










Servicios Personalizados
Articulo
 Inglés (pdf)
Inglés (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
Indicadores

Links relacionados
-
 Citado por Google
Citado por Google -
 Similares en Google
Similares en Google
Compartir

 Permalink
PermalinkJournal of Energy in Southern Africa
versión On-line ISSN 2413-3051
versión impresa ISSN 1021-447X
J. energy South. Afr. vol.26 no.1 Cape Town feb. 2015
Production of biodiesel from chicken wastes by various alcohol-catalyst combinations
Chia-Wei Lin; Shuo-Wen Tsai
Department of Food Science and Biotechnology, National Chung Hsing University, Taiwan
ABSTRACT
An environmentally friendly biorefinery process for producing biodiesel from chicken wastes was performed for this study. Low acid value (0.13±0.01 mg KOH/g) chicken oil was obtained by preparing chicken wastes with moderate heating and filtration processes that minimized damage to the lipids and thus facilitated subsequent reactions. Methanol-lipids in a molar ratio of 6:1 and a methanol-ethanol-lipids mixture in a molar ratio of 3:3:1 were both reacted with 1% KOH catalyst for transesterfication. Furthermore, ethanol-lipids in a molar ration of 6:1 were analogously transesterified with 1% sodium ethoxide. The amounts of biodiesel were 771.54 mg/mL±15.28, 722.98 mg/mL±37.38, and 714.86 mg/ mL±29.99 from methanol, ethanol, and a mixture of methanol/ethanol (3:3), respectively, after transesterification. The total amount of ethyl ester was comparable with the total amount of methyl ester. In addition, ethanol is a renewable resource and a biorefinery concept can be contributed for biodiesel production. Furthermore, transesterification of chicken oil with a mixture of methanol/ethanol (3:3) only needed a relatively short reaction time of an hour. Densities, viscosities, sulphur contents, acid values, and flash points of all esters were within the specifications of CNS 15072 and EN 14214. The transesterification system for chicken oil in ethanol and mixed methanol/ethanol (3:3) demonstrated in this study is a potential candidate for biodiesel production.
Keywords: biodiesel, chicken oil, transesterification, ethanol, methanol-ethanol mixture
1. Introduction
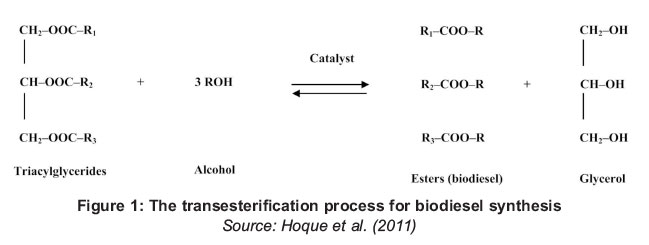
In recent years, the price of gasoline has remained consistently high. It is almost a common consensus that its price shows an ascending trend. Therefore, an alternative fuel supply as a substitute for petroleum would be a welcomed resource to help alleviate high cost expenditures. Biodiesel can be used as a fuel or mixed with petroleum-based diesel. The advantages of biodiesel are present in its nontoxic nature, biodegradability, and minimal chemical emissions characteristics. Biodiesel also benefits the environment by aiding carbon dioxide recycling over short periods (Jeong et al., 2009; Wang et al., 2007; Bianchi et al., 2010). As shown in Figure 1, biodiesel can be produced by the transesterification process of triacylglycerides (from animal fats or vegetable oils) and alcohol with the assistance of a proper catalyst (Hoque et al., 2011).
The raw materials employed in biodiesel production are ordinarily categorized into animal fats, vegetable oils, and waste oils (Kim et al., 2010; Marulanda et al., 2010; Issariyakul et al., 2007). Clean vegetable oils such as palm oil (Gutiérrez et al., 2009), rapeseed oil (Warabi et al., 2004), soybean oil (Kim et al., 2010), cottonseed oil (Joshi et al., 2012), and sunflower oil (Ahmad et al., 2010), are the most commonly used feedstocks for biodiesel production. However, the utilization of edible vegetable oil sources serves to not only increase the production cost but also directly competes with the human food supply. It is estimated that the cost of raw materials represents approximately 85% of the cost of biodiesel production. Therefore, the development of cheap, abundant, and high-quality feedstock from waste by-products is considered important for the biodiesel industry's progress (Bianchi et al., 2010).
Previous researchers have effectively utilized mutton (Mutreja et al., 2011), chicken fat (Alptekin and Canakci, 2010; Marulanda al., 2010; Boey et al., 2011; Gugule et al., 2011), lard (Jeong et al., 2009), beef tallow (Hoque et al., 2011), and waste cooking oil (Lam and Lee, 2011) as alternative sources for transesterification processes. In this research, the fat from chicken waste is suggested as a raw material for biodiesel.
Mege et al., (2006) indicated that chicken can have a 30% fat content of the total poultry meat. According to Arnaud et al., (2004), Marulanda et al., (2010) and Boey et al., (2011) chicken fat is composed of 26.5%-30.3% saturated fatty acids and 63.9%-73.5% unsaturated fatty acids; with major components being palmitic, stearic, linoleic, and oleic acids (Gugule et al., 2011). Large amounts of chicken by-products such as fat, skins, and tissues are discarded as wastes. The chicken fat can be simply and economically separated from wastes without chemical solvent treatment (Kondamudi et al., 2009).
