










Servicios Personalizados
Articulo
 Inglés (pdf)
Inglés (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
Indicadores

Links relacionados
-
 Citado por Google
Citado por Google -
 Similares en Google
Similares en Google
Compartir

 Permalink
PermalinkJournal of Energy in Southern Africa
versión On-line ISSN 2413-3051
versión impresa ISSN 1021-447X
J. energy South. Afr. vol.24 no.2 Cape Town may. 2013
RESEARCH ARTICLE
Simulation of a syngas from a coal production plant coupled to a high temperature nuclear reactor
Frikkie Botha; Robert Dobson; Thomas Harms
Department of Mechanical and Mechatronic Engineering, University of Stellenbosch
ABSTRACT
In light of the rapid depletion of the world's oil reserves, concerns about energy security prompted the exploration of alternative sources of liquid fuels for transportation. One such alternative is the production of synthetic fuel using an indirect coal liquefaction process or coal-to-liquids (CTL) process. In this process, coal is gasified in a gasifier in the presence of steam and oxygen to produce a synthesis gas or syngas consisting mainly of hydrogen and carbon monoxide. The syngas is then converted to liquid fuels and a variety of useful chemicals in a Fischer Tropsch-type synthesis reactor. However, the traditional process for syngas production also produces substantial amounts of carbon dioxide. In fact, only about one third of the carbon in the coal feedstock ends up in the liquid fuel product using traditional CTL technology. If more hydrogen was available than the hydrogen produced during the gasification step, the carbon utilisation of the process could be improved significantly. The high temperature reactor (HTR) is a gas cooled Generation IV nuclear reactor ideally suited to provide power and high temperature heat for carbon neutral production of hydrogen via high temperature electrolysis. The integration of an HTR into a CTL process therefore provides an opportunity to improve the thermal and carbon efficiency of the CTL process significantly. This paper presents a possible process flow scheme for a nuclear assisted CTL process. The system is evaluated in terms of its thermal or syngas production efficiency (defined as the ratio of the heating value of the produced syngas to the sum of the heating value of the coal plus the HTR heat input) as well as its carbon utilisation. If the hydrogen production plant is sized to produce only enough associated oxygen to supply the needs of the gasification plant, syngas is produced at about 63% thermal efficiency, while 71.5% of the carbon is utilised in this process. It was found that the optimum HTR outlet temperature to produce hydrogen with a high temperature steam electrolysis process is 850°C. If enough process heat and power are available and process equipment capacities are sufficient, the carbon utilisation of the process could be improved even further to values in excess of 90%.
Keywords: High temperature reactor, gasification, high temperature electrolysis, cogeneration, coal-to-liquids, synthesis gas
1. Introduction
The rapid depletion of the earth's fossil fuel supplies, as well as increasing instability in their availability and the requirement to decrease greenhouse gas emissions according to the Kyoto Protocol, makes the development of alternative energy sources of the utmost importance. Renewable energy sources are being developed, but are not yet available on a scale large enough to supply global energy needs. It is therefore accepted that nuclear power will play a significant role in the world's future energy supply.
It is also critical to utilise the available energy resources more effectively. One of the best ways of improving the utilisation of energy sources is by using so-called cogeneration techniques, which aims to minimise the loss of low level "waste" heat by utilising this heat more effectively.
The high temperature reactor (HTR) is a gas cooled Generation IV nuclear reactor that uses a graphite-moderated nuclear uranium fuel in the form of a prismatic block or a pebble bed core. This type of reactor can conceptually have an outlet temperature of 1000°C, which enables high temperature applications such as hydrogen production and power production at high thermal efficiencies. In China, one of the leading HTR development consortiums is currently constructing two 250 MWth pebble-bed modular reactors, known as the HTR-PM demonstration plant. The HTR-PM project aims to demonstrate the safety and economic competitiveness of HTR technology and is scheduled to start-up during 2015 (Small Nuclear Power Reactors. [S.a.])
