










Servicios Personalizados
Articulo
 Inglés (pdf)
Inglés (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
Indicadores

Links relacionados
-
 Citado por Google
Citado por Google -
 Similares en Google
Similares en Google
Compartir

 Permalink
PermalinkJournal of Energy in Southern Africa
versión On-line ISSN 2413-3051
versión impresa ISSN 1021-447X
J. energy South. Afr. vol.25 no.2 Cape Town may. 2014
Optimization and effects of process variables on the production and properties of methyl ester biodiesel
Andrew C Eloka-EbokaI; Ogbene Gillian IgbumII; Freddie L InambaoI
IDepartment of Mechanical Engineering, University of KwaZulu-Natal, Durban, South Africa
IIChemistry Department, Benue State University, Nigeria
ABSTRACT
Optimization of the production process in biodiesel production holds huge prospects. A reduced cost option is the optimization of process variables that affect yields and purity of biodiesel, which was achieved in this study. Optimized production and direct effects of process variables on the production and quality of methyl ester biodiesel fuels from the non-edible seed oils of sandbox seed was carried out. Catalyst nature and concentration, alcohol to triglyceride molar ratio, mixing speed, reaction time and temperature were taken into consideration as variables to their individual response on the yields, viscosity and specific gravity of the methyl esters produced. These are specific indispensable properties of biodiesel for use in compression ignition engines. Optimized concentrations were 0.3 to 1.5% w/v and two mole ratios of 3:1 and 6:1. Time of reaction was varied (5mins to 30mins) with temperatures (38oC and 55oC). Also, the effect of methanol in the range of 4:1and 6:1 (molar ratio) was investigated, keeping catalyst type, reaction time and temperatures constant. The effects of KOH and NaOH on the transesterification were investigated with concentration kept constant at 1%. The general response in this study was that at optimized rate of agitation (800rpm), optimized reaction time was as low as 5minutes, 1% catalyst concentration of NaOH was the optimal concentration, and 55oC was the optimal temperature with attendant high yields. However, there are variations with the nature of feedstock as the work further exposed. These high points are particularly of interest to guide against process backdrop.
Keywords: optimization, process variables, effects, methyl esters, production, sandbox seed oil
1. Introduction
Biodiesel possessing the best properties were obtained using potassium hydroxide as catalyst in many studies (Encinar et al., 2005, Jeong and Park, 1996, Darnoko and Cheryman, 2000, Ugheoke et al., 2007, El Mashad et al., 2006). Besides, many other studies achieved best results using NaOH (Felizardo et al., 2006, Vicente et al., 2004, Cheng et al., 2004, de Oliveira et al., 2005). Methanolysis with 1%wt of either sodium hydroxide or potassium hydroxide catalyst resulted in successful conversion giving the best yields and viscosities of the esters in most of the literature reviewed. It was observed that the product volume steadily increased from 0.5% w/v concentration of the catalyst until it reaches its peak at 0.9% wt/ v catalyst concentration. Thereafter, a decrease was witnessed. Catalyst concentration levels greater than 1% may have favoured the reverse reaction (El Mashad et al., 2006).
One of the most important variables affecting the yield of ester is the molar ratio of alcohol to triglyceride. The stoichiometric ratio for transesterification requires three moles of fatty acid alkyl esters and one mole of glycerol. However, transesterification is an equilibrium reaction in which a large excess of alcohol is required to drive the forward reaction. For maximum conversion to the ester, a molar ratio of 6:1 was mostly used (Cheng et al., 2004, Jeong and Park, 1996, Darnoko and Cheryman, 2000, Meka et al., 2007, Ugheoke et al., 2007, Encinar et al., 2005).
In other studies, the optimum ratio was 10:1 (Jeong and Park, 1996, Cheng et al., 2004, Karmee and Chadha, 2005). In this study, optimization of the production process was conducted and the effects of process variables obtained as they affect the yields, purity and important properties of the methyl ester which will be obtained during the trans-esterification process with the aim of reducing cost and achieving high level purity biodiesel that will be comparable with ASTM standards. This assisted in producing different grades of methyl esters and blends while the ones at optimal conditions were also established with reduced costs, better properties, effects, high yields and purities attained. The effects of transesterification variables on the yields and properties of biodiesel of four tropical seed oils were earlier studied by Igbum et al. (2012), which gave a leeway to the present study as sandbox seed oil was also evaluated. The objective of the present study therefore was to optimise the application of the process variables and ascertain the effects thereof on the production process and properties of the methyl ester biodiesel thereby reducing the cost and rigours of production.
