










Servicios Personalizados
Articulo
 Inglés (pdf)
Inglés (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
Indicadores

Links relacionados
-
 Citado por Google
Citado por Google -
 Similares en Google
Similares en Google
Compartir

 Permalink
PermalinkJournal of the South African Institution of Civil Engineering
versión On-line ISSN 2309-8775
versión impresa ISSN 1021-2019
J. S. Afr. Inst. Civ. Eng. vol.55 no.3 Midrand ene. 2013
TECHNICAL PAPER
Friction behaviour of fresh concrete in the vicinity of formwork
S Bouharoun
ABSTRACT
This study seeks to understand the mechanisms that occur at the concrete/formwork interface when fresh concrete is poured into the formwork. Four ordinary concretes with paste volumes of 28, 30, 32 and 34%, and four concretes at different dosages of superplasticiser were studied. The rheological properties of fresh concrete were measured using the ICAR rheometer. A detailed study of the friction at the concrete/formwork interfaces was then performed using a plane/plane tribometer. The results highlight the role of the volume of paste and the superplasticiser dosage on the tribological behaviour of fresh concrete. The evolution of friction stress is linear (Coulomb's Law) regardless of the formulations tested in this study. In addition, these friction stresses at the concrete/formwork interface depend on the paste volume and the dosage of superplasticiser in the concrete.
Keywords: rheology, tribology, concrete formwork, friction stress, concrete formulation
INTRODUCTION
Knowledge of the rheological and tribological characteristics of fresh concrete is very important to obtain high-quality structures. Much research has been oriented towards volume in rheology to improve the casting process and to optimise the formulation of concretes. It is known that these materials are non-Newtonian, sometimes with yield stress and frequently thixotropic (Wallevik 2003; Wallevik 2005; Helnan Moussa 2009). Their behaviour in a steady state was defined using a pseudo-plastic or Herschel-Bulkley model (De Larrard et al 1998; Ferraris 1999).
However, few studies have been conducted to date on the friction behaviour of fresh concrete in the vicinity of the formwork surfaces. The friction at the concrete/formwork interface can be considered a favourable factor in that it reduces lateral pressure exerted on the formwork, but it can also be unfavourable to the quality of the concrete surface (Vanhove 2001; Vanhove et al 2004; Kwon et al 2010; Libessart 2006; De Caro et al 2007). In recent years, some studies have reported on the friction effect on formwork pressure. Proske (2007) modelled the friction effect based on the increase in the friction coefficient over time. Vanhove (2001) also analysed the effect of formwork friction based on the friction coefficient. These researchers measured the friction by means of a tribometer specially designed for a complex medium such as fresh concrete, in which the friction coefficient is known to be dependent on the roughness of the formwork surface. Some studies have shown that there are many factors influencing the tribological behaviour at the interface, such as mixture proportions, admixtures, temperature, casting rate and height of formwork. These factors can be classified into two categories: intrinsic and extrinsic. The intrinsic factors are related only to the material characteristics, while the extrinsic factors include the external contributions such as formwork flexibility, wall roughness and external temperature.