In addition to cogeneration of electricity and process heat generation, nuclear energy can also be used for the production of hydrogen through high temperature water splitting processes, as discussed by Fujiwara (2008: 422). Hydrogen is widely recognized as an alternative transportation fuel for CO2 emitting energy sources and has been described as the fuel of the future (Miller, 2005).
Previously, the Pebble Bed Modular Reactor (Pty) Limited (PBMR), South Africa, announced its shift of focus to use their nuclear reactor technology not only for electricity generation, but also for hydrogen and process heat generation in a so-called cogeneration plant (Kelly, 2009). This strategy will enhance the marketability of HTR technology to energy intensive companies like Sasol (amongst others), who consumes massive amounts of hydrogen, electricity and process steam in its chemical process plants and requires ways to reduce its carbon footprint. Although some preliminary studies by leading HTR development consortiums suggested possible cogeneration concepts, further research and development is needed to address technological issues before the concept can be commercialised.
To address these concerns, a project was thus initiated at Stellenbosch University, which had the following objectives:
- Investigate the viability of an HTR assisted coal gasification process. The system will co-produce hydrogen, electricity and synthesis gas (or syngas) using a combination of mature technologies or technologies expected to be commercialised in the next decade.
- Propose a plant flow scheme for an HTR assisted syngas production from coal process and develop a process model for the concept within Aspen Plus® (2009), a commercial process simulation software package.
- Determine the thermal efficiency and carbon utilisation of the proposed cogeneration plant and compare it to a base case comprised of established technologies.
- Determine the influence of the HTR outlet temperature on process performance and suggest an optimum HTR outlet temperature.
This paper summarises this project. The simulation method is described in section 2 and the results of the study are discussed in section 3. Conclusions and recommendations are then given in section 4.
2. Process simulation
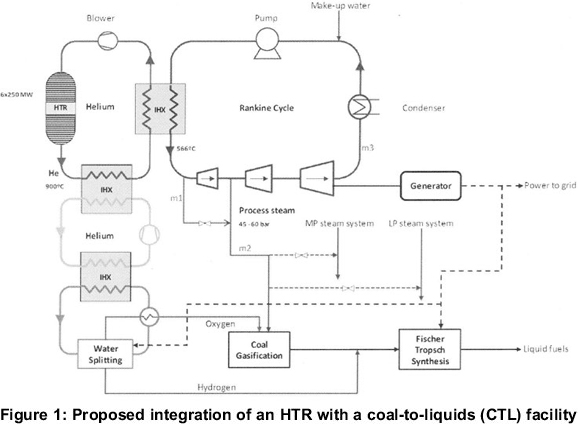
A simulation of the proposed cogeneration plant was developed to evaluate the thermal and carbon efficiency of this concept. The first step was to develop a process model for each section of the cogeneration plant, based on examples in literature. After validating each model, the different sections were coupled in a practical and energy efficient way to form an integrated unit. Note that high pressure steam from the Rankine cycle was used to supply the gasification unit's steam requirements. Various waste heat streams in the plant were used to generate steam at three pressure levels, namely high pressure, medium pressure and low pressure steam. These steam streams were fed to the corresponding steam turbine and used to generate electricity. The cogeneration plant concept is shown in Figure 1.
2.1 Design basis
Due to the complex nature of a process plant, a design basis for the process was established to limit the focus of this study to the relative project objectives. The design basis of the proposed cogeneration concept is the following:
- It was assumed that the minimum HTR outlet temperature for processes that utilise high temperature helium is 50°C higher than the maximum required process temperature in order to account for the two intermediate heat exchangers located between the HTR and the process. Since the water splitting process requires an operating temperature of 800°C, the minimum HTR outlet temperature was therefore assumed to be 850°C.
- Proven technology was used wherever possible. A mature subcritical Rankine cycle was chosen, based on the HTR-PM concept. In the case of developing technologies like the HTR and hydrogen production plant, technologies close to commercialisation were chosen, using realistic thermal efficiencies.