2. Materials and method
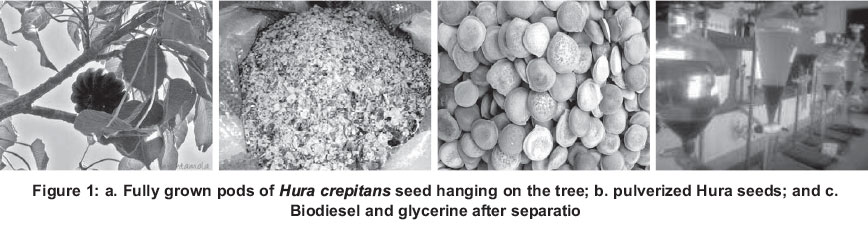
2.1 Seed plant of study: Hura crepitans L
The Sandbox tree (Hura crepitans; syn. Hura brasiliensis Wild.), also known as Possum wood and Jabillo, is an evergreen tree of the spurge family (Euphorbiaceae), native to tropical regions of North and South America in the Amazon rain forest. Oils extracted from the derived seeds are also used as a purgative. Its pale, yellow or brown soft wood is used for furniture under the name Hura. In summary, the sandbox tree often can be found in nearly pure stand on most loam soil in the flat coastal regions. The leaves are used against eczema. In Africa, it's invasiveness in Tanzania was reported (Rejmanek, 1996). The seeds were collected from the Makurdi metropolis, Nigeria, during the dry season (December-February). The seeds usually fall to the ground during the dry season; for this study, they were sun dried for several weeks and then crushed whole, milled and grounded together with the hard cotyledonous shells. This was due to the toughness of the shell, which could not be easily separated from the mesocarp. The ground seeds were sieved to remove shells before extraction.
2.2 Preparation of methyl esters
100ml of Hura crepitans oil was measured, and poured into a large beaker. The oil was pre-treated by heating to a temperature of 70°C using a Bunsen burner to remove the remains of solvent or moisture content and the temperature was monitored using a thermometer until it dropped to the required temperature. The heated oil was then poured into a blender, and switched off the prepared methoxide from the PET bottle, which was emptied into the oil in the blender and the blender switched on, the mixture was blended for the required time of mixing.
The blender was switched off and allowed to stop rotating. The mixture was immediately transferred from the blender to a one litre PET bottle and closed tightly. The PET bottle occasionally opened to allow some air into the PET bottle in order to avoid contraction due to cooling of the oil. The mixture was allowed to settle for 24 hours after which a dark colour glycerine by-product was observed separated from the pale liquid above with the biodiesel at the top layer. It should be noted that the biodiesel varies somewhat in colour according to the oil used and so does the by-product layer at the bottom (Van Gerpen et al., 2002 -2004). Optimization procedures were based on a repetitive process controlled by calibrated factors, depended and independent. This included: alcohol/oil mole ratio (6:1 and 4:1), temperature of reaction (38, 55°C), reaction time (5, 30s), reaction speed, catalyst type and concentrations (KOH and NaOH); while the properties considered are: biodiesel/methyl ester yields, specific gravity, viscosity, fatty acid composition and others that are not reported in this report.
2.3 Biodiesel separation
Once the reaction was completed, two major products existed: glycerine and biodiesel. The clear liquid (biodiesel) found at the top layer was decanted into a graduated beaker, the remains which was difficult to decant was then transferred into a separatory funnel and allowed to settle (Figure 1 c). The stopcock of the separatory funnel was opened and glycerine was first collected because it forms the lower layer of the mixture. The remaining liquid which was difficult to decant was transferred into a separatory funnel and allowed to settle. The stopcock of the separatory funnel was opened and glycerine collected first because it forms the layer below. The remaining top layer which is the biodiesel was siphoned off into a beaker. In some cases, a centrifuge is used to separate the two materials (Rejmanek, 1996).
2.4 Biodiesel washing
The biodiesel was turned into a separatory funnel and covered by a lid; an equal amount of tap water was added. The funnel swirled severally, after which it was allowed to settle for some few minutes and the water drained off from the bottom by opening the stopcock. This procedure was repeated twice using two different separatory funnels. In each washing, a separatory funnel is used until washing was affected. After washing, the biodiesel was heated to 100°C and allowed to cool. The essence of the heating was to dry the oil (Rejmanek, 1996).
