringaldehyde from alkaline or neutral sulphite wastes of the Kraft pulping process using oxygen as the oxidising agent at elevated temperatures and with the optional use of catalysts. Various examples confirming aldehyde yields between 5% and 12% were quoted, using catalysts such as ammoniated manganese sulphate and copper sulphate (Marshall and Vincent, 1978).
Studies by Villar et al. (2001) suggested that oxygen oxidation of hardwood Kraft lignin, with and without a catalyst, do not produce as high an aldehyde yield as nitrobenzene oxidation. The low aldehyde yield was attributed to the transformation of lignin to low molecular weight acids. The use of copper(II) or cobalt(II) salts and platinized alumina catalysts did not show an increase in the yield of aldehyde.
The study of a perovskite-type oxide catalyst with oxygen has shown promising results in the conversion of cornstalk lignin to aldehydes. However, long reaction times could lead to further oxidation of the aldehydes to the acid. The catalyst was also recyclable making it very suitable for use in lignin oxidation reactions (Deng et al., 2009).
Recent studies by Wong et al. (2010) on oxygen delignification of pine, eucalyptus and wheat straw showed that vanillin and syringaldehyde are the compounds formed in greatest quantities, which would make spent liquor a good source for their production.
Oxygen oxidation of model lignin solutions was also carried out with the aim of totally degrading and removing the lignin. The parameters of temperature, pH and reaction time showed the most significant degradation results with the effects of pressure not being as significant a parameter for the optimisation of lignin degradation (Kindsigo and Kallas, 2006).
Hydrogen peroxide oxidation of lignin type compounds
Hydrogen peroxide has found worldwide use as a bleaching agent in the pulp industry. Hydrogen peroxide is a strong oxidising agent and early research on its alkaline reaction with model compounds, such as cresol, was found to produce methylmaleic, oxalic, acetic and methylfumaric acids (Bailey and Dence, 1969). However, at the temperature employed for these reactions, 45ºC, hydrogen peroxide was only able to degrade unetherified phenolics (Kadla et al., 1997). It was only in later investigations by Kadla et al. (1997) that the oxidation of side chains of model compounds, of the phenolic and non-phenolic type, was found to not be limited to unetherified phenolic units but also to include etherified benzylic alcohols and easily hydrolysable ether units when reactions were carried out at 90ºC.
Studies by Agnemo and Gellerstedt (1979) on hydrogen peroxide reactions with phenolic-type model compounds showed that the reacting species were hydroxy radicals, superoxide ions and oxygen formed from the decomposition of peroxide and not the hydrogen peroxide itself. They also observed that the reaction rate could be increased by the presence of heavy metal ions and high concentrations of hydrogen peroxide. The oxidation of cinnamaldehyde-type model compounds produced vanillin, which then undergoes oxidation to produce methoxyhydroquinones, and further oxidation produces carboxylic acids (Gellerstedt and Agnemo, 1980; Gellerstedt et al., 1980). Studies on the hydrogen peroxide oxidation of lignin obtained from sugar cane bagasse showed the production of carboxylic acids together with some condensation products (Mancera et al., 2010)
More recently, oxidative studies on lignin and lignin model compounds using biocatalysts and organometallic catalysts with oxygen and hydrogen peroxide have shown the formation of various oxidative products (Crestini et al., 2010)
The aim of this study was to identify a suitable method for producing value-added products from Sappi Saiccor (situated in Durban, South Africa) dissolving pulp mill's waste stream, that could be extracted before the waste is pumped out to sea, thereby also reducing the amount of waste disposed. Oxidation reactions of lignin have been shown to produce compounds such as vanillin and syringaldehyde that are of commercial value. However previous chemical reactions were based on lignin-model type compounds and lignin obtained from Kraft effluent. Sappi Saiccor's effluent, produced from an acid bisulphite pulping process, uses acacia and eucalyptus hardwoods which produce a unique and different blend of lignin that has not been previously studied. Therefore the results of this work are new and contribute to the field of lignin oxidation studies as well as the paper and pulp industry's quest to reduce their impact on the environment.
