










Serviços Personalizados
Artigo
 Inglês (pdf)
Inglês (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
Indicadores

Links relacionados
-
 Citado por Google
Citado por Google -
 Similares em Google
Similares em Google
Compartilhar

 Permalink
PermalinkJournal of the South African Institution of Civil Engineering
versão On-line ISSN 2309-8775
versão impressa ISSN 1021-2019
J. S. Afr. Inst. Civ. Eng. vol.55 no.3 Midrand Jan. 2013
TECHNICAL PAPER
The integration of railway asset management information to ensure maintenance effectiveness
N J van der Westhuizen; P J Gräbe
ABSTRACT
The challenge to sustain railways depends on the ability to optimise the utilisation of the asset base. It demands the establishment of a continuous asset improvement process which requires maintenance personnel continuously to improve their understanding of the infrastructure's performance and the relevance of the configuration to this performance. A successful asset management process incorporates these elements and results in the optimisation of the infrastructure life cycle by extending useful life while minimising the operational interference, thereby increasing capacity. The effect of condition-based maintenance is illustrated, signifying how this maintenance strategy increases maintenance effectiveness (doing the right things at the right places), thus decreasing maintenance costs. It is apparent that with an increase in maintenance effectiveness, less time will be spent on maintaining assets, resulting in an increase of asset availability adding to the business objectives, allowing for an increase in operations. The paper demonstrates how condition-based and condition performance-based maintenance can enable railway organisations to save up to roughly 30% on their maintenance costs, while increasing capacity to approximately the same value.
Keywords: information integration, asset management, maintenance, continuous improvement, condition-based, condition performance
INTRODUCTION
Since the turn of this century, the Chair in Railway Engineering at the University of Pretoria, Transnet Freight Rail and Amtrak (USA) have collaborated on various infrastructure maintenance projects. During the course of these projects, the need to develop philosophies of railway infrastructure asset management became apparent. Some of the methods and processes that were developed and expanded over the years are presented here.
This paper supplements the work presented by Van der Westhuizen and Van der Westhuizen (2009) at the 28th Southern African Transport Conference. The first paper was an introduction to the literature, effective maintenance management models and the concept of continuous improvement and the current paper presents the results of the research.
The key to asset life cycle optimisation is a decision-support system for analysing maintenance requirements that will enable effective management (Van der Westhuizen 2012). In the case of a railway network, an asset base widely distributed over hundreds to thousands of kilometres has to be managed. It is known that the full potential of the existing railway capacity in South Africa and abroad is not completely utilised. According to Ebersöhn and Ruppert (1998), the industry needs to consider other approaches to create additional capacity and ensure better utilisation of available capacity.
This paper illustrates how condition information and its utilisation contribute to effective maintenance management, enabling maintenance managers and engineers to determine when and where to invest resources for optimum maintenance of the railway infrastructure.
RAILWAY: AN ASSET-CENTRIC BUSINESS
Asset-intensive businesses usually rely on distinctly different asset groups to be concurrently available to support operations. Historically, these asset groups were managed in "silos", concentrating on asset management challenges per responsibility group and neglecting the challenges to coordinate asset group availability to support service. Railway organisations have an even greater challenge considering the large areas over which they are required to deliver a service to customers. The decentralised nature of the railway networks that are traversed and maintained increases the complexities involved in managing the operational performance of the transport service effectively.
Since railways are the only transport business that typically own all the components to provide a transport service (railway infrastructure, rolling stock, as well as the train control), transparency of operations management information continues to gain momentum as a shared strategic goal for these business units.
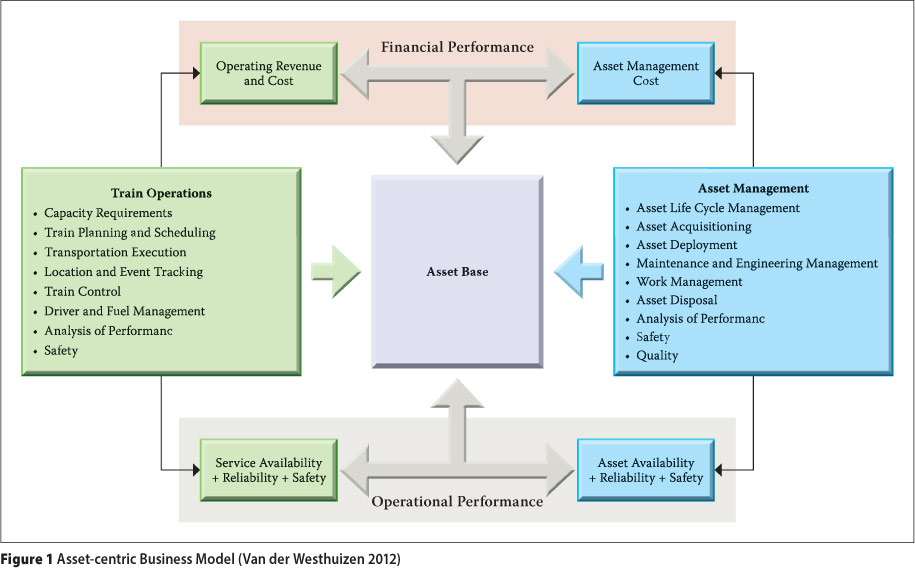
Railways should follow an integrated (between business units) and collaborative (strategic, tactical and operational) approach to cause-and-effect-based performance management. The authors favour an asset-centric approach, illustrated in Figure 1, whereby operations and maintenance are integrated elements of a system and need to be managed as such.
From the model it is evident that the traditional, historical approach of "silo" functional activity-centred organisations within the business is not effective and that there should be a paradigm shift in the business's way of thinking. Top-performing transport companies are distinguished by greater transparency of management information. They make better use of performance data and measurement technology, and have stronger communication channels between senior management and frontline employees. They also create more transparent and timely management reporting and planning processes to facilitate better fact-based decision-making to realise business objectives (Van der Westhuizen 2012).
It is also noted that a paradigm shift from a "silo" functional activity-centred organisation will not be achieved through the transparency of information only, but will also be influenced by coordination between stakeholders, as well as commercial and/or regulatory changes related to the business.