Biodiesel production is frequently performed by alkali-catalysis transesterification. Typically methanol reacts with triglycerides to form fatty alkyl methyl esters (FAMEs) and glycerol. Currently, methanol is considered to be a cheap and convenient source for biodiesel production. However, there is rising interest in exploiting the use of ethanol as a replacement for methanol, since bio-ethanol is an environmentally friendly renewable resource that may relieve the dependency on petroleum-based synthetic methanol, which may become subject to shortages (Issariyakul et al., 2007). Methyl and ethyl esters are the most common esters used as biodiesel. However, the preparation processes show both advantages and disadvantages. Methanol shows poor oil solubility compared with ethanol, which limits reaction rates due to the slow mass transfer rate (Kulkarni et al., 2007). However, ethanol is presently more expensive than methanol, hence restricting its use for commercial biodiesel production (Joshi et al., 2012). Furthermore, transesterification of ethanol results in serious emulsion problems, which obstruct further processes (Issariyakul et al., 2007).
Previous reports in the literature have stated that using mixtures of methanol and ethanol for transesterification greatly improves the solvent properties and thus provides balanced biodiesel conversion (Issariyakul et al., 2007; Kulkarni et al., 2007). The objective of this research is to provide a less complicated method for producing biodiesel from chicken wastes. A gentle oil extraction is adopted to minimize deterioration, and thus, facilitate the subsequent processes. Methanol and ethanol as well as methanol/ethanol mixtures were used as the substrates with proper catalysts for transesterification. The compositions of major methyl and ethyl esters were analysed to study the reactions during the processes. In addition, the fuel characteristics of the fatty alkyl esters were analysed and compared to the standards.
2. Experimental section
2.1 Chicken fat extraction and separation
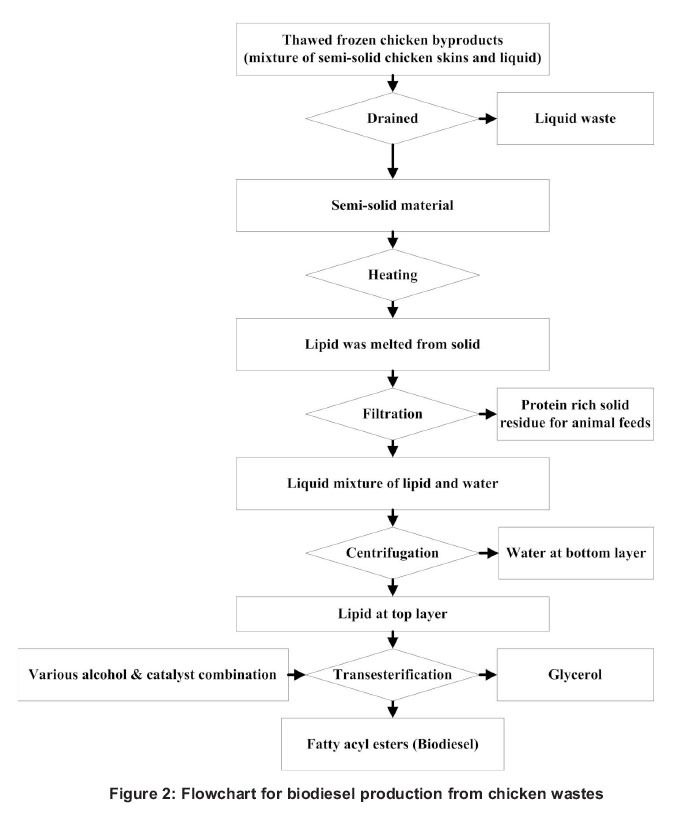
Figure 2 shows the biorefinery flowchart for synthesizing biodiesel from chicken wastes. Fresh chicken wastes obtained from the local market were the processing by-products, which mainly composed of chicken skin, fat, and a few other tissues. The chicken wastes were frozen, stored and then thawed at room temperature just before use. Thawed chicken wastes were filtered to separate the aqueous liquid and solid. The semi-solid chicken wastes were then placed in a container with a 100 °C water bath for one hour to melt the chicken fat. The melted mixtures were centrifuged at 3500Xg for 20 minutes to separate the liquid chicken oil and solid remains. Freshly extracted chicken oil was directly used for the characterization experiments. Large-scale prepared chicken oil was temporary stored in a freezer until it was processed.
2.2 Characterization of chicken oil
Characterization of the chicken oil was achieved by measuring the saponification number, acid value (Chinese National Standards 13568, 1995), and fatty acid composition (Association of Official Analytical Chemists official method 996.06, 1996).
2.2.1 Acid value
The acid value (Av) was evaluated according to CNS 13568 (1995). The acid value was calculated by the following equation:

The constant 5.611 represents 5.611 mg potassium hydroxide in 1 mL solution (0.1 N); the variable 'a' is the consumption volume (mL) of N/10 KOH; 'F' is the potency of N/10 KOH; and 'S' is the weight (g) of the chicken oil sample.