Experimental
Nitrobenzene oxidation
The nitrobenzene oxidation reaction was carried out in a sealed 15 ℓ digester (Model S/S Press Vessel manufactured by Marshall Fowler Engineering). A lignosulphonate solution, made up of lignosulphonate powder (50 g) dissolved in 7 ℓ of 2 M NaOH, was filtered to remove any insoluble material such as cellulose or wood fibres. The filtrate and nitrobenzene (1 ℓ) was added to the digester, sealed and heated in a stepwise manner to a temperature of 170ºC. The digester was degassed once for 10 s during the heating process. The reaction mixture was maintained at a temperature of 170ºC and a pressure of 750 kPa for 1.5 h with rotation to ensure complete mixing of the reaction solution.
Oxygen oxidation without a catalyst
A sample of lignosulphonates (100 g) was dissolved in 2 M NaOH (7 ℓ) and prepared as described under nitrobenzene oxidation. The sample was transferred to the digester described above, sealed and heated in a stepwise manner to 170ºC. Once this temperature was attained, the reaction vessel was vented. Oxygen gas was bubbled through the reaction mixture and the vessel was vented a second time to flush out any atmospheric air in the reaction vessel. Oxygen was bubbled through again until a pressure of 550 kPa was attained. The reaction mixture was heated to 170ºC and a pressure of 1 000 kPa was maintained for 2.5 h with continuous rotation to ensure complete mixing of the reaction solution.
Oxygen oxidation in the presence of a catalyst
A sample of lignosulphonate (100 g), dissolved in 2 M sodium hydroxide (7 ℓ) was prepared in the same manner as previously described and transferred to the digester described above. A powdered sample of CuSO4·5H2O (512 g), identified as a suitable catalyst in literature, was added to the solution in a 4:1 molar ratio with lignin (average molar mass of 195 g·mol-1) and the mixture was allowed to heat up in a stepwise manner to 170ºC (Villar et al., 2001). The reaction vessel was vented and the oxygen flushed and bubbled through the solution as described above. The temperature was maintained at 170ºC and a pressure of 900 kPa for 2.5 h with continuous rotation.
Hydrogen peroxide oxidation of lignin
Deionised water (300 mℓ), sodium metasilicate (4.40 g), DTPA (150.7 mg) and H2O2 (1.70 g) were placed in a 3-necked round bottom flask. Nitrogen was bubbled through the solution for 30 min with continuous stirring, resulting in a lilac-coloured solution. The temperature and pH were noted after 30 min. Thereafter, a sample of lignosulphonate (1.0 g) was added to the solution and left to react, with continuous stirring. The pH and temperature of the solution were monitored and adjusted to maintain a steady value of 12. The reaction mixture was sampled every 15 min in order to show the change in concentration of syringaldehyde over time. Once the reaction mixture was sampled, the oxidation action of H2O2 in the sample was stopped by quenching the remaining H2O2 in the sample. The amount of residual H2O2 was determined by immediately titrating a portion of the sample. This was used to determine the mass of sodium sulphite that was required to be added to the sample to stop further oxidation of the sample. The sample was then left to stand for 30 min before it was extracted with acid and AR grade chloroform. The hydrogen peroxide oxidation reactions were carried out at temperatures of 16ºC (room temperature) and 63ºC in order to compare the effects of temperature on the reaction. An oil bath was used to maintain a steady temperature for the reaction at the higher temperature.
Titration procedure to determine the amount of residual H2O2 present in the solution.
A sample, weighed to the nearest 0.1 mg, containing H2O2 equivalent to a titre of 30 mℓ (~ 60.0 mg of H2O2) was pipetted into an Erlenmeyer flask (250 mℓ). Ultrapure water (50 mℓ), diluted sulphuric acid (10 mℓ), a solution of potassium iodide (10-15 mℓ) and ammonium molybdate (2 drops) was added to the sample solution. The sample was titrated with Na2S2O3 (0.1 M) to a faint straw colour, starch indicator was added (2 mℓ) and the titration continued until the blue colour just disappeared. A blank sample of water was also titrated.