- Typical South African coal and entrained flow gasifier yields were incorporated into the simulation model.
- A detailed economic analysis of the cogeneration plant was outside the scope of the project, although it would play a significant role in the ultimate design of a process plant. It was therefore assumed that an economic optimum would result if the air separation unit of a typical gasification plant was eliminated. This required that the water splitting process had to be sized to supply in the gasifier oxygen requirement.
- All hydrogen produced was added to the synthesis gas (syngas). A water gas shift reactor was used to convert steam and carbon monoxide (in the syngas) into hydrogen and carbon dioxide via the water gas shift reaction. The additional hydrogen produced in this way was used to adjust the syngas H2/CO ratio to 2, as required by the Fischer-Tropsch process. Although a variety of syngas compositions can be used as feed to a Fischer Tropsch process, the optimal H2/CO ratio for a Fischer Tropsch reactor with cobalt-based catalyst is around 1.8 to 2.1.
It was assumed that the intermediate heat exchanger (IHX) could effectively prevent tritium migration through the heat exchanger as claimed by Laubscher and Dobson (2012), which enabled the direct use of steam from the Rankine cycle as process utility.
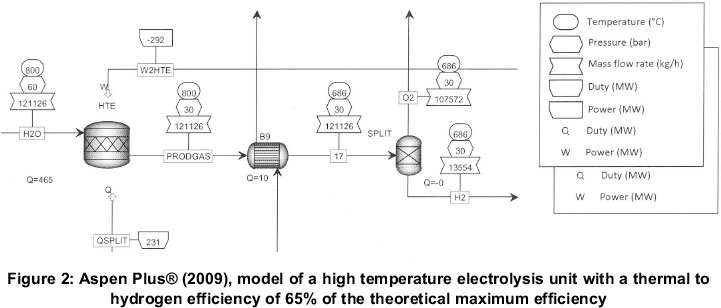
It was assumed that the high temperature electrolysis unit could produce hydrogen at 65% of the theoretical maximum thermal to hydrogen efficiency, which corresponds with the thermal to hydrogen efficiency of a well-engineered thermal water splitting process according to O'Brien (2008). A flow diagram of the Aspen Plus (2009) model of the high temperature electrolysis unit is shown in Figure 2.
3. Results and discussion
3.1 Process performance of the cogeneration plant
In accordance with a similar study by Harvego et al. (2008), two figures of merit were considered in assessing the performance of the process, namely synthesis gas (syngas) production efficiency and carbon utilisation. The syngas production efficiency is defined as the ratio of the energy output of the process to the energy input. The energy input is defined as the sum of the heat addition to the process by the HTR heat source and the lower heating value of the coal consumed, while the energy output is the sum of the lower heating value of the produced syngas and the electric power production that is fed to the grid. The carbon efficiency or carbon utilisation is defined as the ratio of the mass of carbon in the syngas product to the mass of carbon in the coal feed. The calculation of the syngas production efficiency is shown in Figure 3.