2.2.2 Saponification number
The saponification number (Sn) was evaluated according to CNS 13568 (1995). The saponification number was calculated by the following equation:

The constant 28.05 represents 28.05 mg potassium hydroxide in 1 mL solution (0.5 N); the variable 'a' is the titer (mL) of 0.5 N HCl for the blank and 'b' is the titer (mL) of 0.5 N HCl for the lipid sample; 'F' is the potency of 0.5 N HCl; and 'S' is the weight (g) of the chicken oil sample.
2.2.3 Fatty acid composition
Fatty acid composition of extracted chicken oil was analysed according to the official method of AOAC 996.06 (1996) by gas chromatography equipped with a capillary column (SP2560) (100 m X 0.25 mm X 0.20 fam) and a flame ionization detector. Helium was used as the carrier gas with a flow rate of 0.75 mL/min. Injection was accomplished with a split ratio of 200:1. The temperature of the injector and detector were 225 °C and 285 °C, respectively. The column temperature was preheated at 100 °C for 4 minutes then gradually raised to 240 °C at a slope of 3 °C/min then maintained for 15 minutes. The percentage of saturated lipid was calculated by the following equation:

The variable '∑ saturated Wi' represents the total weight of saturated lipid and 'Wtestportion' represents the weight of the test sample.
The percentage of monounsaturated lipid was calculated by the following equation:

The variable '∑ monounsaturated Wi' represents the total weight of monounsaturated lipid (cis form) and 'Wtestportion' represents the weight of the test sample.
The percentage of polyunsaturated lipid was calculated by the following equation:
The variable '∑ polyunsaturated Wi' represents the total weight of polyunsaturated lipid and 'Wtestportion' represents the weight of the test sample.
2.3 Transesterification of chicken oil
2.3.1 Fatty acid methyl esters
The preparation of fatty acid methyl esters was modified from the methods of García et al., (2011) and Kulkarni et al., (2007). The temporarily frozen chicken oil was pre-thawed at room temperature and homogenized at 50 °C. Fatty acid methyl esters were synthesized from the substrates of methanol and oil in a molar ratio of 6:1 with 1% (w/w) potassium hydroxide as catalyst. 40 g of chicken oil was loaded into the 60 °C thermostatic reactor with gentle stirring. Afterward 7.69 g methanol with 0.4 g dissolved potassium hydroxide was added to the reactor and allowed to reflux for 2 hours.
Reacted products were separated by separation funnel. The lower layer mainly consisted of glycerol and the upper layer consisted of fatty acid methyl esters (biodiesel) and unreacted remains. The upper layer of biodiesel was carefully washed with hot water (70 °C) to remove the residues of catalyst, glycerol, and alcohol. The washed biodiesel was further dried by a rotary vacuum evaporator to remove the fine residual water and methanol. The evaporation was continued until the weight of biodiesel remained constant. Residual water can be further removed by adding anhydrous sodium sulphate.
2.3.2. Fatty acid ethyl esters
The preparation of fatty acid ethyl esters was similar to the processes for fatty acid methyl esters that slightly modified the method of Garcia et al., (2011). The temporarily frozen chicken oil was prethawed and homogenized as the previous section described. Fatty acid ethyl esters were synthesized from the substrates of ethanol and oil in a molar ratio of 6:1 with 1% (w/w) sodium ethoxide as catalyst. 40 g of chicken oil was loaded into the 78 °C thermostatic reactor with gentle stirring. Afterward 11.06 g ethanol with 0.4 g dissolved sodium ethoxide was added to the reactor and allowed to reflux for 3 hours.
Reacted products were separated by separation funnel. The lower layer mainly consisted of glycerol and the upper layer consisted of fatty acid ethyl esters (biodiesel) and unreacted remains. The upper layer of biodiesel was washed with hot water (70 °C) to remove the residues of catalyst, glycerol, and alcohol. The organic layer was further washed with acidified water (pH 2, sulfuric acid, room temperature). The washed biodiesel was further dried as described in the previous section.
2.3.3 Mixture of fatty acid methyl/ethyl esters
The preparation of fatty acid methyl/ethyl esters was slightly modified from the methods of Issariyakul et al., (2007) and Kulkarni et al., (2007). The temporarily stored chicken oil was pre-thawed and homogenized as the previous section described. Fatty acid methyl/ethyl esters were synthesized from the substrates of methanol, ethanol, and oil in molar ratios of 5:1:1, 4:2:1, 3:3:1 and 2:4:1, respectively. An additional 1% (w/w) potassium hydroxide was utilized as a catalyst. Chicken oil was loaded into the 50 °C thermostatic reactor with gentle stirring. Afterwards, methanol and ethanol with dissolved potassium hydroxide were added to the reactor and allowed to reflux for 1 hour.
Reacted products were separated by separation funnel. The lower layer mainly consisted of glycerol and the upper layer consisted of fatty acid methyl/ethyl esters (biodiesel) and unreacted remains. The upper layer of biodiesel was washed with hot 0.1% (w/w) tannic acid solution (70 °C) to remove the unfavourable residues. The washed biodiesel was further dried as described in the previous section.
2.4 Characterization of biodiesel
Fatty acid methyl esters, ethyl esters, and mixtures of methyl/ethyl esters were analysed according to the modified AOAC method 996.06 (1996). The fatty acid profiles were established by a gas chromatograph (GC 9800) equipped with a DB-WAX (125-7032, Agilent) column (30 m X 0.54 mm X 1.00 μm).