Gas chromatography-mass spectrometry (GC-MS)
The samples were dissolved in AR grade chloroform and introduced onto a HP5-MS column of the GC-MS with a splitless injection using a 2 µℓ manual injection system. The starting temperature was 50ºC, the temperature was held for 2 min, then ramped at 20ºC per minute to 300ºC; thereafter the temperature was held for another 20 min. Low-resolution mass spectrometry was carried out on an Agilent 5973 spectrometer connected to a 6890 GC. The results of the mass spectrum were matched with mass spectra of reference standards found in the NIST Standard Reference Database 1A (NIST 98) - National Institute of Standards and Technology.
Liquid chromatography-mass spectrometry (LC-MS)
An Agilent 1100 series LC was used. The samples were dissolved in filtered AR grade acetonitrile and introduced onto the column using an auto injector. The samples were passed through 2 columns connected in succession, the first a ZORBAX extend-C18 and thereafter an ECLIPSE XDB-C8, both kept at a constant temperature of 40ºC. A 2-solvent system comprising of filtered acetonitrile and Millipore water, each with 0.2% formic acid, was used in a gradient manner of 0% to 100% of acetronitrile with 0.2% acid in 60 min with a flow rate of 1.00 mℓ·min-1. The sample was passed through a diode array detector (DAD) and detection of the molecular ion of each chromatogram peak was performed using an Agilent 100 series LC/MSD Trap. Quantitative studies of the samples made use of 3,4-dimethoxybenzaldehyde as an internal standard which was not originally identified in the reaction mixtures.
Results and discussion
Starting material
A qualitative analysis of the acid-extracted organic portion of the lignosulphonate starting material using GC-MS showed the presence of lignan isomers, meso-syringaresinol and episyringaresinol, syringaldehyde, 3-(4';-hydroxy-3';,5';-dimethoxyphenyl)propan-2-one, vanillin, syringic acid, acetosyringone, 3-(4';-hydroxy-3';,5';-dimethoxyphenyl)-prop-1-ene, 3-(4';-hydroxy3';,5';-dimethoxyphenyl)-propan-2,3-dione, 3-(4';-hydroxy-3';,5';dimethoxyphenyl)-1-hydroxy-propan-2-one, 3-(4';-hydroxy3';,5';-dimethoxyphenyl)-propan-1-ol, 2,6-di-methoxyphenol, 3-(4';-hydroxy-3';,5';-dimethoxyphenyl)-1-hydroxy-propan-3-one and a very small amount of vanillic acid. These are shown in Fig. 1.

Nitrobenzene oxidation
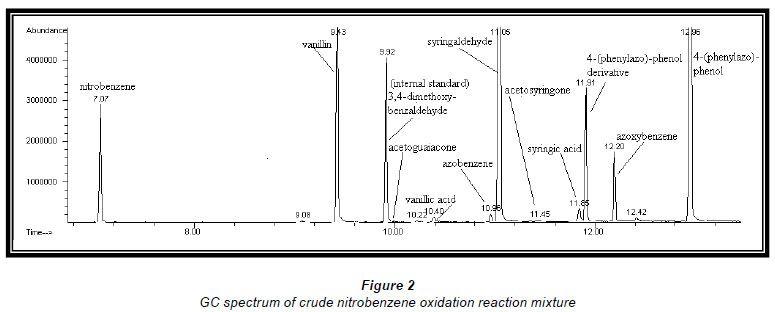
After nitrobenzene oxidation of the lignosulphonates the chloroform extract using GC-MS showed the major peaks as syringaldehyde, vanillin, acetosyringone, vanillic acid and syringic acid (Fig. 2). A small amount of acetoguaiacone was also detected. Many nitro-derivative compounds such as nitrobenzene (RT = 7.07 min), azoxybenzene (RT= 12.20 min) and 4-(phenylazo)-phenol (RT = 12.96 min) were also identified.
Oxygen oxidation
A qualitative analysis of the organic chloroform extract after oxygen oxidation, with and without a catalyst, using GC-MS, showed syringaldehyde to have the largest peak area (Figs. 3 and 4). Other compounds identified included vanillin, acetoguaiacone, acetosyringone and 2,6-dimethoxy-1,4-benzoquinone (Figs. 3 and 4). No syringic acid was identified in the oxidation product mixture without a catalyst, as oxygen on its own is regarded as a mild oxidising agent and tends to stop oxidation at the aldehyde stage (Fig. 3). The presence of both acids was observed when a copper sulphate pentahydrate catalyst was used (Fig. 4).