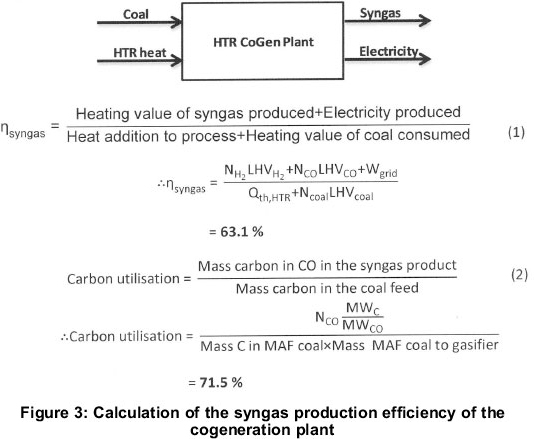
The calculated syngas production efficiency of 63.1% corresponds with that of a similar study by Idaho National Laboratory (INL) in the U.S.A. Harvego et al. (2008) obtained around 65% in their analysis. Although Harvego et al. (2008) chose a different process route (coal gasifier followed by reverse water gas shift reactor), reactants and products of both systems remain the same. The current study chose a commercial gasifier and water gas shift combination instead, due to the very high temperatures required to achieve significant conversion of CO2 in a reverse water gas shift unit. Considering the fact that limited heat sources at very high temperatures are available, a reverse water gas shift process step seems to be an unpractical way of reducing the CO2 content of the gasification product gas. Commercial entrained flow gasifiers provide a very low CO2 content gas, and actually drives the reverse water gas shift reaction inside the gasifier due to its high operating temperature of about 1500°C. However, a water gas shift unit will be required to adjust the H2/CO ratio of the syngas for the Fischer Tropsch process. The water gas shift unit has the additional benefit that its high outlet temperatures can be used for waste heat recovery. In effect, the exothermic water gas shift reaction liberates the chemical potential energy in the low CO2 content syngas stream, which can be used to generate steam and electricity in the Rankine cycle. In this way, the high exergy in the gasifier due to its very high temperatures is recovered more effectively, which results in an improvement in the overall thermal efficiency of the gasification process.
The cogeneration plant's calculated carbon utilisation of 71.5% (see Figure 3) is substantially lower than the figure of around 90% of the INL study (Harvego et al., 2008). The difference is due to the fact that all the HTR thermal energy is dedicated to syngas production in the INL study, whereas the current study only utilised a part of the HTR energy for hydrogen (and syngas) production and aimed to meet the gasifier oxygen demand instead. The rest of the HTR's thermal energy was used for electricity production. However, if all the electricity of the Rankine cycle is used for hydrogen (and syngas) production, the carbon utilisation increases to about 86%, which corresponds well with the approximately 90% carbon utilisation of the INL study (Harvego et al., 2008). These results are significant if compared to a conventional CTL process in which only about 30% of the carbon ends up in the product syngas (Harvego et al., 2008:5).
Usually, an acid gas removal plant is required to remove impurities and CO2 before the Fischer Tropsch process. It was therefore assumed that CO2 was available from the acid gas removal unit for use as a coal transport gas to the gasifier. The separation of CO2 from the syngas (for use as coal feed gas) resulted in a drop in CO2 mole fraction in the final product gas of 2.5% to 9.1%. According to the literature (Higman et al., 2003:176), the use of CO2 as coal transport gas only increases the CO2 fraction in the gasifier product from about 1% to 2%. This implies that some of the CO2 is converted back into CO and actually ends up in the final product. The conversion of CO2 occurs at very high temperatures in the gasifier through the reverse water gas shift reaction. In an increasingly carbon constrained world, the only other alternative would be to sequester the CO2 at high cost, and then only if a suitable carbon sequestration site is available. The use of CO2 as coal transport gas therefore provides an elegant way of reducing carbon emissions, while at the same time increasing the carbon utilisation of the process.
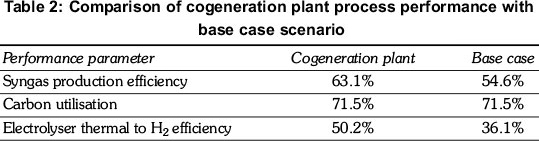
3.2 Base case process performance
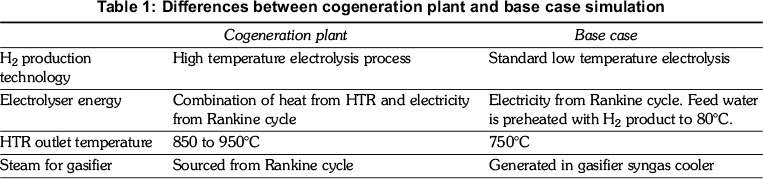
In order to evaluate the performance of the cogeneration plant, it was compared with a base case scenario. The base case was modelled, using an HTR reactor with a reactor outlet temperature of 750°C as energy source, coupled to mature technologies, namely low temperature electrolysis (LTE) units for hydrogen production, entrained flow gasification and water gas shift technology. The main differences between the base case and the cogeneration plant are listed in Table 1 and the comparative process performance is shown in Table 2. Note that the lower syngas production efficiency for the base case can be attributed to the lower thermal to hydrogen efficiency of conventional low temperature electrolyser technology compared with the high temperature electrolysis process.