ASSET AND MAINTENANCE MANAGEMENT
In general, asset management can be defined as a holistic approach within the entire organisation to improve its objectives. In other words, it ensures that performance-improvement initiatives are a collaborative effort across the strategic, tactical and operational levels in the organisation. Maintenance management is therefore defined as one of many elements within the asset management approach.
Asset management
According to Mitchell (2007), Physical Asset Management has a single objective, namely to increase the value and return delivered by the physical assets. It then follows that Physical Asset Optimisation is a programme or business initiative focusing on and determined by opportunities to create value in different areas. These opportunities can include aspects such as the reduction of cost and the improvement of availability or capacity. From this it can be appreciated why this approach requires a close partnership or synergy between production/operations (the asset owner) and maintenance/engineering (the asset caretaker).
Woodhouse (2001) defined asset management as a group of tools, processes, methods and disciplines that are used to optimise the service life cycle of a physical asset. Peterson (2007) described asset management as a process for asset-care decision-making.
Some aspects that were identified to improve the required service objectives for asset management optimisation are listed below (Mitchell 2007; Peterson 2007; Woodhouse 2001):
■ Improve production availability
■ Increase production
■ Reduce operating cost
■ Increase asset effectiveness
■ Increase reliability and quality
■ Develop and use flexible and reliable processes
■ Improve efficiency.
These considerations all support the authors' viewpoint that asset management is a process of continuous improvement. Continuous improvement will ensure that asset-centric businesses apply and implement a business initiative process to optimise the asset with a single tangible result in mind, namely to maximise the value and return delivered by the physical assets.
Maintenance management
Maintenance can be defined as the care, correction and servicing of assets and their components. The purpose of these interventions is to ensure the satisfactory operation of the assets and their components before physical or functional failure, or before major defects develop that could influence the effectiveness of operations. In short, maintenance can be defined as asset care. It ensures the availability and capacity required by the asset owner from the assets to deliver either a product or a service, depending on the business objective (Mitchell 2007).
According to Mitchell (2007) and Peterson (2007), the benefits of asset care within the asset-optimisation process include, but are not limited to:
■ Reducing incidents
■ Increasing utilisation
■ Improving quality
■ Maximising effectiveness
■ Reducing and minimising failures
■ Reducing operating and maintenance costs
■ Reducing the need for spare parts
■ Setting operational and maintenance goals.
It is therefore clear that, if maintenance or engineering partners synergistically with operations, value will be added to the operational profit. Maintenance should therefore become a core management responsibility within the asset-centric business, and the continuous participation of maintenance in the business decision-making and production process is not negotiable.
Maintenance management life cycle
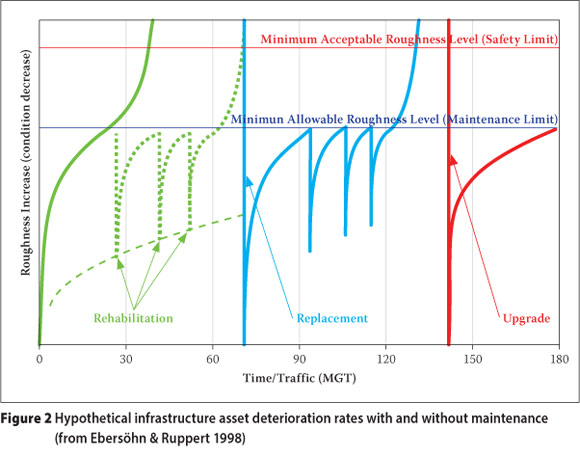
Ebersöhn and Ruppert (1998) pointed out that infrastructure assets deteriorate under operational loads and various environmental conditions, requiring maintenance to ensure their availability for the required operations at an operational standard.
As part of the decision-making process, the maintenance manager should select among the following maintenance options, based on different maintenance strategies, to provide affordable assets of a required operational standard:
■ Rehabilitation is required to maintain or restore the facility at or to a serviceable condition or status (e.g. reprofiling the rail, realigning the track or painting a steel bridge). These actions are typically reflected as operating expenses.
■ Renewal is the replacement of the structure or its components with comparable new structures or components when condition and reliability improvements are required (e.g. replacing a worn rail with a new rail or resurfacing a road). These are typically reflected as capital expenses.
■ Upgrading is the reconstruction of equipment, components or facilities to improve or enhance their physical functionality. It is implemented when enhanced performance and reliability are required (e.g. replacing the track structure with stronger sleepers and heavier rail or improving the substructure to carry heavier loads). These are typically reflected as capital expenses.
To illustrate the maintenance management life cycle, a hypothetical example of infrastructure asset deterioration trends is shown in Figure 2. The graphs illustrate the effects of various maintenance activities on asset performance. These are represented by changes in the asset's roughness (an indication of condition) over its life cycle, with respect to the traffic volume or million gross tonnes (MGTs) which can be transposed into time.
Maintenance management process
Mitchell (2007) argues that leaders within asset-centric businesses consider maintenance as an integral part of the operations and business processes, thereby generating and adding value to the business. The importance of a well-defined and well-documented maintenance process to assist in the delivery of the business objectives cannot be overstressed. Dunn (1997) categorises the maintenance management decision-making process into six phases:
1. Work identification
2. Work planning
3. Work scheduling
4. Work execution
5. Recording work history
6. Analysis
At the end of the sixth phase, a feedback loop follows, whereby the decision-making process restarts at Phase 1 with the identification of new maintenance requirements.
CONTINUOUS IMPROVEMENT PROCESS: EFFECTIVE MAINTENANCE MANAGEMENT MODEL
The maintenance management process explained above relates to the familiar management philosophy, Theory of Constraints (Goldratt 2004). It states that at any given point in time, at least one constraint limits the performance of the system. As the process repeats itself over time, the constraint may change, but the same constraint may also reappear over time.
The authors designated this step as "continuous improvement"; it is the platform where opportunity arises to improve the existing and/or current methods and strategies for asset management optimisation (Van der Westhuizen 2012).
Ebersöhn and Ruppert (1998), as well as Woodhouse (2001), include these phases in their maintenance cycle. At first these phases seem somewhat different, but the principles of maintenance management are clarified when the maintenance process models are analysed. The fundamentals of the maintenance management process are therefore confirmed. The continuous improvement maintenance process, as extended from the basic maintenance management process by Dunn (1997), is presented in Figure 3.