The temperatures of the injector and detector were both set at 250 °C. 1 μL of sample was injected and the carrier gas used was helium. The column temperature program was held at 140 °C and subsequently ramped to 180 °C at 15 °C/min, then ramped to 200 °C at 5 °C/min and held for 20 min. Fatty alkyl esters such as methyl palmitate, methyl stearate, methyl oleate, methyl linoleate, ethyl stearate, ethyl palmitate, ethyl oleate, and ethyl linoleate were chosen as references. The contents (mg/mL) of fatty alkyl esters in the prepared biodiesel were calculated by the standard curves.
The qualities of the prepared biodiesel were evaluated by a certificated organization according to the following methods: density at 15 °C (CNS 14474, 2000), viscosity at 40 °C (CNS 3390, 1972), flash point (CNS 3574, 1973), sulphur content (CNS 14505, 2001), water content (CNS 4446, 1978), and acid value (CNS 14906, 2005).
2.5 Statistical analysis
Experimental data was analysed by the SYSTAT Statistical Software (Version 11.0) using the t-test mode.
3. Results and discussion
3.1 Characterization of chicken oil
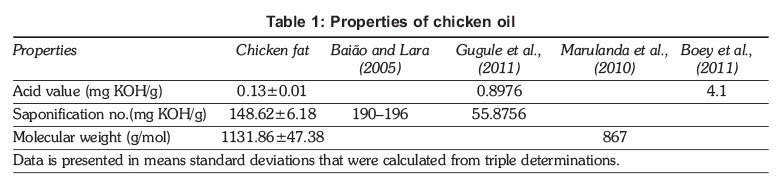
The experimental results and previous reports of acid values, saponification numbers, and molecular weights of extracted chicken oil are summarized in Table 1 (Marulanda et al., 2010; Boey et al., 2011; Gugule et al., 2011; Baião and Lara, 2005). The measured acid value of our chicken oil was 0.13±0.01 mg KOH/g, which is significantly lower than the values of 0.8976 and 4.1 mg KOH/g in previous reports (Gugule et al., 2011; Boey et al., 2011). A lower acid value is a desirable indicator for lipid extraction processes since it implies minimal damage to the lipids and thus will facilitate the further transesterification reactions (Alptekin and Canakci, 2010). It is important to estimate the molecular weight of the fatty acids for setting the appropriate molar ratio during biodiesel production. The average molecular weight of the total of three fatty acids on a triacylglyceride molecule from our partially purified chicken oil was 1131.86±47.38 g/mol, which was calculated by the experimental saponification number of 148.62±6.18 mg KOH/g.
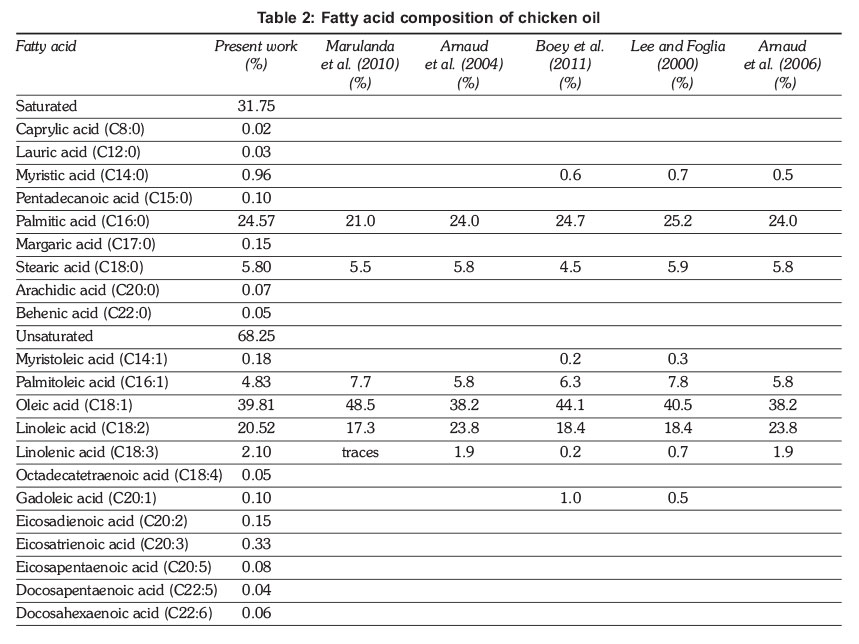
In Table 2 we summarize the fatty acid compositions of the chicken lipids used in this research and previous research. The compositions of saturated fatty acids and unsaturated fatty acids present in the chicken oil were 31.75% and 68.25%, respectively. Monounsaturated oleic acid was the major component of the chicken lipids (39.81%). Our results showed that oleic acid (C18:1), palmitic acid (C16:0), linoleic acid (C18:2), and stearic acid (C18:0) altogether share 91% of the total fatty acids, which were comparable with values in the previous literature (Marulanda et al., 2010; Boey et al., 2011; Arnaud et al., 2004; Lee and Foglia, 2000; Lee and Foglia, 2000; Arnaud et al., 2006).