3.3 Optimum HTR outlet temperature
An exergy analysis was performed to determine the optimum reactor outlet temperature for the maximum exergy (and thus energy) efficiency of the cogeneration plant. The influence of the reactor outlet temperature was mainly in the helium coolant loop, which includes the HTR, the hot intermediate heat exchanger and the main intermediate heat exchanger or steam generator (IHX). A flow diagram of the Aspen Plus® model of the helium coolant loop is shown in Figure 4.
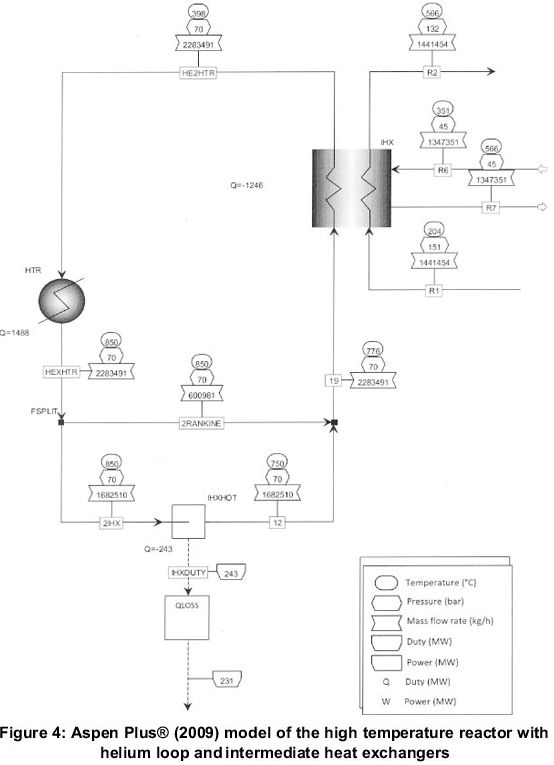
Although the process conditions in the helium loop resulted in a slight variation in the amount of heat transferred to the steam generator and therefore the amount of electricity produced, an exergy analysis over the helium loop is sufficient to capture the changes in exergetic efficiency of the whole cogeneration plant since all process parameters remain constant in the rest of the plant. This simplified approach could therefore be used as a means of determining the optimum HTR outlet temperature corresponding to the maximum overall cogeneration plant efficiency.
The exergy supply from the HTR, Xheat was calculated assuming an environmental temperature, T0 of 293 K.

where T is the HTR outlet temperature in degree Kelvin and the heat transfer rate from the HTR to the helium. The exergy destruction in the hot intermediate heat exchanger and steam generator was calculated as follows:

where Q' is the heat transfer rate through the intermediate heat exchanger or steam generator. Tin is defined as the temperature at which the heat is delivered to the specific heat exchanger in degrees Kelvin, while Tout is defined as the temperature at which the heat leaves the heat exchanger in degrees Kelvin.
The total exergy destruction in the helium loop was calculated using equation 4 and repeated for an HTR temperature of 850°C, 900°C and 950°C. The total exergy destruction in the helium loop for different reactor outlet temperatures is presented in Figure 5.