2.5 Determination of the effects of Catalyst type on yields and specific properties
Base catalysts (NaOH and KOH) were used. Catalyzed processes dominate current commercial production. These reactions are relatively fast but are sensitive to water content and free fatty acids. Typical base concentrations are 0.3 to 1.5% based on the weight of oil. When sodium methoxide is used, the concentration can be 0.5% or less. Most researchers use NaOH as the catalyst. There are some operations that use KOH, in spite of the higher cost, because the potassium can be precipitated as K3PO4 fertilizer when the products are neutralized using phosphoric acid. However, this can make meeting water effluent standards a bit more difficult because of limits on phosphate levels.
2.6 Preparation of methoxide
To prepare methoxide, 1g of KOH or NaOH was measured into a handy-sized light plastic bag using the scale (weighing balance). 20ml of methanol was also measured using a graduated measuring cylinder and this was turned into a PET bottle. The KOH or NaOH from the plastic bag was mixed with the methanol and the container closed tightly, the container was swirled several times until all the lye was completely dissolved (Rejmanek, 1996).
2.7 Determination of the effects of alcohol/oil molar ratio on yields and specific properties
Usually 60% to 100% excess methanol is added to ensure that the reaction goes to completion. In general, the reaction can be encouraged to progress by adding an excess of one of the reactants or by removing one of the products. A base catalysed process typically uses an operating mole ratio of 6:1 of alcohol rather than 3:1 ratio required by the reaction. The reason for using extra alcohol is that it drives the reaction closer to the 99.7% needed to meet the total glycerol standard for fuel grade biodiesel, the unused alcohol must be recovered and recycled back into the process to minimize operating cost and environmental impacts. Methanol is considerably easier to recover than ethanol. Therefore, two mole ratios of 4:1 and 6:1 were used.
2.8 Determination of the effects of reaction time on yields and specific properties
Based catalysed reactions are relatively fast, with residence times from about 5 minutes to about 1 hour, depending on temperature, concentration, mixing and alcohol: triglyceride ratio (Burkil, 1994). The typical procedure is as already described. Time of reaction was varied at 5mins to 30mins due to the speed of the mixer. It is important to note that, there is a conversion of the triglycerides to di-glycerides and then mono-glycerides/glycerol. If the reaction does not go into completion, mono-glyceride/glycerol separation will not take place and therefore the methyl ester will not meet ASTM standards. An ASTM standard for total and free glyceride specifies the minimum amount retainable in any completely reacted transesterified methyl ester. The requirements are 0.25% maximum and 0.02% maximum for total and free glyceride respectively. These parameters are very important in biodiesel development to determine complete or incomplete transesterification reaction and the quality of the products.
2.9 Determination of the effects of temperature on yields and specific properties
Temperature had no detectable effect on the ultimate conversion to ester. However, highest temperatures decrease the time required to reach maximum conversion (Burkil, 1994). Since this reaction is between the liquids and also due to the fact that fats and alcohols are not totally miscible, transesterification therefore will be a relatively slow process. As a result, a vigorous mixing is required to increase the area of contact between the two immiscible phases (Ma et al., 1999). Temperature will be varied between 38°C and 55°C, which is below the boiling point of methanol.
3. Results and discussion
3.1 Effects of alcohol/oil molar ratio on the yields and specific properties of Hura vegetable oil methyl esters (HVO-ME)
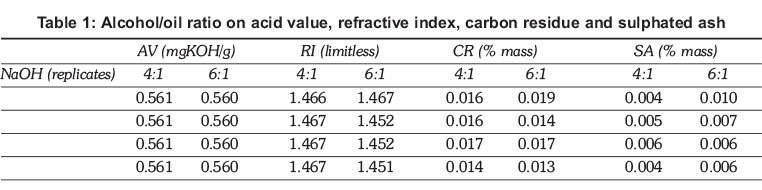
One of the most important parameters affecting the yield of ester is the molar ratio of alcohol to vegetable oil. The stoichiometry of the transesterification reaction requires 3:1 molar ratio to yield 3 mol of ester and 1 mol of glycerol, but most researchers found that excess alcohol was required to drive the reaction close to completion. In this work, methanol was used. The effect of methanol in the range of 4:1and 6:1 (molar ratio) was investigated, keeping catalyst type constant; catalyst type, reaction time and temperature were varied with each reaction keeping one or two variable(s) constant at a time. It was found that the ester yields increase with molar ratio of 6:1 with 97% yield for HVO-ME (Figure 2, Table 1, Figure 4). Lower yields were obtained when the molar ratio of 4:1 was used. For low values of molar ratio, the ester yield was sensitive to the concentrated NaOH for HVO-ME. The specific gravity of the ester does vary for the two molar ratios used; HVO-ME did not show specific trends in the values of specific gravity that can be believed to be as a result of the effects of molar ratio rather, the trends suggest that these results emanate from the catalyst type used. Figure 2 shows this evidence. Specific gravity was best with NaOH as well. HVO-ME showed viscosities that were within specification for 6:1 and 4:1 with only one catalyst type (NaOH) as shown in Figures 2 to 6. Therefore, once more, it can be observed that the alcohol/oil molar ratio has no effect on the viscosity of this methyl ester although viscosities were greatly enhanced with NaOH catalyst as shown rather than KOH.