3.2 Molar ratios of alcohol to oil
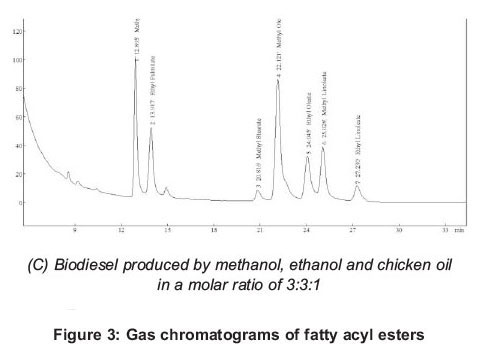
The 6:1 molar ratio of alcohol to oil was chosen to prepare fatty acyl esters in accordance with the previous literature (Issariyakul et al., 2007; Kulkarni et al., 2007; Garcia et al., 2011) and our practical experience. The major fatty acyl esters produced by the transesterification of alcohol and oil mixtures were analysed by gas chromatography. Figure 3 (A) and (B) present typical chromatograms of the classic fatty acyl esters produced by alcohols and chicken oil in a molar ratio of 6:1. The three obvious peaks in the chromatogram indicate the three major fatty acyl esters (16:0; 18:1; 18:2) which correspond to the fatty acid profiles of the original chicken oil. Assorted peaks in the chromatogram of Figure 3 (C) confirm the diversified fatty acyl esters produced by mixed alcohol to oil in a molar ratio of 3:3:1 (methanol: ethanol: oil).

Quite a few reports in the literature describe biodiesel produced from methanol with various lipid sources (Hoque et al., 2011; Boey et al., 2011). Methanol is commonly selected for the reasons of cost and efficiency. However, bioethanol is prospectively expected to be a preferable substrate for biodiesel when the price of petroleum-based methanol is boosted. The ratios of methanol to ethanol in the alcohol mixture were varied for studying the formation of methyl esters or ethyl esters.
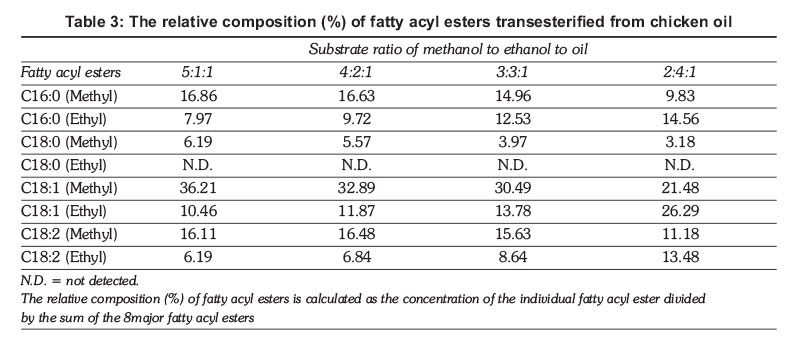
As shown in Table 3, the transesterification of various alcohol combinations with chicken oil resulted in different methyl and ethyl ester profiles. The ratio of methyl/ethyl esters products does not perfectly correspond with the ratio of the methyl/ethyl alcohol substrate. Chicken oil that transesterified with alcohols having a molar ratio of 3:3 (methanol: ethanol) produced approximately double the methyl esters compared to ethyl esters. The profile of fatty acyl esters is consistent with a previous report that used canola oil as the lipid source (Kulkarni et al., 2007). The extensive production of methyl esters rather than ethyl esters may be attributed to the higher nucleophilicity of methoxide ions (Sridharan and Mathai, 1974). The intrinsic lower reaction rate of ethanol and the availability of alcohol molecules may explain the differences between the expected composition of the fatty acyl esters and their formulated substrates (Issariyakul et al., 2007; Kulkarni et al., 2007). However, increasing the ethanol in the substrate formula did increase the ethyl esters in the products. On the balanced consideration of the versatile substrate availability and reaction efficiency, we chose the 3:3:1 (methanol: ethanol: chicken oil) ratio for further discussion.
3.3 Fatty acyl esters preparation
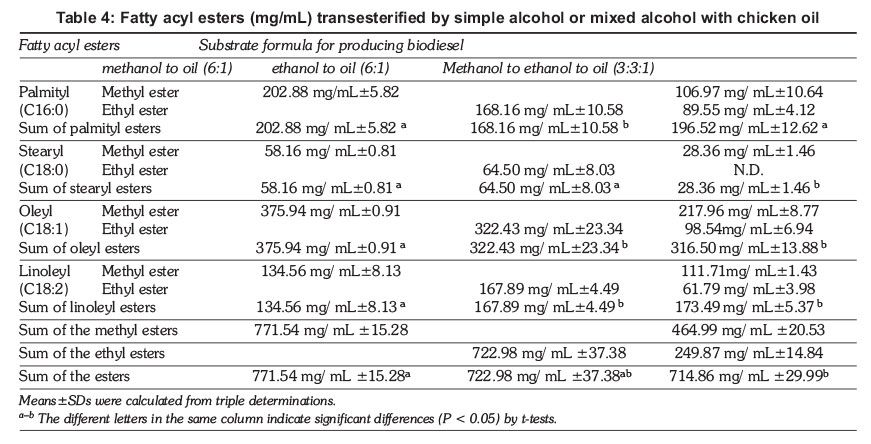
The major fatty acyl esters produced by simple alcohol with chicken oil and mixed alcohol with chicken oil are presented in Table 4. The major components in the produced biodiesel roughly corresponded to the fatty acid composition in the original chicken oil. The dominant fatty acyl ester in the biodiesel was oleyl ester (316.50-375.94 mg/mL, 44.27-48.74%), which is consistent with previous research (oleyl ester 40.9-45.83%), (Wyatt et al., 2005; Gugule et al., 2011). The sum of the unsaturated fatty acyl esters (489.99-510.50 mg/ mL, 66.17-68.55%) is significantly higher than that of the saturated fatty acyl esters (224.88-261.04 mg/ mL, 31.45-33.83%).