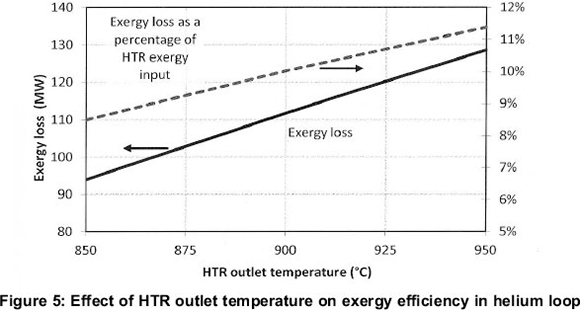
The results shown in Figure 5 clearly illustrate that the exergy loss in the helium loop increases with increasing HTR reactor outlet temperature. It can be seen in Figure 5 that the optimum HTR reactor outlet temperature for minimum exergy loss (and thus maximum energy efficiency) is 850°C. This is a significant result, considering the concerns raised about the safety of HTR reactors, especially at very high temperatures. The answer matches that of a recent study by INL that found the optimum HTR outlet temperature for the production of high temperature steam for electrolysis and hydrogen production to be 850°C (Gandrik et al., 2011). Note that 850°C is the minimum temperature at which the requirement for the high temperature electrolysis process of heat at 800°C can still be met, considering the presence of two intermediate heat exchangers.
3.4 HTR outlet temperature dependence study
According to the design basis of the cogeneration plant, the hot intermediate heat exchanger only provided enough heat to the water splitting unit to meet the gasifier oxygen demand. The aim of the cogeneration plant reactor outlet temperature dependence study was to produce as much oxygen as possible with the available high temperature heat from the HTR and measure its effect on the rest of the plant performance. As expected, more oxygen production with its associated hydrogen production requires lower water gas shift conversion of CO in the synthesis gas to meet a H2/CO ratio of 2 in the product gas. Although this results in a lower CO2 fraction in the product gas (and therefore higher carbon utilisation), it comes at a penalty of higher electricity requirement to the water splitting unit. Consequently, electricity supply to the grid will reduce with increasing carbon utilisation and will ultimately result in electricity import from the grid. The effect of the reactor outlet temperature on the thermal efficiency, carbon utilisation, oxygen production and electricity production of the cogeneration plant is shown in Figure 6. According to the simulation results, 92.1% of the carbon feed to the plant ends up in the product gas (in the form of CO) if the HTR outlet temperature is raised to 890°C. At an HTR outlet temperature of 900°C, the water gas shift unit is totally bypassed and not enough CO2 is available for the gasifier coal feeding system. It was therefore assumed that the highest feasible HTR outlet temperature for this study was 890°C, although the carbon utilisation can be improved even further if another source of CO2 was available.
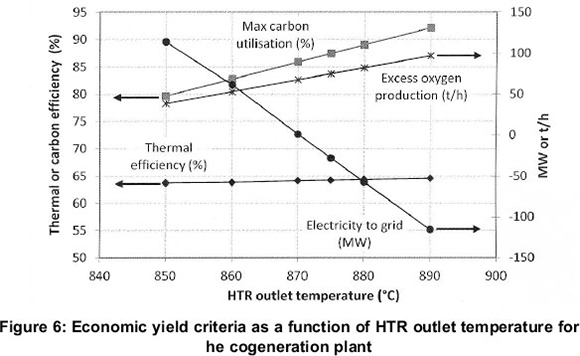
The thermal efficiency or syngas production efficiency of the cogeneration plant was calculated using equation 1 (refer to Figure 3). It is interesting to note in Figure 6 that the thermal efficiency of the plant is fairly stable between 64% and 65%, although it increases slightly at higher HTR outlet temperatures. The calculations confirm that the decrease in thermal efficiency due to lower electricity production is compensated for by additional syngas production. This trend follows the Carnot principle, with an increase in overall plant thermal efficiency as the heat addition temperature of the HTR increases relative to the environmental temperature. Note that oxygen is not a fuel, but only supports combustion and therefore has no calorific value. For this reason, the additional oxygen production does not contribute to the thermal efficiency of the plant.