A quantitative analysis of syringaldehyde and vanillin formed during oxygen oxidations showed that the presence of a copper catalyst did not bring about any significant increase in the amount of syringaldehyde and vanillin. In fact, the amount of vanillin decreased when a copper catalyst was used in the oxidation as shown in Table 1. This is explained by the presence of the acids, which suggests that the presence of the copper catalyst oxidises some of the aldehyde to the acid, thereby reducing the amount of aldehyde in the final end product. The amounts of acetoguaiacone and acetosyringone also decreased when a copper catalyst was used in the oxidation reaction and this again is attributed to the catalyst promoting the oxidation of the aceto-type compounds to the corresponding acids.
The oxygen oxidation reaction without a copper catalyst also produced 2,6-dimethoxy-1,4-benzoquinone, which is not present in the reaction with a copper catalyst (Fig. 3 and 4). The identification of this peak was based on its mass spectrum which clearly showed a different spectral pattern from vanillic acid even though its retention time is very close to that of vanillic acid. The formation of this compound is attributed to the hydroperoxyl radical (produced from oxygen reactions with organic substances) reacting at the 4-position of the lignin (Stenius, 2000; Sarkanen and Ludwig, 1971; Kratzl, 1974).
The absence of this compound in the product mixture of the copper catalysed oxygen oxidation reaction suggests that the hydroperoxyl radical does not play an important role in the copper catalysed oxidation reaction. This then suggests that the oxygen oxidation reactions with a copper catalyst are caused by the catalyst since the lignin is oxidised by the copper catalyst rather than by oxygen radicals.
Comparison of the nitrobenzene and oxygen oxidation reaction products shows that oxygen oxidation reactions (with and without the copper catalyst) produce higher amounts of syringaldehyde and vanillin (Table 1 and Fig. 5). The acetoguaiacone and acetosyringone concentrations are slightly higher in the end-product mixture of the oxygen oxidation without a copper catalyst, as the presence of the catalyst enhances the conditions for oxidation. In addition, the copper catalyst also promotes the further oxidation of the aldehyde to the acid accounting for the slightly lower concentrations of vanillin. These observations confirm studies by Villar et al. (2001) on nitrobenzene and oxygen oxidation of Kraft lignin, which showed a decrease in the amount of aldehyde when a copper catalyst is used in the oxidation reaction.
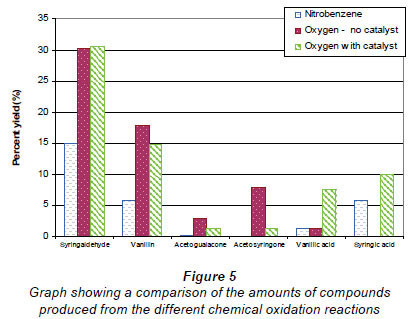
In this work the percentage yield was calculated based on the mass of compound produced from a gram of starting material converted to a percentage. It is the method used in literature and provides a means of comparison against other research carried out in this field (Pepper et al., 1967)
Hydrogen peroxide oxidation
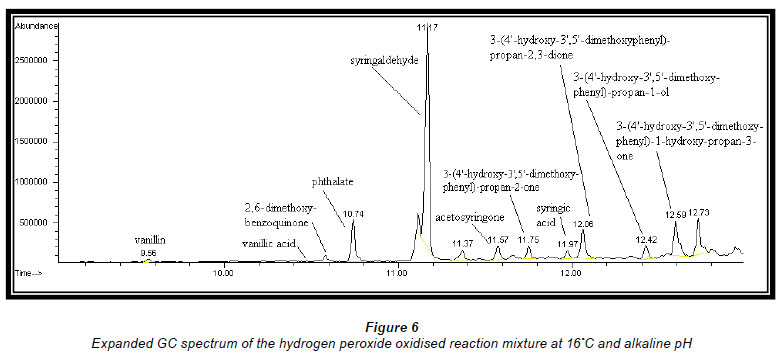
Hydrogen peroxide oxidation reactions were carried out at 16ºC and 63ºC. A qualitative analysis of the hydrogen peroxide oxidised reaction mixture showed that most of the compounds identified in the starting material were still present in the oxidised reaction mixture, though in smaller amounts. Three compounds identified in the starting material, 2,6-dimethoxyphenol, 3-(4';-hydroxy-3';,5';-dimethoxyphenyl)prop-1-ene and 3-(4';-hydroxy-3';,5';-dimethoxyphenyl)-1hydroxy-propan-2-one, were not present in the hydrogen peroxide oxidised reaction mixture (Fig. 6). This suggests that they were oxidised by hydrogen peroxide. In addition to the absence of these 3 compounds, the presence of 2,6-dimethoxy-1,4benzoquinone, which was not found in the starting material, was also observed.