The literature indicates that saturated esters show higher calorific values and cetane numbers than unsaturated esters (Canoira et al., 2008; Lebedevas and Vaicekauskas, 2006). However, animal fat derived saturated biodiesel has been repeatedly challenged on its application in cold environments (Lebedevas and Vaicekauskas, 2006; Foglia et al., 1997). On the other hand, the intrinsic unsaturated double bonds are more susceptible to chemical deterioration, such as autoxidation and polymerization. A previous research revealed that soy oil based biodiesel with a high level of unsaturated fatty esters may lead to the formation of engine deposits and the deterioration of engine lubricating oil (Mittelbach, 1996).
The saturation degree of biodiesel derived from chicken oil is between that derived from tallow (52.6% unsaturated fatty acyl esters and 38.2% saturated fatty acyl esters) and soy oil (82.8% unsaturated fatty acyl esters), thus chicken oil derived biodiesel becomes an interesting alternative (Wyatt et al., 2005).
The results in Table 4 demonstrate that the conventional methyl transesterification, the alternative ethyl transesterification, and the compromising mixed methyl/ethyl transesterification all obtained similar sums of acyl esters. It is worth mentioning that the sum of the methyl esters (771.54 mg/mL±15.28) prepared from the simple methanol formula (6:1) shows no significant difference with the sum of ethyl esters (722.98 mg/mL±37.38) from the simple ethanol formula (6:1) on a statistical basis (P > 0.05). Several previous papers have reported that transesterification of ethanol with lipids is not as good as using methanol (Issariyakul et al., 2007; Lam and Lee, 2011). However, as the data shows, similar amounts of ethyl esters (in three hours) and methyl esters (in two hours) can be achieved via our modified processes. We consider these results to be an encouragement for the utilization of bioethanol in the future.
Comparable results for mixed methyl/ethyl esters (714.86 mg/mL±29.99) can be achieved in a relatively short period (one hour). In previous work, before a one hour transesterification process, Issariyakul et al., (2007) used an esterification process which took five hours to decrease the acid value of waste fryer grease and Lam and Lee (2011) spent a total of eight hours manufacturing a complex catalyst. However, we are able to offer a simplified process to produce a mixture of fatty acid methyl/ethyl esters that only takes one hour.
Consequently, ethanol and a mixture of methanol/ethanol (3:3) transesterification are methods that have enormous potential for biodiesel production due to the considerable amount of acyl esters delivered and the reaction time.
3.4 Biodiesel characterization
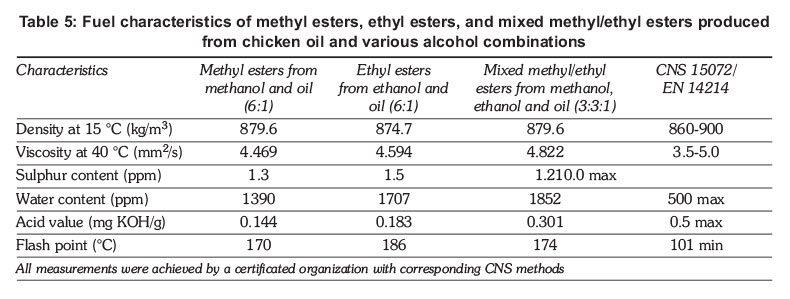
The methyl esters, ethyl esters, and mixed methyl/ethyl esters that were produced from chicken oil and various alcohol combinations were subjected to a regular biodiesel evaluation. Fuel characteristics, Chinese National Standards (CNS) 15072 and EN 14214, are summarized in Table 5. The fuel characteristics of all the esters except water content were within the ranges of CNS 15072 and EN 14214.
The densities of the fatty acyl esters prepared from chicken oil and various alcohols were close to those reported in the previous literature, with values of 879.6 kg/m3 (methyl esters); 874.7 kg/m3 (ethyl esters), and 879.6 kg/m3 (methyl/ethyl esters) (Boey et al., 2011; Lam and Lee, 2011).
The viscosities of methyl esters, ethyl esters, and mixed methyl/ethyl esters were 4.469, 4.594, and 4.822 mm2/s respectively, which are all within the range of CNS 15072 and EN 14214.
Sulphur contents of all the esters were much lower than the limit of maximum sulphur content of CNS 15072 and EN 14214. The low sulphur contents represent the positive impact on exhaust emissions and less engine corrosion (Joshi et al., 2012).
The water contents of all the esters exceeded the specifications of CNS 15072 and EN 14214 and we presume the reason to be that the final vacuum evaporation processes were not optimized. This problem may be addressed through further investigation.