3.2 Effect of reaction time
The mixing intensity appears to be of particular importance for the transesterification process. It increases the impact area between oils and catalyst-methanol solution. Mixing facilitates, the initiation of the reaction. Without mixing, the reaction occurred only at the interface of the two layers and are considered too slow to be feasible. In this study, a stirring rate of 800rpm was used. The yields, viscosity and specific gravity of methyl esters are shown in Figures 3, 5 and 6 and Tables 2 to 6. It was observed that the reaction of methanolysis was optimally completed at 5 minutes of mixing due to the speed of the rotor. For all cases, looking at the yields, viscosities and specific gravity, these did show significant difference when the time of mixing was increased (Ma et al., 1999) and (Keith, 2010), the effect of agitation on the transesterification of vegetable oil was studied and concluded that higher agitation promoted the homogenization of the reactant and thus lead to higher yields. Also Rashid and Anwar (2008) in his research noted that the yield of methyl esters at 360rpm and 600rpm was the same, which is 96% after 2 hours of reaction.
This goes to show that if the rate of agitation is very high, the time of mixing can be reduced to as low as 5 minutes of reaction as can be deduced. This is because at 5 minutes, high yields (80%) were equally obtained for HVO-ME using KOH (Figure 5). Specific gravity and viscosities within specification were also obtained when a reaction time of 5 minutes was used especially with NaOH.
Leung and Guo (2006), in their work, observed that ester content increases with reaction time at the beginning, reached a maximum at a reaction time of 15minutes at 700C, and then remained relatively constant with increasing further the reaction time. The results on an extension of the reaction time from 15minutes to 30 minutes had no significant effect on the conversion of triglycerides, but lead to a reduction in the product yield, the yield of the product with the same ester content decreased from 87.5% to 85.3%, dropped by about 2%. This is because longer reaction enhanced the hydrolysis of esters (reverse reaction of transesterification), resulting in a loss of esters as well as causing more fatty acid to form soap.
3.3 Effects of catalyst type on yields, viscosity and specific gravity of methyl esters
The effects of KOH and NaOH on the transesterification of the oils were investigated with the concentration kept constant at 1%. Figure 3 shows the effects. This effect on ester yields as can be observed from Figures 4 to 6, showed that both NaOH and KOH catalysts exhibited the appreciable behaviour especially at the ratio of 6:1, where NaOH also gave gave the best yield (97%) while it was poor at 4:1. Increase in reaction time from 5 minutes to 30 minutes did not improve the yields and viscosities for HVO-ME as earlier established. It also has no significant effects on specific gravity. Alcohol/oil molar ratio and the nature of catalyst can be thought to be responsible for the variation in yields, viscosity and specific gravity.
3.4 Effects of temperature on yields, viscosity and specific gravity
Alkaline alcoholysis of vegetable oils is normally performed near the boiling point of the alcohol (Neff et al., 1992, Demirba§, 1998). The reaction temperature above boiling point of alcohol is ignored because at high temperature, although it seems to accelerate the saponification of glycerides by the base catalyst before completion of the alcoholysis (McCormick et al., 2007). In this study, experimental trials were carried out at temperatures of 38°C and 55°C. Figure 5, Tables 5 and 6 show the effect of temperature on yields, viscosities and specific gravity as analysed. Several researchers found that the temperature increase influences the reaction in a positive manner (Janarthan et al., 1996, Knothe and Steidley, 2005, Pramanik, 2003, Dorado et al., 2004, Srivastava and Prasad, 2000, ASTM, 2007). It was found that the ester yield slightly decreases above 500C reaction temperature.