MAINTENANCE STRATEGIES
Within maintenance, asset management optimisation requires a combination of maintenance strategies to minimise maintenance interference and failures. Typical and well-known maintenance strategies used for asset optimisation include:
■ Corrective maintenance
■ Planned/routine maintenance
■ Condition-based maintenance.
The advantages of progressing from reactive or corrective maintenance to condition-based maintenance are appreciated by industry and result in increased effectiveness, as well as a decrease in maintenance costs.
Corrective maintenance
"Fix it when it breaks!" would be the layman's term for corrective maintenance. Mitchell (2007) describes corrective maintenance as encompassing problems usually identified by production and/or operations. In the railways industry, examples of corrective maintenance include:
■ Derailments
■ Rail breaks
■ Earthwork slips
■ Wash-away of substructure components
■ Signalling or electrification failures. The corrective maintenance tactic is by far the most costly and must be minimised to increase effectiveness and at the same time decrease operational cost. Corrective maintenance has a direct relationship with uncertainty. It is therefore apparent that an organisation utilising a corrective maintenance tactic to deal with a high number of occurrences will have a high uncertainty value, impacting negatively on the reliability of operations, service delivery and operational profits. It addition, corrective maintenance often leads to downtime in production, thereby limiting the capacity available to deliver the required service.
Preventive maintenance
Preventive maintenance includes both routine-based and condition-based maintenance, and forms the basis for the maintenance approach followed in this paper. Preventive maintenance can be defined as a tactic that is applied to mitigate failure. In contrast to corrective maintenance, preventive maintenance assists in reducing long downtimes, thereby ensuring the availability of capacity, a decrease in uncertainty and ultimately an increase in reliability and service delivery.
Routine-based maintenance
Routine-based maintenance is performed at time-based intervals, which can be either calendar-based or operating time-based. Note that in some cases, routine-based maintenance might include unnecessary maintenance activities, as they will not improve asset reliability. This translates into over-maintained assets, increasing the operational cost and therefore impacting negatively on the operational profit. Mitchell (2007) confirms this notion by stating that only up to 20% of failures are time base-related in the maintenance industry. Therefore, 80% of routine-based maintenance can be regarded as ineffective and unable to prevent failures. Under extreme circumstances, routine-based maintenance can even introduce failures.
This idea is consistent with that of Selig and Waters (1994) with regard to railway ballast maintenance utilising a tamping machine. They explain that the tamping action breaks down the ballast and introduces some additional functional failures of the ballast properties. These include:
■ Ballast bed loosening, resulting in further settlement with additional traffic
■ Initial reduction in vertical and horizontal resistance
■ Increasing the degree of settlement as the ballast deteriorates.
Condition-based maintenance
After reviewing routine-based maintenance, it is apparent that some assets are "over-maintained" due to ineffective maintenance activities. Condition-based maintenance was therefore born out of the need to reduce fruitless over-maintenance and can be defined as having the objective to maintain the correct asset/equipment at the right time, thereby ensuring optimal levels of efficiency. As maintenance effectiveness increases, reliability and production increase, resulting in a decrease in the overall maintenance costs.
RAILWAY TERMINOLOGY
This section focuses on railway terminology and presents the fundamentals of permanent way condition parameters which will facilitate a high-level understanding of the components' functions. It forms the basis of the decision-making analysis (explained later in the paper) to ensure effective maintenance, assisting the business in optimising the management of its assets. This section summarises the basics of rail track components as given by Selig and Waters (1994).
Track geometry terminology
Track geometry refers to the location each rail occupies in space. Track in the longitudinal direction is composed of various track characteristics, such as straight or tangent sections, horizontal curves (transition and circular curves) and vertical curves.
In practice, deviations (i.e. mid-chord offsets) from the design geometry are measured to determine the condition of the track geometry. These deviations contribute to the roughness of the track which determines the riding quality of the right-of-way. Roughness occurs for a large diversity of reasons and root-cause analysis is required to determine the reason(s) for these irregularities. The calculation of track roughness will be discussed later. In general, deviations from the original track design geometry occur due to:
■ Variation of the substructure construction and therefore its stiffness
■ Overloading of the track structure compared with the design load
■ Localised weak spots in the track structure
■ Track discontinuities, such as block joints, level crossings and turnouts.
The projection of the track geometry onto various planes (see Figure 4) enables track geometry parameters to be specified. These parameters can be measured and used to determine the condition of a track, highlighting areas with irregularities and requiring maintenance input.
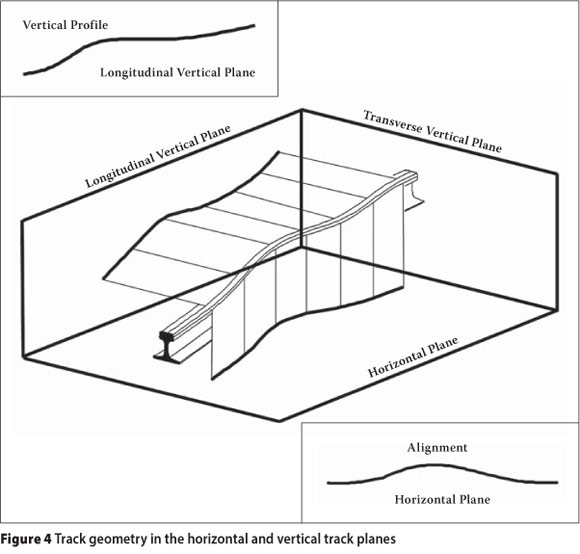
Track geometry parameters are grouped as parameters in the horizontal, longitudinal, vertical, transverse vertical and track plane (located 15 mm below the top of both rails along the track centre line) and are described in the following sections.
Track geometry in the horizontal plane
The horizontal plane (see Figure 4) represents the track geometry parameter "alignment". Alignment represents a rail with a line along the rail gauge side, 15 mm below the top of the rail. The design alignment of a track is measured in terms of the absolute geometrical location of the track in the horizontal plane. Mid-chord offset measurements of the alignment are also referred to as "versine measurements".
Longitudinal vertical track geometry
The longitudinal vertical track geometry is called the "vertical profile". Vertical profile is the projection of each rail onto the longitudinal vertical plane, as indicated in Figure 4. The line along the top of the rail is used for the projection.
