










Servicios Personalizados
Articulo
 Inglés (pdf)
Inglés (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
Indicadores

Links relacionados
-
 Citado por Google
Citado por Google -
 Similares en Google
Similares en Google
Compartir

 Permalink
PermalinkJournal of Energy in Southern Africa
versión On-line ISSN 2413-3051
versión impresa ISSN 1021-447X
J. energy South. Afr. vol.25 no.3 Cape Town ago. 2014
ARTICLES
Energy consumption, thermal utilization efficiency and hypericin content in drying leaves of St John's Wort (Hypericum Perforatum)
Saeid MinaeiI; Hossein Ahmadi ChenarbonII; Ali MotevaliI; Akbar Arab HosseiniI
IDepartment of Agricultural Machinery Engineering, Agricultural Faculty, Tehran University, Tehran, Iran
IIDepartment of Agriculture, Varamin Pishva Branch, Islamic Azad University, Varamin Pishva, Iran
ABSTRACT
Massive consumption of energy in the drying industry has prompted extensive research regarding various aspects of drying energy and requirements. Thermal utilization efficiency, specific energy requirement, total energy consumption and hypericin content in drying of St John's Wort were determined using a hot-air dryer. Experiments were conducted at four air temperature levels (40, 50, 60, and 70°C), three air velocities (0.3, 0.7, and 1 m/s) and three sample thicknesses (1, 2 and 3 cm). Based on the results of data analysis, minimum and maximum levels of energy consumption were 0.56 and 3.24 kWh, respectively. The required specific energy decreased with increasing sample thickness. The minimum and maximum required specific energies were 4.41 and 17.53 for 2 cm thick and 4.28 and 13.67 for 3 cm thick layers (kWh/kg), respectively. The maximum and minimum values of thermal utilization efficiency in different treatments were found to be 14% and 72%, respectively. Hypericin content decreased with increasing temperature and increased with air velocity and product sample thickness, so that the minimum and maximum hypericin amounts were 67 and 355 ppm, respectively.
Keywords: sample thickness, air temperature and velocity, St John's Wort, hypericin.
Introduction
St John's Wort (Hypericum Perfoatum), known as an herbal and perennial plant, has a creeping and vegetative growth in the first year while the desired growth and blooming begins from the second year (Crompton et al., 1988). Important components of St John's Wort are hyperforin (a prenylated phloroglucinol) and hypericin (a naphthodianthrone) (Barnes et al., 2001).
This plant is mostly air-dried in the shade and if dried in direct sunlight, more than 80% of its hypericin content will be lost during the drying process (Buter et al., 1998). Many agricultural products (especially medicinal herbs) have a short supply period and must be preserved and stored for later use. Drying is one of the most common ways for preserving the material. By applying the appropriate drying methods, product quality can be increased and losses reduced (Barbosa-Canovas and Vega-Mercado, 1996).
Problems dealing with using sun energy for the drying of agricultural products, has led to traditional methods (hot air drying) being considered as an alternative for industrial dryers. However, the industrial dryers consume larger amounts of energy but they are considered as an important method of drying.
Qualitative indexes are the main parameters that are verified in the drying process in food and agricultural products. The drying process should be in such a way that would apply minimum changes in products' qualitative indexes. These indexes include physical aspects such as dimensions and size, texture, shape, wrinkles, and stiffness, as well as chemical changes such as browning reactions, discoloration, changes in vitamins, amino acids, and oxidation of substances (Okos et al., 1992).
Akpinar (2004) studied the energy required for drying of red pepper slices in a laboratory dryer. It was reported that by increasing temperature, total energy consumption as well as rate increase, but these indexes decrease with time (Akpinar, 2004). In another piece of research on convective thin layer drying of pomegranate arils, it was reported that drying time, consumed energy, and required specific energy decrease with increasing temperature (Motevali et al., 2011).
Thermal utilization efficiency is defined as the ratio of sample moisture evaporation latent heat to the energy required for the evaporation of moisture from free water. Thermal utilization efficiency in hot air flow-infrared mixed drying was reported to be 38% for both potato and carrot (Umesh Hebbar et al., 2004).
In research, St John's Wort was dried at 35°C for 3-5 days until reaching a constant dried weight. The dried samples were then stored inside opaque bags at room temperature. This resulted in preservation of the highest amount of hypericin in the leaves (Buter et al., 1998).
The effect of temperature (40, 60, and 70 °C) on drying of peppermint has been investigated (Mahanom et al., 1999). Results showed that at temperatures higher than 60°C, the amount of essence decreases whereas at 80°C the amounts of citronellal and cineole reduce to one eighth. Experiments on drying of thyme showed that natural drying (in the shade) better preserves the essential oils than oven drying at 35°C (Venskutonis et al., 1997). Effect of convective drying on the amount of volatile oils of French and Russian varieties of tarragon leaf was studied by Arab Hosseini et al. Plant leaves were dried to 10% dry basis (d.b.) at 40-90°C temperature range and various relativehumidities. Results showed that both drying time and temperature are the most effective factors in preserving the leaf essential oils during the drying process. On the other hand, the effect of relative humidity was not significant. Amounts of volatile oils decreased with drying time reaching the lowest value at 60°C (Arabhosseini et al., 2005).
A considerable body of data exists in the literature regarding the energy requirements for drying of various agricultural products like mulberry (Akbulut and Durmus, 2010), garlic cloves (Sharma and Prasad, 2006), pistachio (Midilli and Kucuk, 2003), pomegranate arils (Motevali et al., 2011 a, b), longan (Tippayawong et al., 2008), carrot slices (Aghabashlo et al., 2009) and papad (Kumar, 2013). However, little information is available on energy requirements, specific energy, thermal utilization efficiency and active ingredients of agricultural materials in hot air drying. One of the objectives of this research project was to determine the best drying treatment for St. John's Wort, which was carried out by achieving the highest amount of hypericin preserved while aiming for the lowest specific energy consumption and best thermal utilization efficiency.
Materials and methods
Three Kiln type laboratory dryers were utilized to conduct the drying experiments. The drying chamber was a 40x40x50 cm container located 70 cm above the heating elements (Figure 1). Each dryer has two electrical elements to generate the required heat, one of them is controlled by a digital thermostat and the other is controlled manually. Hot air flow is produced by a blower located under the elements, providing an adjustable flow rate in the range of 180 to 220 m3/h using a dimmer. Two sensors are mounted in the upper and lower parts of the dryer to measure the temperature of the drying air entering and leaving the sample container. Prior to the commencement of each experiment, air temperature was adjusted by the thermostat and the dryers were activated to reach the required temperature. Data collection for thin layer drying experiments was performed through weighting of samples at 5 min intervals using a ±0.001 g digital balance (Sartorius, model PT210, Germany).