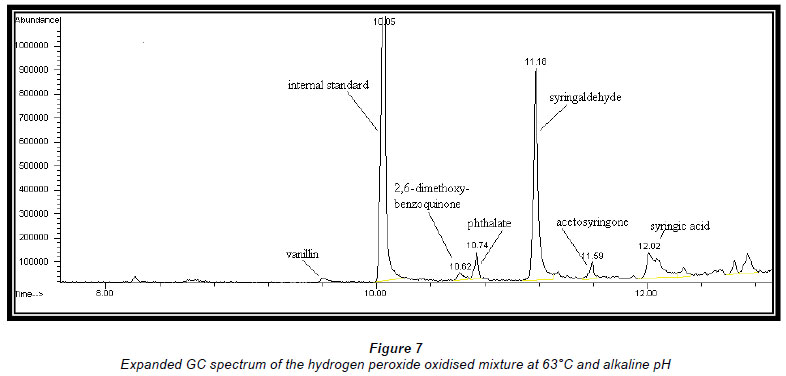
Many of the compounds identified in the lignosulphonate starting material and in the hydrogen peroxide oxidised reaction mixture at 16ºC were no longer present in the product reaction mixture at 63ºC. This suggests that these compounds have been oxidised at the higher temperatures. Syringaldehyde is seen to be the major component present. In addition, 2,6-dimethoxy1,4-benzoquinone, acetosyringone, syringic acid, phthalate and a very small amount of vanillin are present (Fig. 7).
A comparison of the various chemical oxidation results converted to tons of compound produced per day based on flow rates provided by Sappi Saiccor show that the highest yields of syringaldehyde and vanillin can be obtained from the oxygen oxidation of the effluent, with the presence of a catalyst increasing the yield of syringaldehyde very slightly (Table 2). Nitrobenzene produces significantly less of the compounds of interest as well as producing toxic nitrobenzene derivatives that make it an unattractive process for use on an industrial scale. Hydrogen peroxide is a commonly used oxidising and bleaching agent in the paper and pulp industry but produces the lowest yield of syringaldehyde.
Conclusion
An aim of this study was to investigate the types of compounds that could be produced from oxidation reactions of the lignin found in Sappi Saiccor's effluent. This was achieved by carrying out chemical oxidation reactions using a number of different oxidising agents. The aim of the oxidation reactions was to produce compounds of economic value that could be extracted, as well as reducing the amount of waste that is presently pumped out to sea. Thus the aim was to produce a by-product from the acidic waste that would be profitable to the company, and the extraction of which would, at the same time, result in a positive impact on the environment.
This study has shown that significant amounts of commercially viable compounds can be produced by various chemical oxidation reactions.
Acknowledgments
This work was undertaken as a project for Sappi Saiccor in Umkomaas, Durban, South Africa, and funding from Mr Derek Weightman is acknowledged. We also acknowledge the National Research Foundation (NRF) for additional funding for this project. We are grateful to Mr John Thubron for the effluent samples and pulping process information provided and Mr Bret Parel for assisting with troubleshooting of the GC-MS and LC-MS.
The authors declare that they have no conflict of interest.