The design longitudinal profile is measured in terms of the absolute elevation of each geometrical location of the longitudinal profile. These geometrical locations define the absolute vertical space curve. Mid-chord offset measurements of the vertical profile are also referred to as "top measurements".
Track geometry in the transverse vertical plane
The transverse vertical plane describes two parameters that need to be managed by maintenance managers. These parameters, "superelevation" and "twist", are indicated in Figure 5.
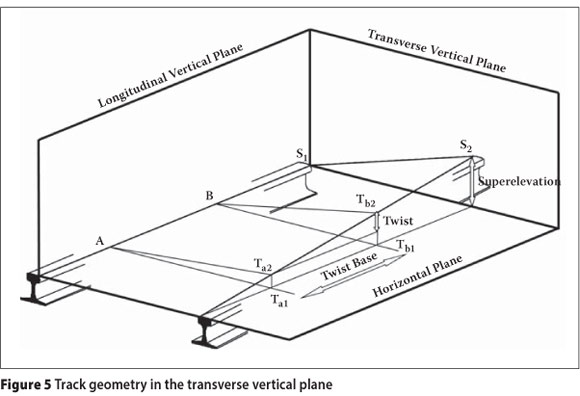
Superelevation is the difference in elevation between a point on one rail (Si) and a point on the other rail (S2) measured along a line perpendicular to the track centre line, as indicated in Figure 5.
Twist is the difference in elevation of two points, one on either rail (Tal and Ta2 at position A, and Tbl and Tb2 at position B), a fixed distance apart along the length of the track, as indicated in Figure 5. The distance between the two points (A and B) is referred to as the "twist base".
Condition data
Track geometry assessment data are usually automated condition assessment data recorded by a track geometry car (e.g. the IM2000 in the case of Transnet Freight Rail). Numerous track geometry parameters can be measured to determine the condition of the track, thus revealing the health of the track structure. The track geometry condition assessment vehicle records these parameters at intervals of between 250 mm and 2 000 mm, depending on the parameter measured. A list of the parameters obtained and relating to the terminology discussed above is as follows:
■ Vertical profile left and right
■ Horizontal alignment left and right
■ Superelevation
■ Twist
■ Gauge
■ Curvature (indication of the radius)
■ Radius
■ Roughness profile left and right
■ Roughness alignment left and right.
Track roughness
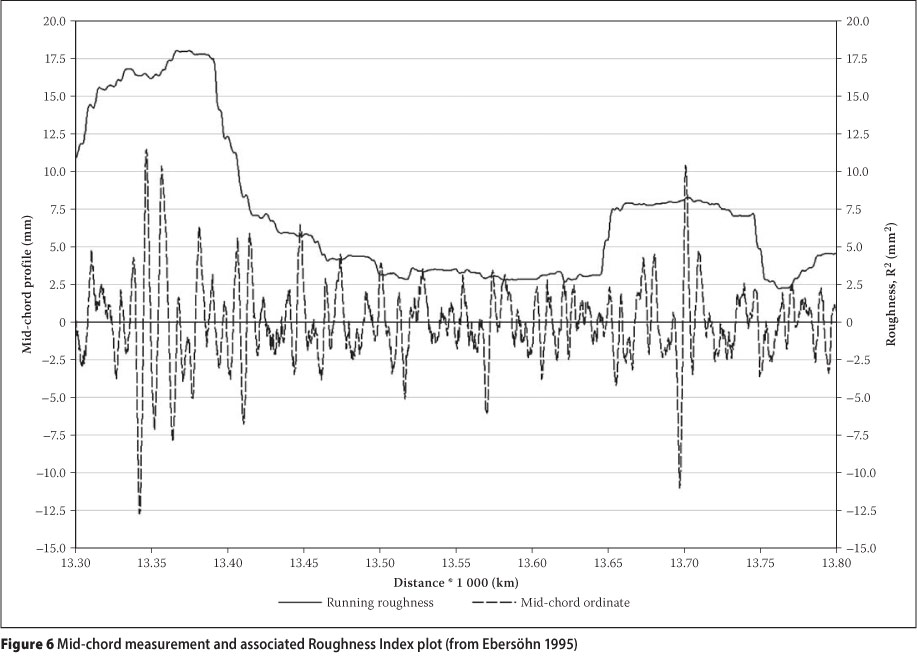
Track roughness is the sum of squares with variable summation lengths. This condition index was developed by Ebersöhn (1995) and is expressed in Equation (1) below:

where:
n = number of measurements in the summation length
di = the mid-chord measurement for profile and alignment and the deviation from a target value for cant, twist and gauge.
From Equation 1 it is clear that the Roughness Index is a variation measurement of the specific condition parameter under consideration.
As an example, the mid-chord measurements for a length of track including a good and a poor section are plotted in Figure 6. The corresponding running roughness was calculated using the mid-chord measurement values and a 50 m calculation length. The beginning and end of the good and poor sections can be clearly identified in the roughness plot.
CONDITION ANALYSIS: CONDITION-BASED AND CONDITION PERFORMANCE-BASED MODELS
For tamping optimisation, track geometry condition measurement data are used to determine the condition of a track, indicating areas with irregularities requiring maintenance input. According to Grâbe and Maree (1997), the most important maintenance parameters that will influence the condition of track geometry related to tamping are the standard deviations of vertical profile and horizontal alignment. To demonstrate the different condition analysis models, a section of track on the Natal mainline between Pietermaritzburg and Durban in South Africa (number 1 line) was used.
To establish the effectiveness of condition-based maintenance compared with the generally accepted routine-based strategy, two tamping algorithms (condition-based and condition performance-based) were used to assist in the optimisation of the track tamping activity.
Condition-based model
The condition-based model assists in identifying maintenance requirements based on condition parameters that can be defined by the user. The condition-based algorithm consists of the following steps:
■ The selection of up to five track geometry condition assessment parameters to calculate a condition index. Each parameter can be multiplied by a weighted average, and these values are added to produce a single condition index.
■ A variable maintenance intervention limit parameter is used to identify all areas where the condition index calculated exceeds the intervention limit.
■ A variable cluster length is used to cluster maintenance areas into one group if the area not requiring maintenance between identified maintenance areas is less than this length.
■ There is an option to include radius configuration data to ensure that the result is applied to the full extent of curves, thereby preventing undesirable, partial remedial work in curves.