It may probably be due to a negative interaction between the temperature and catalyst concentration following the side reaction of saponification (Shailendra et al., 2008, Ramadhas). High process temperature tends to accelerate the saponification of the triglycerides by the alkaline catalyst before completion of the transesterification process. Sinha et al. (2008) in their study concluded that the effect of reaction temperature on the ester yield and the viscosity of the ester decreases as the reaction temperature increases above 550C. An insignificant increase in the ester viscosity with reaction temperature is observed.
From the figures and tables shown, the increase in temperature did not improve the yield, viscosities and specific gravity of the methyl esters. This may be because as the reaction proceeds, there is increase in temperature naturally. Samples were introduced at 55°C during reaction; an increase in temperature as reaction proceeds further was due to interaction during mixing above 550C which do not favour an increase in yields, viscosities and specific gravity.
4. Conclusion
In this study, 1% catalyst concentration which is the optimal concentration was used and established. An increase or decrease may affect the yield, viscosity and specific gravity of these methyl esters. Temperature had no detectable effect on the ultimate conversion to ester.
However, higher temperature decreases the time required to reach maximum conversion (Burkil, 1994). Since this reaction is between the liquids and also due to the fact that fats and alcohols are not totally miscible, transesterification is a relatively slow process. As a result, a vigorous mixing is required to increase the area of contact between the two immiscible phases.
Mixing is very important in the transesterifica-tion reaction, as oils or fats are immiscible with sodium hydroxide-methanol solution. Methanolysis was conducted at different reaction speeds of 180, 360 and 600 rpm (revolution per minute); the yield of methyl esters versus time at different rate of mixing was influenced. It was observed that the reaction was incomplete at 180rpm, while the rate of mixing at higher speeds favoured biodiesel yields and was significant for methanolysis. The yield of methyl esters at 360rpm and 600rpm was the same producing 97% after three hours of reaction time. These results are in accordance with standards already established in other studies (Ma et al., 1999).
Acknowledgement
The authors hereby acknowledge the Centre for Engineering Postgraduate Studies (CEPS) of the University of KwaZulu-Natal for their funding/Doctoral CEPS bursary. Prof Nelson Ijumba and Prof. Innocent Davidson are specially mentioned.
References
ASTM (2007). D675-112: Standard Specification for Biodiesel Fuel Blend Stock (B100) for Middle Distillate Fuels. DOI: 10.1520/D6751-12. [ Links ]
Burkil, H. M. (1994). Useful plants of West Tropical Africa, Vol.2, , Royal Botanical Garde, Kew, Families E.I. [ Links ]
Cheng, S. F, Choo, Y. M., Ma, A. N. & Chuah, C. H. (2004). Kinetics study on transesterification of palm oil. J. Oil Palm Res., 16, 19- 29. [ Links ]
Darnoko, D. & Cheryman, M. (2000). Kinetics of palm oil transesterification in a batch reactor. J. Am. Oil Chem. Soc, 77, 1263 - 1267. [ Links ]
De Oliveira, D., Di Luccio, M., Faccio, C., Dalla Rosa, C., Bender, J. P, Lipke, N., Amroginski, C., Dariva, C. & De Oliveira, J. V. (2005). Optimization of alkaline transesterification of soybean oil and castor oil for biodiesel production. Appl. Biochem. Biotech., 122, 553 -560. [ Links ]
Demirbaf, A. (1998). Fuel properties and calculation of higher heating values of vegetable oils. Fuel, 77, 1117-1120. [ Links ]
Dorado, M. P., Ballesteros, E., Lopez, F. J. & Mittelbach, M. (2004). Optimization of alkali catalyzed transesterification of Brassica carinato oil for biodiesel production. Energy fuel, 78, 77 - 83. [ Links ]
El Mashad, H. M., Zhang, R. & Roberto, J. (2006). Biodiesel production from fish oil. American Society of Agricultural Engineers Annual Meeting. [ Links ]
Encinar, J. M., Juan, F., Gonzalez, J. F. & Rodriguez-Reinares, A. (2005). Biodiesel from used frying oil: variables affecting the yields and characteristics of the biodiesel. Ind. Eng. Chem. Res., 44, 5491-5499. [ Links ]
Felizardo, P., Neiva Correia, M. J., Raposo, I., Mendes, J. F, Berkemeier, R. & Bordado, J. M. (2006). Production of biodiesel from waste frying oils. Waste Management, 26, 487-494. [ Links ]
Igbum, O. G., Eloka-Eboka, A. C. & Nwadinigwe, C. A. (2012). Effects of Transesterification Variables on Yields and Properties of Biodiesel Fuels Produced from Four Virgin Tropical Seeds Oils. . International Journal of Energy and Bioenergy, 2012, 1, 119-130. [ Links ]
Janarthan, J., Clement, A. K., E.O.D. & Clement, L. D. 1996. Densities and viscosities of methyl esters of fatty acids and their mixture. JAOCS. [ Links ]
Jeong, G. T. & Park, D. H. (1996). Batch (one- and two-stage) production of biodiesel fuel from rape-seed oil. Biotechn. Appl. Bioc., 131, 668 - 679. [ Links ]
Karmee, S. K. & Chadha, A. (2005). Preparation of biodiesel from crude oil of Pongamia pinnata. Bioresource Technology, 96, 1425-1429. [ Links ]
Keith, A. (2010). Make your own biodiesel. http://journeytoforever.org. [ Links ]/
Knothe, G. & Steidley, K. R. (2005). Kinematic viscosity of biodiesel fuel components and related compounds. Influence of compound structure and comparison to petrodiesel fuel components. Fuel, 84, 1059-1065. [ Links ].