The oxidation stability of biodiesel is related to its free fatty acid content, which is measured by the acid value (Kulkarni et al., 2007). Therefore, experimental results reveal ester's low acid value which help long term operation of the engine and make it an ideal candidate for biodiesel production. Flash point, a characteristic that must be considered when estimating the flammability risks of all esters, was used to ensure that esters will remain in a stable state during transportation. The resulting flash points of methyl esters, ethyl esters, and a mixture of methyl/ethyl esters (3:3) were 170, 186, and 174 °C, respectively. Furthermore, the experimental results for flash points were higher than for the flash point reported in previous research (150 °C, chicken fat methyl esters) (Wyatt et al., 2005).
In summary, fuel characteristics of methyl esters, ethyl esters, and a mixture of methyl/ethyl esters (3:3) principally met the specifications of CNS 15072 and EN 14214. Moreover, the fuel characteristics were principally consistent with previous literature on methyl esters from chicken fat (Boey et al., 2011).
4. Conclusions
The present work has successfully developed a potential process for producing biodiesel from chicken oil. Chicken oil with a lower acid value was obtained by a moderate extracting method that would later benefit the transesterification reaction.
The slightly modified methods for fatty acid ethyl ester and methyl/ethyl ester preparation can obtain similar amounts of ethyl esters and methyl esters and comparable amounts of a mixture of fatty acid methyl/ethyl esters in one hour, which is a relatively short reaction time. Thus, our results suggest that using ethanol or a methanol/ethanol mixture (3:3) to transesterificate chicken oil can be good alternative methods for biodiesel production. Fuel characteristics of methyl esters, ethyl esters, and a mixture of methyl/ethyl esters (3:3) such as density, viscosity, sulphur content, acid value, and flash point were all within the specifications of CNS 15072 and EN 14214.
Currently, our group is working on integrating the two biodiesel production processes along with our previous work on collagen extraction (Lin et al., 2013) into a chicken waste biorefinery chain to replace its traditional use as feed and further enhance its added value.
Acknowledgement
This work was supported by National Chung Hsing University.
References
Ahmad, M., Ahmed, S., Hassan, FU., Arshad, M., Khan, M.A., Zafar, M., & Sultana, S., (2010). Base catalysed transesterification of sunflower oil biodiesel. Afr. J. Biotechnol. 9, 8630-8635. [ Links ]
Alptekin, E., & Canakci, M., (2010). Optimization of pre-treatment reaction for methyl ester production from chicken fat. Fuel. 89, 4035-4039. [ Links ]
AOAC official method 996.06, (1996). Fat (Total, Saturated, and Unsaturated) in Foods. Hydrolytic Extraction Gas Chromatographic Method. [ Links ]
Arnaud, E., Relkin, P, Pina, M., & Collignan, A., (2004). Characterisation of chicken fat dry fractionation at the pilot scale. Eur. J. Lipid Sci. Technol. 106, 591-598. [ Links ]
Arnaud, E., Trystram, G., Relkin, P., & Collignan, A., (2006). Thermal characterization of chicken fat dry fractionation process. J. Food Eng. 72, 390-397. [ Links ]
Baião, N.C., & Lara, L.J.C., (2005). Oil and fat in broiler nutrition. Braz. J. Poultry Sci. 7, 129-141. [ Links ]
Bianchi, C.L., Bofto, D.C., Pirola, C., & Ragaini, V, (2010). Low temperature de-acidiQcation process of animal fat as a pre-step to biodiesel production. Catal. Lett. 134, 179-183. [ Links ]
Boey, PL., Maniam, G.P, Hamid, S.A., & Ali, D.M.H., (2011). Crab and cockle shells as catalysts for the preparation of methyl esters from low free fatty acid chicken fat. J. Am. Oil Chem. Soc. 88, 283-288. [ Links ]
Canoira, L., Rodríguez-Gamero, M., Querol, E., Alcantara, R., Lapuerta, M., & Oliva, F, (2008). Biodiesel from low-grade animal fat: Production process assessment and biodiesel properties characterization. Ind. Eng. Chem. Res. 47, 7997-8004. [ Links ]
CNS 3390, (1972). Method of test for kinematic viscosity of transparent and opaque liquids (and calculation of dynamic viscosity). [ Links ]
CNS 3574, (1973). Method of test for flash point by Pensky-Martens closed cup tester. [ Links ]
CNS 4446, (1978). Method of test for determination of water in petroleum products, lubricating oils, and additives by coulometric Karl Fisher titration. [ Links ]
CNS 13568, (1995). Methods of test for acid value, saponification value, ester value, iodine value, hydroxyl value and unsaponificable matter of chemical products. [ Links ]
CNS 14474, (2000). Method of test for density and relative density of liquids by digital density meter. [ Links ]
CNS 14505, (2001). Method of test for total sulphur in light hydrocarbons, motor fuels and oils by ultraviolet fluorescence. [ Links ]