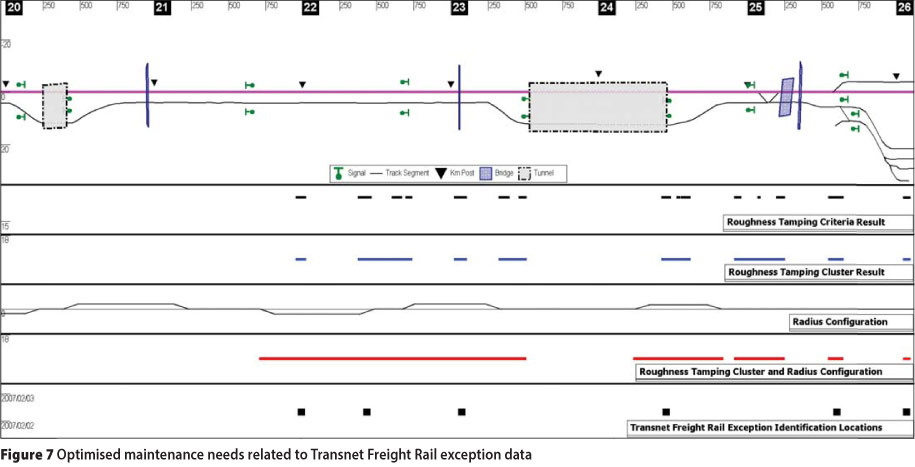
By using condition-based maintenance intervention limits and the analysis of condition data, the decision-maker is provided with a list of areas identified as requiring maintenance. From this list, effective maintenance actions can be identified and optimised according to maintenance activity rules, thus ensuring optimisation of the maintenance activity type. The authors focused on optimising track tamping and the results obtained from the condition-based algorithm, applied to a section of track, are presented in Figure 7.
From Figure 7 it is clear that the calculated maintenance intervention limits and the maintenance needs process result in an optimised and continuous maintenance action (tamping), compared with the scattered maintenance exception data. This confirms that the model will provide a result that will ensure that the majority of exceptions are attended to during the execution of maintenance activities. The condition-based algorithm also demonstrates that the analysis model can be used to identify effective maintenance management actions.
Condition performance-based intervention maintenance needs
A new method, termed "condition performance-based intervention", has been developed by the authors. The proposed method will assist in the continuous improvement of track geometry conditions. The model assists in identifying maintenance needs through the identification of areas where the condition is deteriorating at a rate above a specified intervention limit. A condition index is calculated through two condition parameters,  which can be defined by the user to provide agility to the maintenance identification requirements. These two parameters are subtracted from each other to determine the rate of change over a period; this results in the Condition Performance Index (CPI), also known as Delta Roughness. In areas where the CPI is greater than zero, the condition has deteriorated from the previous assessment at a rate equivalent to the CPI value and they represent areas requiring maintenance input. If areas have been maintained effectively, the CPI values will be negative, signifying that these areas have improved, resulting in an overall improvement of track quality for the section.
which can be defined by the user to provide agility to the maintenance identification requirements. These two parameters are subtracted from each other to determine the rate of change over a period; this results in the Condition Performance Index (CPI), also known as Delta Roughness. In areas where the CPI is greater than zero, the condition has deteriorated from the previous assessment at a rate equivalent to the CPI value and they represent areas requiring maintenance input. If areas have been maintained effectively, the CPI values will be negative, signifying that these areas have improved, resulting in an overall improvement of track quality for the section.
If this process is continuously implemented, the total track quality will improve over time, until it reaches its optimum condition (at which it cannot be further improved). Thereafter it will only be necessary to sustain the optimum condition.
The CPI methodology is described in the following process:
■ Step 1a: Compare year-on-year roughness data by subtracting the consecutive yearly condition assessment data from each other to determine the areas that have deteriorated over the past year. The result is presented in the Equation (2):

where:
∆R2 = rate of change in the Condition Performance Index (CPI), also known as the Delta Roughness. All values smaller than zero indicate an improvement.
 = roughness condition index for the period n-1
= roughness condition index for the period n-1
 = roughness condition index for the period n.
= roughness condition index for the period n.
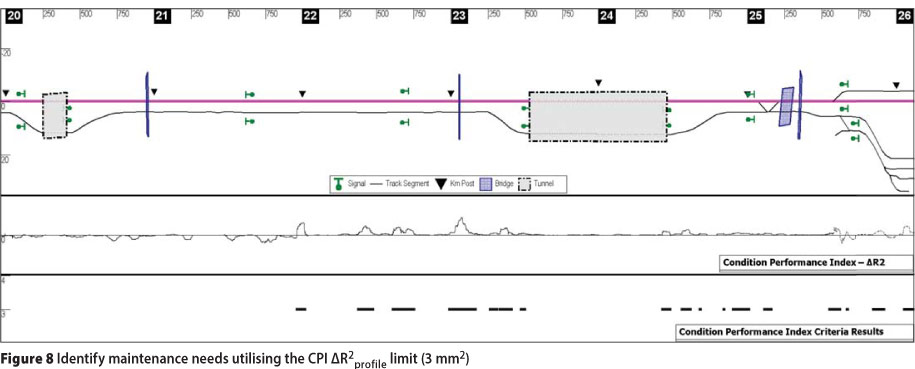
■ Step 1b: Identify maintenance needs using
the ∆R2profile tamp and ∆R2alignment tamp intervention limits. An intervention limit of 3 mm2 is used in this case (see Figure 8).
■ Step 2: Use a cluster length to ensure that where maintenance needs are identified for distances smaller than the defined cluster length, these needs will be optimised to group them together. A cluster length of 200 m is used (see Figure 9).