All the required plant materials for the experiment were procured from farming and the separation of the leaves from the stems was done manually. Then the samples were packed inside separate plastic bags and refrigerated at 4±1°C. In this state, the total moisture content of the leaves was 39 wet basis (w.b.%). The independent variables at this experiment were: 1) temperature in four levels of 40, 50, 60, and 70°C; 2) air displacement velocity in three levels of 0.3, 0.7, and 1 m/s; and 3) and sample thickness at three levels of 1, 2, and 3 cm.
Air parameters were adjusted by measuring temperature and velocity using a thermometer (Lutron, TM-925, Taiwan), anemometer (Anemometer, Lutron-YK, 80AM, Taiwan) and humidity meter (Testo 650, 05366501, German) was utilized to measure the air relative humidity.
Energy consumption
Energy consumption for drying of St John's Wort layers was calculated using equation 1 (Motevali et al., 2011; Koyuncu et al., 2007):

Where Et, is the total consumed energy in each drying phase (kWh), A, is the sample plate area (m2), υ, air velocity (m/s), ρa, air density (kg/m3), t, total drying time of each sample (h), ∆T, temperature difference between ambient and hot air (°C), and Cpda, specific heat of air (kJ/kg°C).
Specific heat of air was calculated, to be 1.004 using Eq.2 (Motevali et al., 2011).