Leung, D. Y. C. & Guo, Y. (2006). Transesterification of neat and used frying oil: Optimization for biodiesel production. Fuel Processing Technology, 87, 883-890. [ Links ]
Ma, F., Clements, L. D. & Hanna, M. A. (1999). The effect of mixing on transesterification of beef tallow. Bioresource Technology, 69, 289-293. [ Links ]
McCormick, R. L., Ratcliff, M., Moens, L. & Lawrence, R. (2007). Several factors affecting the stability of biodiesel in standard accelerated tests. Fuel Processing Technology, 88, 651-657. [ Links ]
Meka, P. K., Tripathi, V. & Singh, R. P. (2007). Synthesis of biodiesel fuel from safflower oil using various reaction parameters. J. Oleo Sci., 56, 9 - 12. [ Links ]
Neff, W. E., Salk, E., Mounts, T. L., Rinseh, W., Frankel, E. N. & Zeitoum, M. A. M. (1992). Effect of triglycerol composition and structure on oxidation stability of oils from selected soyabean germplasm. JAOCS 69, 111 - 118. [ Links ]
Pinto, A. C., Guarieiro, L. N., Rezende, M. J., Ribeiro, N. M. & Torres, E. A. (2005). Biodiesel: An overview. J. Brazil. Chem. Soc., b16, 1313 - 1333. [ Links ]
Pramanik, K. (2003). Properties and use of Jatropha curcus oil and diesel fuel blends in compression ignition engine. Renew energy, 28, 239 - 48. [ Links ]
Ramadhas, A. S. (2004). Use of vegetable oils as I.C. engine fuels -a review. Renewable Energy, 2004,, 29, 727 -742. [ Links ]
Rashid, U. & Anwar, F (2008). Production of biodiesel through optimized alkaline-catalyzed transesterification of rapeseed oil. Fuel, 87, 265-273. [ Links ]
Rejmanek, M. (1996). Species richness and assistance to various biodiversity and ecosystem process in tropical forest. Springerverlay, 153. [ Links ]
Shailendra, S., Avinash, K. A. & Sanjeev, G. (2008. Biodiesel development from rice bran oil: Transesterification process optimization and fuel characterization. . Energy conversion and management, 49, 1248 - 1257. [ Links ]
SINHA, S., AGARWAL, A. K. & GARG, S. 2008). Biodiesel development from rice bran oil: Transesterification process optimization and fuel characterization. Energy Conversion and Management, 49, 1248-1257. [ Links ]
Srivastava, A. & Prasad, R. (2000). Triglycerides-based diesel fuels. Renewable and Sustainable Energy Reviews, 4, 111-133. [ Links ]
Ugheoke, B. I., Patrick, D. O., Kefas, H. M. & Onche, E. O. (2007). Determination of optimal catalyst concentration for maximum biodiesel yield from tiger nut (Cyprus esculentus) oil. Journal of Science, 10, 131-136. [ Links ]
Van Gerpen, J., Shanks, B. & Pruszko, R. (2002 -2004). Biodiesel analytical methods., Iowa State University. [ Links ]
Vicente, G., Martinez, M. & Aracil, J. (2004). Integrated biodiesel production: A comparison of different homogeneous catalysts systems. Bioresource Technology, 92, 297-305. [ Links ]
Received: 21 June 2013
Revised 15 May 2014


{kind=link}
{kind=link}