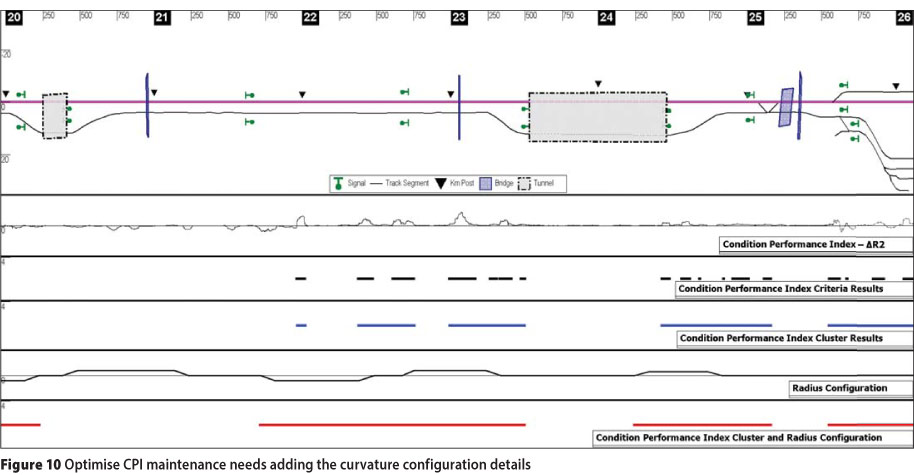
■ Step 3: After this result, use the radius configuration information to ensure that if a portion of a curve needs tamping, the result will be extended to include the total curve (see Figure 10).
■ Step 4: Compare ∆R2profile and ∆R2alignment and determine the tamping requirements to ensure that all needs are attended to.
■ Step 5: Compare the condition-based and condition performance-based analyses and develop a holistic final tamping requirement plan.
RESULTS OBTAINED FROM ANALYSIS
The results are based on and evaluated against the generally accepted routine-based maintenance strategy used by the railway industry.
Baseline routine maintenance
In Transnet Freight Rail, most tamping requirements on a network level are routine-based, determined by an equation published by Hall (1985). To determine the time interval requirements for tamping, the equation uses the traffic characteristics of a section, as indicated in Equation (3):

From the above, the MGT (million gross tons) per annum on the section used in the study (Pietermaritzburg-Durban line) amounts to 18 MGT. Using Equation (3), an interval of approximately 11.5 months is calculated. Pragmatically, it is decided to make the routine-based maintenance interval on this section exactly one year.
In addition to routine-based maintenance, Transnet Freight Rail's body of knowledge requires a double tamp action on all curves, as well as tamping of switches (turnout) using a switch-point tamper. One switch point is estimated to be equivalent to 400 m of mainline tamping.
From the analysis it is determined that there are 81 switches on the number one line. This is equivalent to 32.4 km of mainline tamping. Using these figures, the routine tamping requirements can be summarised as shown in Table 1.
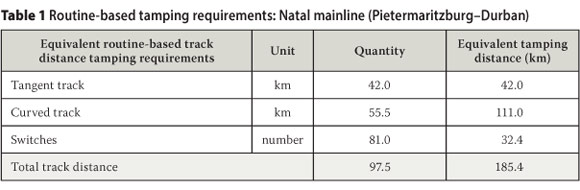
It is calculated that at an anticipated tamping rate of 5 km per day, the yearly tamping maintenance activity can be conducted in 38 days.
Condition-based maintenance
A summary of the condition-based (R2) tamping maintenance model, as determined from the integration of the condition-based analyses, is provided in Table 2. The results presented are an integrated (combined) result obtained from the analysis of the R2alignment and R2profile condition parameters. The method for determining the maintenance criteria (intervention limits) used in this analysis is discussed in more detail by Van der Westhuizen (2012).
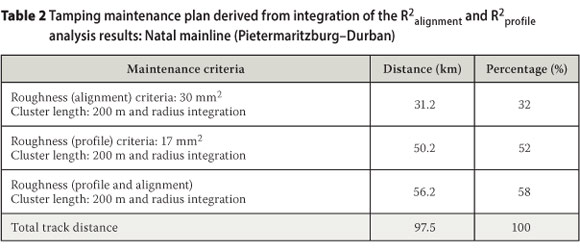
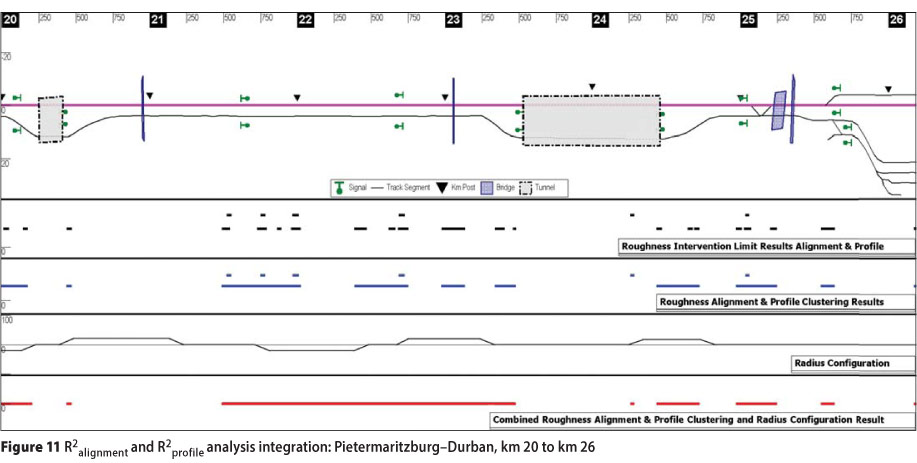
Figure 11 presents the integrated R2alignment and R2profile results in Transnet Freight Rail's Infrastructure Asset Maintenance Management System for the Pietermaritzburg-Durban mainline section from km 20 to km 26.
As shown in Table 1, it is evident from the condition-based (R2) maintenance model that only 56.2 km (58%) of the total track distance requires maintenance, subsequently improving maintenance effectiveness by 42% compared with the baseline routine-based maintenance strategy.
Condition performance-based maintenance
A summary of the condition performance-based (∆R2) tamping maintenance model, as determined from the integration of the condition performance-based analysis, is provided in Table 3. The results presented are an integrated (combined) result obtained from the analysis of condition parameters ∆R2alignment tampingand ∆R2profile tamping.