Conversion of relative humidity to moisture ratio
Relative humidity was converted to moisture ratio using Eq.3 (Motevali et al., 2011).

Where w is Relative humidity; p air pressure (kPa) and Pvs, saturated vapour pressure (kPa). This conversion is also possible by using psychrometric charts.
Calculation of the specific energy requirement
The amount of consumed energy in drying of 1 kg of St John's Wort is calculated using eq.4 (Motevali et al., 2011 a, b):

Where Ekg, is the required specific energy, and W0, is sample's initial weight.
Thermal utilization efficiency (TUE)
This indicator is defined as the ratio of sample moisture evaporation latent heat to the energy required for the evaporation of moisture from free water. In order to determine the thermal utilization efficiency, equation 5 was used (Umesh Hebbar et al., 2004):

where L is weight density of St John's Wort layer per unit area (kg/m2), Ad, total product area (m2), lh, latent heat of vaporization (kJ/kg), Mi, Initial moisture content (%w.b.), Mo, final moisture content (w.b.%), F power of the heat source (kW) and t operation time of the heat source (h). Initial moisture content of samples (Mi) was 39% on the wet basis which was dried to final moisture content (Mo) of 8 (%w.b.). The evaporation latent heat of the product was considered equal to the latent heat at ambient air pressure.
Hypericin content of St John's Wort leaves
Extraction of hypericin
Considering the various air temperatures, velocities, and sample thicknesses, 36 treatments plus a control (traditional drying method, i.e. passive ambient drying (temperature: 19-34 °C; relative humidity: 27-43%)) were considered in three repetitions for drying of St John's Wort. For extraction of hypericin, a four gram sample of dried leaves from each treatment was placed in a Soxhlet extractor. To remove the chlorophyll, chloroform solvent was added followed by methanol solvent. After purification of the solution, its volume was increased by methanol to 30 ml. The samples were kept in opaque tubes and refrigerated before analysis.
A high performance liquid chromatography instrument (Well Knauer modle Chrom 2000) was used for hypericin determination. The device included a pump (Maxi-star K-1000) and a detector (Spectrophotometer K-2500) which was adjusted at 590 nm. The column used was Erospher 100 C18 with a 25cm length and 4mm diameter, mobile methanol 68%, ethyl acetate 20% and 0.1 mol sodium hydro sulphate 12%. Flow intensity of 1ml/min and 20/µl of injected sample. Test duration was 30 minutes. Ten mg of Roth TM (Germany) hypericin (C30H16O8) with molecular mass of 504.43 was used as standard when determining the hypericin content of each treatment as follows. Five different concentrations were obtained from the standard sample (116, 133, 155, 186, and 232 ppm) and injected into the chromatograph. Then, given the area under the curve of the unknown substance spectrum and matching it with the calibration curve, the unknown concentration was determined.