The electricity demand and production was calculated as before. However, the combined electricity demand from the plant users and the electrolysis unit started exceeding the electricity supply from the Rankine cycle at an HTR outlet temperature of about 870°C. If additional electricity was required for the cogeneration plant users, it was assumed that additional electricity was available and could be imported from the electricity supply grid.
4. Conclusions
The investigation into the viability of an HTR assisted coal gasification process illustrated a compelling case for the integration of HTR technology with a coal gasification process. This is illustrated by the fact that the simulation results yielded significant improvements in both carbon utilisation and syngas production efficiency if compared to conventional CTL technology. It is predicted that an HTR coal gasification process will be feasible in the near future, provided that current technology development programs can demonstrate the viability of HTR and high temperature water splitting technology. The investigation generated a possible flow scheme for the process, based on an investigation of available technologies. The HTR coal gasification process was simulated successfully in Aspen Plus® (2009) and the model was used to perform various studies on the performance of the plant. The following main conclusions were made:
- The syngas production efficiency of the proposed cogeneration plant, based on the lower heating values of products and reactants, is 63.1%. This figure compares very well to similar studies by Harvego et al. (2008), which yielded a syngas production efficiency of around 65%. The results were also compared to a base case, which only included mature technologies, namely low temperature electrolysis technology and an HTR with an outlet temperature of 750°C, coupled to a Rankine steam cycle for power conversion. The syngas production efficiency is significantly higher than the base case value of 54.6%. The higher efficiency can mainly be attributed to the higher thermal to hydrogen efficiency of the high temperature electrolysis process compared to the low temperature electrolysis process. Note that in the debate around the safety issues of high temperature reactors, a reactor outlet temperature of 750°C is seen as proven technology and also the reason why the Chinese HTR-PM project aims to demonstrate its HTR concept at this reactor outlet temperature (Zhang et al., 2009).
- The nuclear assisted syngas from coal concept yielded carbon utilisation in excess of 71.5%. This is a significant improvement compared to traditional processes in which only about a third of the carbon ends up in the product. The improvement of carbon utilisation is attributed to the following:
- Carbon emissions from the coal fired power and process heat plants in a traditional CTL process are eliminated by replacing it with carbon neutral nuclear power as energy source.
- In addition, an approximately 20% reduction in the mole fraction of CO2 in the synthesis gas is achieved, compared with a traditional fixed-bed-dry-bottom gasification process. This reduction is accomplished by adding hydrogen to the syngas downstream of the water gas shift unit. The required H2/CO ratio for the Fischer Tropsch process is 2, which means that less CO needs to be converted to CO2 to produce hydrogen in the water gas shift reaction.
- If enough hydrogen is available, the CO2 in the syngas product can be lowered to approximately 2%. However, due to the energy intensive water splitting process, CO2 reduction will be achieved at an energy and cost penalty. The extent of the water gas shift reaction can be controlled to reduce the hydrogen requirement, although at a CO2 generation penalty.
- The optimum HTR outlet temperature for the nuclear assisted coal gasification process was found to be 850°C, which corresponds to the maximum exergy efficiency of the process. 850°C is the minimum temperature at which the steam electrolysis hydrogen production section's operating temperature of 800°C could be maintained (if a 25°C temperature drop over each of the two intermediate heat exchangers is assumed).
- Nuclear assisted syngas from coal can be designed to meet flexible energy demands by varying hydrogen, syngas and electricity production ratios. The most profitable operating regime will be influenced by the value of cogeneration plant products.
The detailed simulation of the acid gas removal unit downstream of the water gas shift unit was not part of the scope of the project. It was assumed that the CO2 from the acid gas removal unit was freely available for use as a coal transport gas in the gasification section, but in reality the electricity consumption within the acid gas removal unit will lower the syngas production efficiency slightly.
Recommendations
- Further development and demonstration of specific technology components within the HTR assisted coal gasification concept are still required, including the intermediate heat exchanger, the hydrogen production plant, as well as high temperature gas reactor technology.