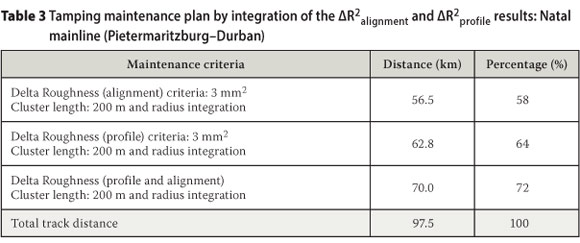
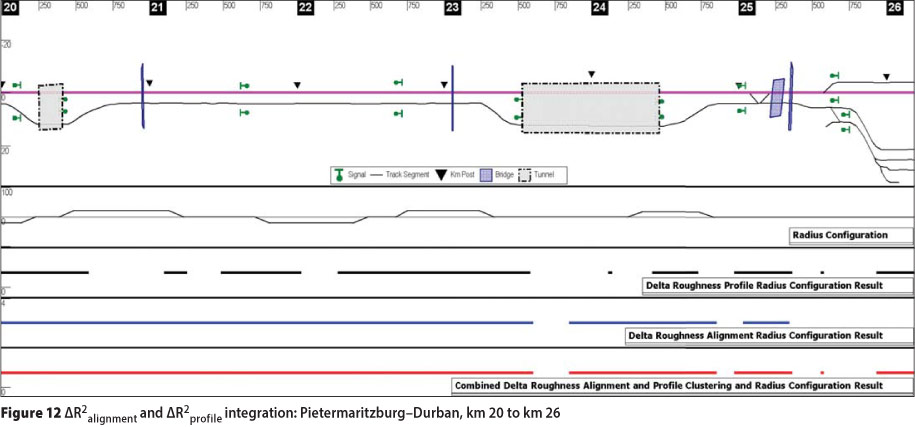
Figure 12 presents the integrated ∆R2alignment and ∆R2profile results in Transnet Freight Rail's Infrastructure Asset Maintenance Management System for the Pietermaritzburg-Durban mainline section from km 20 to km 26.
It is evident from Table 3 that 70 km (72%) of the total track route distance requires maintenance according to the condition performance-based maintenance (∆R2) model, which is an increase of approximately 25% compared with the condition-based model (56.2 km or 58% of the total track distance).
The condition performance-based maintenance approach decreases the tamping distance from 97.5 km to 70.0 km, resulting in a maintenance effectiveness improvement of approximately 28% compared with the baseline routine-based maintenance strategy.
INTEGRATING THE CONDITION-BASED AND CONDITION PERFORMANCE-BASED MAINTENANCE MODELS
Table 4 presents a summarised view of the integration of the two maintenance models, condition-based (R2) and condition performance-based (∆R2) maintenance. The integration of the results provides a combined maintenance tamping model, ensuring a holistic approach to the maintenance needs and thereby optimising the maintenance requirements.
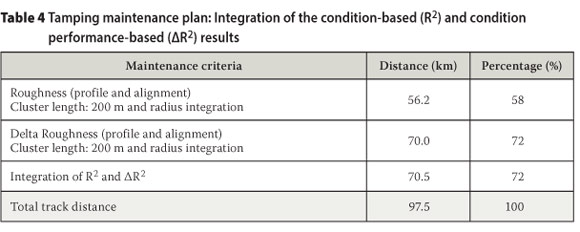
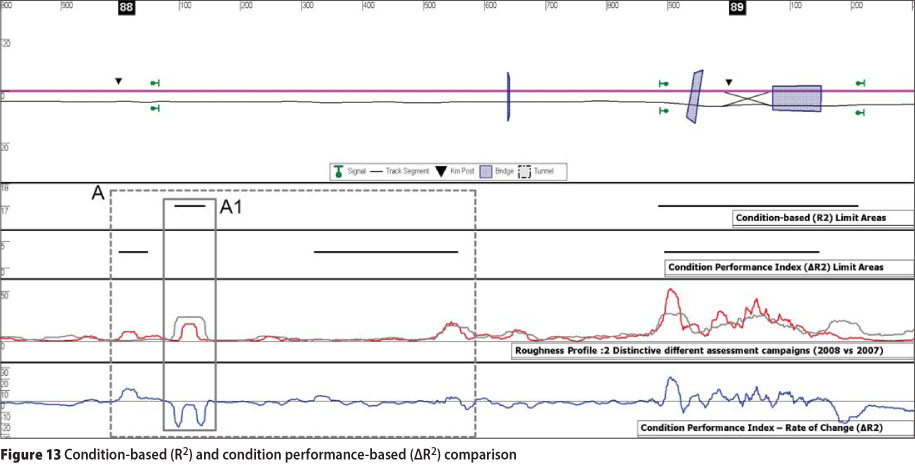
From Table 4 it is evident that when integrating the condition-based (R2) and condition performance-based (∆R2) maintenance tamping models, the increase is virtually negligible. When analysing the results as presented in Figure 13 it is, however, evident that both models are required. From the area denoted by A it can be seen that at location A1 (solid grey block), there is an improvement in the condition over the period under consideration (condition performance-based ∆R2 is smaller than zero), resulting in no maintenance requirements in the condition window denoted by the Condition Performance Index (∆R2) limit areas. However, at the same location, the condition-based maintenance intervention analysis (R2) indicates (condition window denoted by condition-based (R2) limit areas) that a deficiency at this location is present and requires maintenance input.
In many instances, the areas identified as requiring maintenance, determined from both analysis methods (condition-based (R2) and Condition Performance Index (∆R2)), correspond.
The authors suggest using the two condition analysis models in phases. These will depend on the maturity level of the railway's asset management in utilising condition-based maintenance planning practices. Firstly, it should be ensured that the basics have been implemented successfully, focusing on the condition-based model. As soon as maturity has been reached in preventive condition-based maintenance (R2) planning, the railway can advance to the next level of predictive/proactive condition performance-based (∆R2) maintenance planning and the integration of the two models.
Table 5 compares the optimised condition performance-based tamping requirements and the baseline routine requirements, and also gives an indication of the effectiveness of the former method in terms of estimated savings potential.
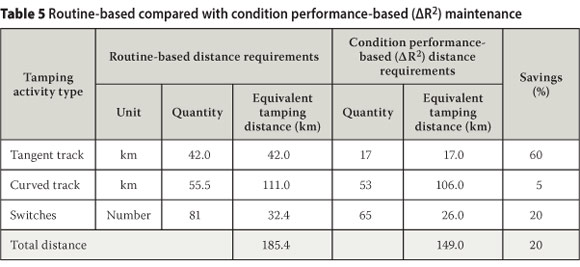
It is apparent from the information in Table 5 that the combination of condition performance-based maintenance strategies and a sound maintenance management process results in maintenance effectiveness and a reduction in maintenance costs. The information presented suggests a reduction in maintenance requirements, allowing an increase in track availability. This could be anticipated as less time is required to maintain the track, resulting in more time available for operation and thus an increase in production capability.