Results and discussions
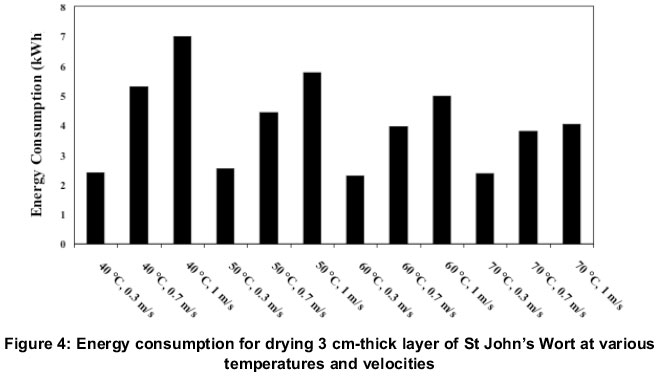
Figures 2, 3 and 4 show the energy requirement for drying of St John's Wort, which is consumed by the dryer's heaters. At higher temperatures, drying time decreases due to increasing thermal gradient inside the substance and consequently increasing the drying rate. Also, drying time decreases with increasing air velocity. This is because vapour pressure decreases with increasing air velocity, thus, the product moisture would encounter less resistance on its way out and exits at higher rate. These observations were similar to the results reported previously (Motevali et al., 2011a and b) which are plausible. With increasing product layer thickness in the dryer, drying time and hence the required energy for drying increase (Figures 2, 3 and 4).
Specific energy consumption
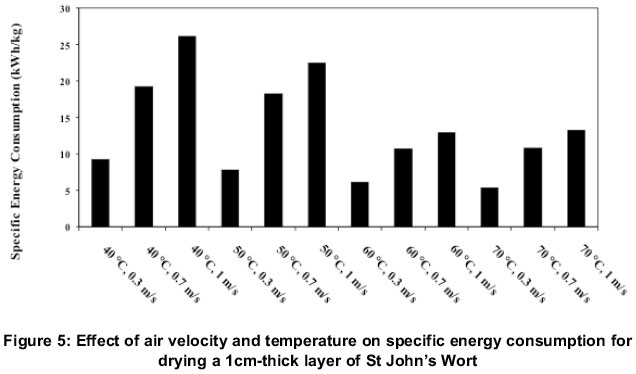
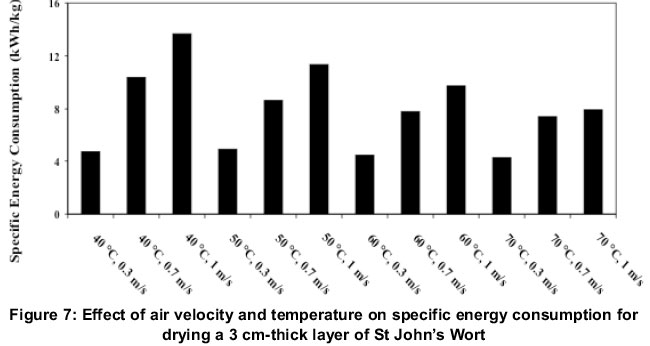
Figures 5, 6 and 7 show the specific energy consumption for drying 1 kg of St John's Wort in various thicknesses (1, 2, and 3cm) at various temperatures and air velocities. Specific energy at a given temperature increases with air velocity while it decreases with temperature for a constant air velocity. The minimum and maximum values of required specific energy for drying a 1 cm layer sample (at different temperatures and air flow velocities) were 5.31 and 26.06 kWh/kg, respectively. Also, the minimum and maximum required specific energies were 4.41 and 17.53 for 2 cm thick layer and 4.28 and 13.67 for the 3 cm thick layer treatments (kWh/ kg), respectively. Energy requirement decreased with increasing layer thickness from 1 to 2 cm and from 2 to 3 cm, such that (at a given air temperature and velocity), the maximum specific energy was associated with the 1 cm thick layer. This is because with increasing material thickness, sample weight in the dryer also increases. Specific energy is thus calculated by substituting the value of the required energy obtained from equation 1 as well as the sample weight (at various thicknesses) into equation 4.
Thermal utilization efficiency
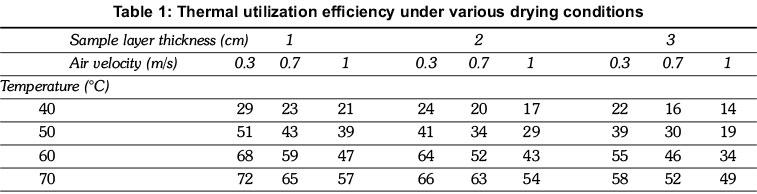