References
AGNEMO R and GELLERSTEDT G (1979) The reactions of lignin with alkaline hydrogen peroxide. Part II. Factors influencing the decomposition of phenolic structures. Acta Chem. Scand. B 33 337-342. [ Links ]
ALÉN R (2000) Basic: Chemistry of wood delignification. In: Stenius P (ed.) Forest Products Chemistry. Fapet Oy, Helsinki. 86-93. [ Links ]
BAILEY CW and DENCE CW (1969) Reactions of alkaline hydrogen peroxide with softwood lignin model compounds, spruce milledgroundwood lignin and spruce groundwood. Tappi 52 491-500. [ Links ]
CHANG H-M and ALLAN GG (1971) Oxidation. In: Sarkanen KV and Ludwig CH (eds.) Lignins: Occurrence, Formation, Structure and Reactions. Wiley - Interscience, New York. 433-457. [ Links ]
CRESTINI C, CRUCIANELLI M, ORLANDI M and SALADINO R (2010) Oxidative strategies in lignin chemistry: A new environmental friendly approach for the functionalisation of lignin and lignocellulosic fibers. Catal. Today 156 8-22. [ Links ]
DENG H, LIN L, SUN Y, PANG C, ZHUANG J, OUYANG P, LI J and LUI S (2009) Activity and stability of perovskite-type oxide LaCoO3 oxide catalyst in lignin catalytic wet oxidation to aromatic aldehydes process. Energ. Fuels 23 19-24. [ Links ]
GELLERSTEDT G and AGNEMO R (1980) The reactions of lignin with alkaline hydrogen peroxide. part III. The oxidation of conjugated carbonyl structures. Acta Chem. Scand. B 34 275-272. [ Links ]
GELLERSTEDT G, HARDELL H-L and LINDFORS E-L (1980) The reactions of lignin with alkaline hydrogen peroxide. Part IV. Products from oxidation of quinone model compounds. Acta Chem. Scand. B 34 669-673. [ Links ]
KADLA JF, CHANG H-M and JAMEEL H (1997) The reactions of lignins with hydrogen peroxide at high temperatures. Holzforschung 51 428-434. [ Links ]
KINDSIGO M and KALLAS J (2006) Degradation of lignins by wet oxidation: model water solutions. Proc. Estonian Acad. Sci. Chem. 55 132-144. [ Links ]
KRATZL K, CLAUS P, LONSKY W and GRATZL JS (1974) Model studies on reactions occurring in oxidations of lignin with molecular oxygen in alkaline media. Wood Sci. Technol. 8 35-49. [ Links ]
LEOPOLD B and MALMSTROM IL (1951) Nitrobenzene oxidation of compounds of the lignan type. Acta Chem. Scand. 5 936-940. [ Links ]
MANCERA A, FIERRO V, PIZZI A, DUMARCAY S, GERARDIN P, VELASQUEZ J, QUINTANA G and CELZARD A (2010) Physicochemical characterisation of sugar cane bagasse lignin oxidized by hydrogen peroxide . Polym. Degrad. Stab. 95 470-476. [ Links ]
MARSHALL HB and VINCENT DL (1978) Production of syringaldehyde from hardwood waste pulping liquors. US Patent 407524. [ Links ]
MOROHOSHI N and GLASSER WG (1979) The structure of lignins in pulps. Wood Sci. Technol. 13 165-78. [ Links ]
PEARL IA (1969) Utilization of by-products of the pulp and paper industry. Tappi 52 1253-1260. [ Links ]
PEPPER JM, CASSELMAN BW and KARAPALLY JC (1967) Lignin oxidation. Preferential use of cupric oxide. Canadian J. Chem. 45 3009-3012. [ Links ]
PEW JC (1955) Nitrobenzene oxidation of lignin model compounds, spruce wood and spruce "native lignin". J. Am. Chem. Soc. 77 2831-2833. [ Links ]
VILLAR JC, CAPEROS A and GARCIA-OCHOA F (1997) Oxidation of hardwood kraft-lignin to phenolic derivatives. Nitrobenzene and copper oxide as oxidants. J. Wood Chem. Technol. 17 259-285. [ Links ]
VILLAR JC, CAPEROS A and GARCIA-OCHOA, F (2001) Oxidation of hardwood kraft lignin to phenolic derivatives with oxygen as oxidant. Wood Sci. Technol. 35 245-255. [ Links ]
WONG Z, CHEN K and LI J (2010) Formation of vanillin and syringaldehyde in an oxygen delignification process. Bioresources 5 1509-1516. [ Links ]
Received 11 January 2011; accepted in revised form 14 December 2011.
* To whom all correspondence should be addressed. +27 31 260-2796; fax: +27 31 260-3091; e-mail: moodleyb3@ukzn.ac.za


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}