CNS 14906, (2005). Method of test for acid number of petroleum products by potentiometric titration. [ Links ]
Foglia, T.A., Nelson, L.A., Dunn, R.O., & Marmer, W.N., (1997). Low-temperature properties of alkyl esters of tallow and grease. J. Am. Oil Chem. Soc. 74, 951-955. [ Links ]
García, M., Gonzalo, A., Sánchez, J.L., Arauzo, J., & Simoes, C., (2011). Methanolysis and ethanolysis of animal fats: A comparative study of the influence of alcohols. Chem. Ind. Chem. Eng. Q. 17, 91-97. [ Links ]
Gugule, S., Fatimah, F, & Rampoh, Y., (2011). The utilization of chicken fat as alternative raw material for biodiesel synthesis. Animal Production. 13, 115-121. [ Links ]
Gutiérrez, L.F, Sánchez, Ó.J., & Cardona, C.A., (2009). Process integration possibilities for biodiesel production from palm oil using ethanol obtained from lig-nocellulosic residues of oil palm industry. Bioresour. Technol. 100, 1227-1237. [ Links ]
Hoque, M.E., Singh, A., & Chuan, YL., (2011). Biodiesel from low cost feedstocks: The effects of process parameters on the biodiesel yield. Biomass Bioenergy. 35, 1582-1587. [ Links ]
Issariyakul, T., Kulkarni, M.G., Dalai, A.K., & Bakhshi, N.N., (2007). Production of biodiesel from waste fryer grease using mixed methanol/ethanol system. Fuel Process. Technol. 88, 429-436. [ Links ]
Jeong, G.T., Yang, H.S., & Park, D.H., (2009). Optimization of transesterication of animal fat ester using response surface methodology. Bioresour. Technol. 100, 25-30. [ Links ]
Joshi, H., Moser, B.R., & Walker, T., (2012). Mixed alkyl esters from cottonseed oil: Improved biodiesel properties and blends with diesel fuel. J. Am. Oil Chem. Soc. 89, 145-153. [ Links ]
Kim, M., Yan, S., Salley, S.O., & Ng, K.Y.S., (2010). Competitive transesterication of soybean oil with mixed methanol/ethanol over heterogeneous catalysts. Bioresour. Technol. 101, 4409-4414. [ Links ]
Kondamudi, N., Strull, J., Misra, M., & Mohapatra, S.K., (2009). A green process for producing biodiesel from feather meal. J. Agric. Food Chem. 57, 6163-6166. [ Links ]
Kulkarni, M.G., Dalai, A.K., & Bakhshi, N.N., (2007). Transesterication of canola oil in mixed methanol/ethanol system and use of esters as lubricity additive. Bioresour. Technol. 98, 2027-2033. [ Links ]
Lam, M.K., & Lee, K.T., (2011). Mixed methanol-ethanol technology to produce greener biodiesel from waste cooking oil: A breakthrough for SO42-/SnO2-SiO2 catalyst. Fuel Process. Technol. 92, 1639-1645. [ Links ]
Lebedevas, S., & Vaicekauskas, A., (2006). Use of waste fats of animal and vegetable origin for the production of biodiesel fuel: Quality, motor properties, and emissions of harmful components. Energy Fuels. 20, 2274-2280. [ Links ]
Lee, K.T., & Foglia, T.A., (2000). Synthesis, purification, and characterization of structured lipids produced from chicken fat. J. Am. Oil Chem. Soc. 77, 1027-1034. [ Links ]
Lee, K.T., & Foglia, T.A., (2000). Fractionation of chicken fat triacylglycerols: Synthesis of structured lipids with immobilized lipases. J. Food Sci. 65, 826-831. [ Links ]
Lin, C.W., Loughran, M., Tsai, T.Y, & Tsai, S.W., (2013). Evaluation of convenient extraction of chicken skin collagen using organic acid and pepsin combination. J. Chin. Soc. Anim. Sic. 42, 27-38. [ Links ]
Marulanda, V.F., Anitescu, G., & Tavlarides, L.L., (2010). Biodiesel fuels through a continuous flow process of chicken fat supercritical transesterification. Energy Fuels. 24, 253-260. [ Links ]
Marulanda, V.F., Anitescu, G., & Tavlarides, L.L., (2010). Investigations on supercritical transesterication of chicken fat for biodiesel production from low-cost lipid feedstocks. J. Supercrit. Fluid. 54, 53-60. [ Links ]
Mege, R.A., Manalu, W., Kusumorini, N., & Nasution, S.H., (2006). Pengaruh superovulasi terhadap produksi anak babi. J. Anim. Prod. 8, 14-18. [ Links ]
Mittelbach, M., (1996). Diesel fuel derived from vegetable oils, VI: Specifications and quality control of biodiesel. Bioresour. Technol. 56, 7-11. [ Links ]
Mutreja, V., Singh, S., & Ali, A., (2011). Biodiesel from mutton fat using KOH impregnated MgO as heterogeneous catalysts. Renewable Energy. 36, 2253-2258. [ Links ]
Sridharan, R., & Mathai, I.M., (1974). Transesterification reactions. J. Sci. Ind. Res. 22, 178-187. [ Links ]
Wang, Y., Ou, S., Liu, P, & Zhang, Z., (2007). Preparation of biodiesel from waste cooking oil via two-step catalysed process. Energy Convers. Manage. 48, 184-188. [ Links ]
Warabi, Y., Kusdiana, D., & Saka, S., (2004). Reactivity of triglycerides and fatty acids of rapeseed oil in supercritical alcohols. Bioresour. Technol. 91, 283-287. [ Links ]
Wyatt, V.T., Hess, M.A., Dunn, R.O., Foglia, T.A., Haas, M.J., & Marmer, W.N., (2005). Fuel properties and nitrogen oxide emission levels of biodiesel produced from animal fats. J. Am. Oil Chem. Soc. 82, 585-591. [ Links ]
Received 19 December 2013
Revised 7 December, 2014


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}