Thermal utilization efficiency for hot air drying of St John's Wort varied from 21% to 72% for sample thickness of 1 cm, from 17% to 66% for thickness of 2 cm, and from 14% to 58% for thickness of 3 cm (Table 1). Since in each experiment the latent heat of vaporization of water (λ), initial moisture content (Mi), and the final moisture content (Mo) were constant and given the applied thermal capacity (Q), thermal utilization efficiency of the dryer depends on the performance of the heat source and sample's initial weight (L.Ad).
The highest efficiency in drying of St John's Wort was observed at 70°C temperature, 0.3 m/s air velocity, and 3 cm sample thickness, which is due to the higher performance of the heaters resulting in higher air temperature and lower air velocity. The reason is that the chamber's air temperature control system is designed to be activated whenever air temperature in the chamber drops below the desired value. The lowest utilization efficiency is related to 70°C treatment in which the heaters have the lowest on time. Despite high thermal utilization efficiency at 40°C, since the drying process is quite lengthy, it is not desirable.
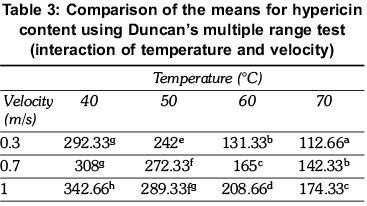
Determination of hypericin content resulting from various treatments
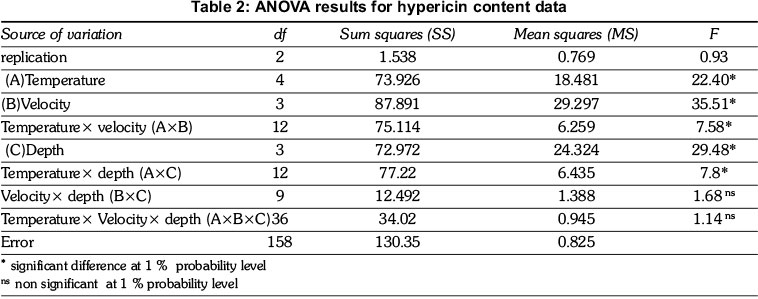
As shown in Figures 8 to 10, at constant air velocity (0. 3 m/s), the amount of hypericin obtained from the dried plant material increases with layer thickness under similar temperature conditions. On the other hand, in all cases, the material dried in ambient conditions (traditional drying) had the maximum amount of hypericin. Figures 8 to 10 indicate that increasing temperature, decreasing the hypericin content and the highest decrease occurs at 70°C. Analysis of variance results for hypericin content under various drying condition are given in Tables 2, 3 and 4. Hypericin content increases with air velocity and sample thickness, the maximum being observed at 3 cm thickness, 40°C temperature, and air velocity of 1 m/s. Under these conditions, the amount of hypericin was the same as that obtained in the traditional drying method. This is because temperature and drying time are the main factors influencing hypericin preservation during the drying process. On the one hand, drying at low temperatures preserves the dark glands in leaves containing hypericin, and on the other hand, increasing air velocity speeds up the drying processes which help in preservation of hypericin. Also, increasing sample thickness, results in more uniform temperature distribution in different layers leading to reduced thermal stresses. Results obtained in this experiment are similar to the findings reported in the literature for other medicinal plants. (Mahanom et al., 1999; Venskutonis et al., 1997; Arabhosseini et al., 2005; Buter et al., 1998).