- Conventional intermediate heat exchangers are susceptible to diffusion of radioactive hydrogen and tritium between the primary and secondary loops at very high temperatures. Consequently, radioactive material might end up in product streams if HTR technology is applied for industrial process heat applications. Currently, additional heat transfer loops and heat exchangers are required to provide a barrier against tritium migration. Unfortunately, additional heat transfer loops will result in severe exergy and thermal efficiency losses, as well as in extra capital costs. Heat transfer concepts for the intermediate heat exchanger have been suggested by the HTR consortiums, but lacks operational experience and will need to be developed further before HTR technology will be ready for implementation in process heat applications. A promising heat pipe type heat exchanger concept was suggested by Laubscher and Dobson (2012), which may provide an effective barrier against radioactive hydrogen and tritium diffusion through the intermediate heat exchanger. It is recommended that this concept should be investigated in more detail.
- The optimal HTR outlet temperature of 850°C was based on thermodynamic considerations. However, it is recommended that a detailed economic analysis should be performed to determine the optimum HTR outlet temperature more accurately. The economic analysis should include the effect of HTR outlet temperature on HTR size and configuration as well as operating and maintenance cost.
References
Aspen Plus® V7.1 2009. Aspen Technology . Fujiwara S., Kasai, S., Yamauchi, H., Yamada, K., Makino, S., Matsunaga, K., Yoshino, M., Kameda, T., Ogawa, T., Momma, S. & Hoashi, E. (2008). [ Links ]
Hydrogen production by high temperature electrolysis with nuclear reactor. Progress in Nuclear Energy 50: 422 - 426. [ Links ]
Gandrik, A., McKellar, M., O Nelson, L., Patterson, M., Robertson, E. & Wood, R. (2011). Optimum Reactor Outlet Temperatures for High Temperature Gas-Cooled Reactors Integrated with Industrial Processes. Idaho National Laboratory Next Generation Nuclear Plant Project. Report # INL/EXT-11-21537. [Online]. Available: https://inlportal.inl.gov/portal/server.pt/document/84003/optimum_reactor_outlet_temperatures_ for_high_temper-ature_gas-cooled_reactors_integrated_with_industrial_processes_pdf (28 November 2011). [ Links ]
Higman, C. & Van der Burgt, M. (2003). Gasification. Burlington: Gulf Professional Publishing. [ Links ]
Harvego, E.A., McKellar, M.G. & O'Brien, J.E. (2008). System analysis of nuclear-assisted syngas production from coal. Proceedings of the 4th International Topical Meeting on High Temperature Reactor Technology. Washington. 28 September - 1 October. [ Links ]
Kelly D. (2009). PBMR's new value proposition with expanded scope of application. Mechanical Technology, September 2009: 20-27. [ Links ]
Laubscher, R. & Dobson, R.T. (2012). Heat pipe heat recovery heat exchanger. Patent Pending. [ Links ]
Miller, A.I. & Duffey, R.B. (2005). Sustainable and economic hydrogen production from nuclear energy in competitive power markets. Energy 30: 2690-2702. [ Links ]
O'Brien, J.E. (2008). Thermodynamic Considerations for Thermal Water Splitting Processes and High-Temperature Electrolysis. 2008 ASME International Congress and Exposition. Boston. 31 October - 6 November. [ Links ]
Small Nuclear Power Reactors. [S.a.]. (Online). Available: http://www.world-nuclear.org/info/default.aspx?id=534&terms=htr-pm (16 March 2012). [ Links ]
Zhang, Z., Wu, Z., Wang, D., Xu, Y., Sun, Y., Li, F & Dong, Y. (2009). Current status and technical description of Chinese 2x250 MWth HTR-PM demonstration plant. Nuclear Engineering and Design 239(7): 1212 - 1219. [ Links ]
Received 29 March 2012


{kind=link}
{kind=link}