CONCLUSIONS
A maintenance management process model was developed to assist with effective decision-making on maintenance requirements. The maintenance management model is referred to as the Continuous Improvement process. This process (a systematic approach) ensures that constraints and changes are continuously taken into account, assisting in the optimisation of the railway's asset management process. It enables an organisation to continuously improve the current maintenance strategies, intervention limits and maintenance processes.
The maintenance management process consists of numerous procedures based on condition analysis of the assets. Two tamping analysis models, namely the condition-based and condition performance-based models, were introduced as part of this procedure and resulted in methods that add value in determining preventive and proactive maintenance requirements. The authors suggest using the two condition analysis models in phases, depending on the maturity level of the railway's asset management in using condition-based maintenance planning practices.
The results of the integration of the condition-based and condition performance-based maintenance methods are increased maintenance effectiveness (doing the right things) and consequently a decrease in maintenance costs. From this follows less maintenance time, increased availability of assets, value adding to the business through increased available capacity and, ultimately, an increase in production capability. This corroborates the asset management optimisation philosophy of Mitchell et al (2007) - maximising return on investment.
In summary, the analysis indicates that use of the condition analysis models will increase the effectiveness of the maintenance management process. By implementing a condition-based and condition performance-based maintenance strategy, the railway organisation can achieve a total maintenance cost reduction of approximately 20% and an increase in asset availability of approximately 21%. In this study, the cost reduction for the study area analysed was restricted to 20% due to the significant length of curves present in the railway line. The authors are of the opinion that by implementing condition-based and condition performance-based maintenance, railway organisations could save up to 35% on maintenance costs while increasing capacity by approximately the same percentage.
ACKNOWLEDGEMENTS
The following people and organisations are gratefully acknowledged for their contributions in supporting this research:
■ Dr Willem Ebersôhn for co-supervising the research and initiating the philosophies behind some of the work presented in this paper.
■ Mr Danie Barnard and Mr Pierre Lombard for their encouragement and assistance in completing the study.
■ Transnet Freight Rail, e-Logics, Esteq Engineering and the National Research Foundation (NRF) of South Africa for sponsoring this research as part of a THRIP project.
REFERENCES
Dunn, S 1997. Implementing a computerized maintenance management system. Why most CMMS implementations fail to provide the promised benefits. Proceedings, Maintenance in Mining Conference, Sydney, Australia, July. [ Links ]
Ebersôhn, W 1995. Substructure influence on track maintenance requirements. PhD thesis, University of Massachusetts at Amherst. [ Links ]
Ebersôhn, W & Ruppert, C J Jr 1998. Implementing a railway infrastructure maintenance system. Proceedings, Conference on Railway Engineering 1998, Rockhampton, Australia, September, pp 200-210. [ Links ]
Goldratt, E M 2004. The Goal: A Process of Ongoing Improvement, 4th edn, Great Barrington, MA: North River Press. [ Links ]
Grâbe, PJ and Maree, J S 1997. Use of a dynamic track stabiliser to improve track maintenance and optimisation of track tamping. Proceedings, 6th International Heavy Haul Association Conference, Cape Town. [ Links ]
Hall, B E 1985. Richards Bay coal line improvements: Formation design and upgrading. Civil Engineer in South Africa, March: 147-158. [ Links ]
Mitchell, J S 2007. Physical Asset Management Handbook, 4th edn, Houston, Texas: Clarion Technical Publishers. [ Links ]
Peterson, S B 2000. Implementing asset management. Proceedings, 2000 International Joint Power Generation Conference, Miami Beach, Florida, July, pp 1_6. [ Links ]
Peterson, S B 2007. Maintenance around the planet. Uptime Magazine, December: pp 8_14. [ Links ]
Selig, E T & Waters, J M 1994. Track Geotechnology and Substructure Management. Thomas Telford, London, UK. [ Links ]
Van der Westhuizen, N J & Van der Westhuizen, J 2009. Optimisation of railway asset life cycle performance through a continuous asset improvement process as part of the maintenance management programme. Proceedings, 28th Southern African Transport Conference (SATC 2009), Pretoria, 6-9 July, pp 587-599. [ Links ]
Van der Westhuizen, N J 2012. The integration of railway condition monitoring technologies to establish continuous track asset management improvement. MEng dissertation, University of Pretoria, Pretoria. [ Links ]
Woodhouse, J 2001. Asset Management. The Woodhouse Partnership Ltd., February. [ Links ]
 Contact details:
Contact details:
Director: Transportation and Infrastructure e-Logics (Pty) Ltd
POBox 11510
Hatfield
0028
South Africa T: +27 12 667 323"
F: +27 12 667 3262
E: jackie@e-Logics.co.za
Contact details:
Chair in Railway Engineering Department of Civil Engineering University of Pretoria
0001
South Africa
T: +27 12 420 4723
E: hannes.grabe@up.ac.za

JACKIE VAN DERWESTHUIZEN (BEngCM Engineering; BEng Hons Management of Technology; and MEng Transportation Engineering) is employed bye-Logics (Pty) Ltc as Director Transportation & Infrastructure and Is a part-time lecturer atthe University of Pretoria n railway engineering. He focuses on the transportation and infrastructure industry, anc other asset-intensive businesses. He Is recognised as a subject matter expert n asset management, specifically In asset life cycle performance and cost optimisation, strategy and process engineering. He has worked at large public sector infrastructure owners, in addition to consulting and contracting to the private sector. His experience extends to national and loca government, including projects in Mozambique, Kenya and the USA. He is a member of the US Transportation Research Board's Railway Maintenance Committee (AR 060).

PROF HANNES GRÄBE Is a professional civl engineer with 19 years' experience in track technology, geotechnology, advanced aboratory testing, field investigations, maintenance models and numerical analysis of track structures. He is employed by the University of Pretoria as Associate Professor: Chair in Railway Engineering where he lectures undergraduate and postgraduate courses in Railway Engineering. He is also responsible for railway research, as well as continued professional education n the form of short courses presented to industry.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}