Conclusions
The following conclusions are drawn based on con-vective drying of St John's Wort:
1. Energy consumption decreased with increasing temperature and increased with air velocity and sample layer thickness in the dryer.
2. Specific energy requirement decreased with increasing temperature and sample layer thick-ness while it increased with increasing air velocity.
3. Thermal utilization efficiency decreased with increasing temperature in such a way that the lowest thermal utilization efficiency occurred at 40°C and the highest efficiency occurred at 70°C. Also, increasing material thickness resulted in increasing the thermal utilization efficiency at any given air temperature and velocity.
4. Hypericin content of the leaves at constant thickness decreased with increasing temperature, while it increased with air velocity and material thickness.
5. Based on energy consumption, thermal utilization efficiency and hypericin content post-drying, the best condition for drying of St John's Wort is 50 to 60°C temperature and 0.7 m/s air velocity.
References
Akbulut, A., and Durmus A. (2010). Energy and exergy analyses of thin layer drying of mulberry in a forced solar dryer. Energy, 35, 1754-1763. [ Links ]
Akpinar, E.K. (2004). Energy and exergy analysis of drying of red pepper slice in convection type drier. International Journal of Heat and Mass Transfer, 31(8), 1165-1176. [ Links ]
Arabhosseini, A., Huisman, W., Van Boxtel, A., and Mueller, J. (2005). Modelling of the equilibrium moisture content (EMC) of tarragon (Artemisia dracunculus L.). international Journal of Food Engineering, 1(5), art7. [ Links ]
Barbosa-Canovas, G.V, and Vega-Mercado, H. (1996). Dehydration of Foods (first ed.), Chapman and Hall, New York, USA. [ Links ]
Barnes, J., Anderson, A., and Phillipson, D. (2001). St. John's wort (Hypericum perforatum L.): A review of its chemistry, pharmacology and clinical properties. Journal of Pharmacy and Pharmacology, 53, 583-600. [ Links ]
Buter, B., Orlacchio, C., Soldati, A., and Berger, K. (1998). Significance of genetic and environmental aspects in the field cultivation of Hypericum perforatum L. Journal of Planta Medica, 64, 431- 437. [ Links ]
Crompton, C.W., Hall, I.V Jensen, K.I.N., and Hildebrand P (1988). The Biology of Canadian weeds, Hypericum Perforatum L. Canadian Journal of Plant Science, 68, 149- 162. [ Links ]
Koyuncu, T., Pinar, Y., and Lule, F. (2007). Convective drying characteristics of azarole red (Crataegus monogyna Jacq.) and yellow (Crataegus aronia Bosc.) fruits. Journal of Food Engineering, 78, 1471-5. [ Links ]
Kumar, M. (2013). Experimental study on natural convection greenhouse drying of papad. Journal of Energy in Southern Africa, 24: (4), 37-43. [ Links ]
Mahanom, A., Walter, R.S., and Dughty, R.M. (1999). A Guide to Medicinal Plants of Appalachia, USDA. Forest Service Research Paper, Washington, 291p. [ Links ]
Midilli, A., and Kucuk H. (2003). Energy and exergy analyses of solar drying process of pistachio. Energy, 28, 539-556. [ Links ]
Motevali, A., Minaei, S., Khoshtagaza, M.H., and Amirnejat H. (2011). Comparison of energy consumption and specific energy requirements of different methods for drying mushroom slices, Energy, 36: 6433-6441. [ Links ]
Motevali, A., Minaei, S., and Khoshtagaza, M.H. (2011). Evaluation of energy consumption in different drying methods. Energy Conversion and Management. 52 (2): 1192-1199. [ Links ]
Okos, M.R., Narsimhan, G., Ingh, R.K., and Weitmauer, A.C. (1992). Food dehydration. In D.R. Heldman and D. B. Lund (Eds.), Hand book of food engineering (pp. 339-382). New York: Marcel Dekker. [ Links ]
Sharma, G.P, and Prasad, S. (2006). Specific energy consumption in microwave drying of garlic cloves. Energy, 31, 1921-1926. [ Links ]
Tippayawong, N., Tantakitti, C., and Thavornun, S. (2008). Energy efficiency improvements in longan drying practice. Energy, 33, 1137-1143. [ Links ]
Umesh Hebber, H., Vishwanatan, K.H., and Ramesh, M.N. (2004). Development of combined infrared and hot air dryer for vegetables. Journal of Food Engineering, 65, 557-563. [ Links ]
Venskutonis, P.R. (1997). Effect of drying on the volatile constituents of Thym (Thymus valgaris L.) and Sage (Salvia officinalis L.). Food chemistry, 59, 219-227. [ Links ]
Received 7 April 2013
Revised 4 June 2014


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}