Friction at concrete/formwork interfaces is related to the compactness of the granular skeleton and the fines content of the mixture. This phenomenon appears typically in the case of concrete mixtures with a very compact granular skeleton and a low or high binder content (Neville 1995; Bouharoun 2011). The water/binder ratio (w/b ratio) is a factor that modifies the rheological properties of the fresh concrete and affects the interface properties. The ability of the concrete to flow is improved when this ratio increases. However, at very high w/b ratios the mixtures are more exposed to the segregation phenomenon, with a possible blockage at the concrete/wall interface (Ngo et al 2010; Ngo et al 2011).
The workability of concrete is strongly linked to the paste volume of concretes. As an active element in concrete, the paste is unique in that it can fill the voids in the granular skeleton, as well as act as a lubricant (De Larrard et al 1998; Ferraris 1999). However, the movement of aggregates is limited by intergranular friction forces and by friction forces against formwork and pumping pipes (Koehler 2004; Kwon et al 2011).
Therefore, this paste facilitates the work on construction sites, offering sufficient fluidity for concrete in the formwork to flow under vibration and fill the formwork perfectly (Bouharoun 2011; Bouharoun et al 2010).
The main purpose of the work presented in this paper is to highlight the effect of the formulation parameters of concrete on the friction behaviour at the concrete/formwork interface. In this way, the effect of paste volume and superplasticiser dosage on the evolution of the friction stress was investigated. Friction tests were carried out using a plane/plane tribometer that can reproduce the conditions on construction sites. Four concretes with paste volumes of 28, 30, 32 and 34%, and four concretes with superplas-ticiser were studied. The results show that the paste volume and superplasticiser dosage have a significant influence on the friction at the concrete/formwork interface.
MATERIALS
Characteristics of binder
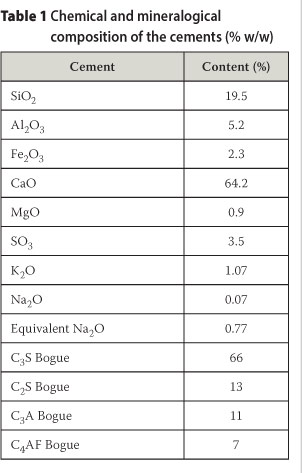
The cementitious material used in the mixtures studied was an ordinary Portland cement (CEM I 52.5 type N according to NF EN 197-1). The Blaine surface area of the cement was 4 000 cm2/g, and the density was 3.09 g/cm3. The chemical analysis of the clinkers and the phase compositions from the Bogue calculation are reported in Table 1. The limestone filler used was BETOCARB-MQ, which is essentially composed of carbonate (99.3%). This limestone filler is characterised by a Blaine fineness of 3 970 cm2/g, a density of 2.71 g/cm3 and a water content of 0.1%.
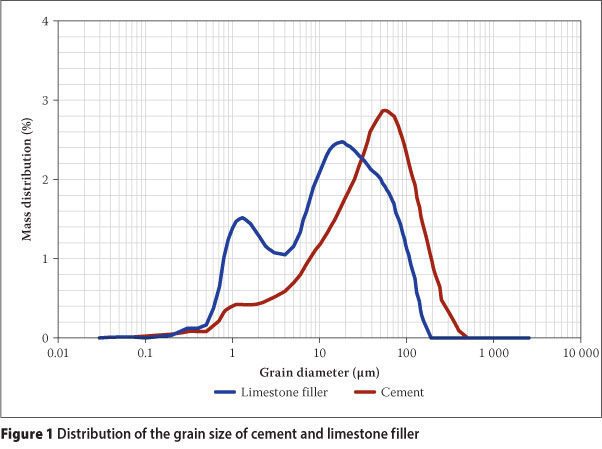
For a better comprehension of the percentage of fines in the volume of fresh concrete, Figure 1 shows the gradation curves of the cement and limestone filler as measured using a laser granulometer. The key point that emerges from the gradation results is the greater fineness of the limestone filler compared with that of the cement. The following observations can be made based on the gradation curves:
■ 90% of particles have a diameter less than or equal to 37.4 um for cement and 66 um for limestone filler.
■ 50% of particles have a diameter less than or equal to 14.3 um for cement and 13.5 um for limestone filler.
■ 10% of particles have a diameter less than or equal to 1.6 um for cement and 1.2 um for limestone filler.
Concrete compositions
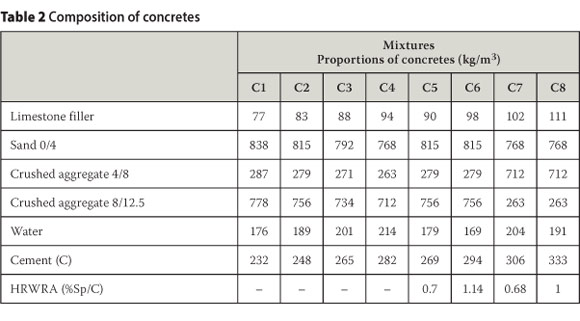
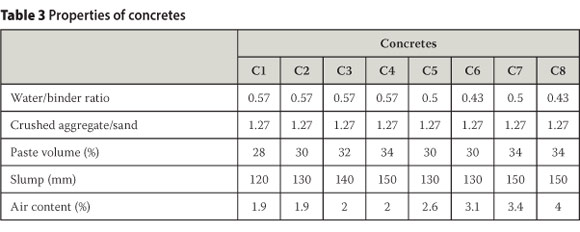
The effect of paste volume was studied by formulating four ordinary concretes with 28, 30, 32 and 34% paste. These concretes were identified as C1, C2, C3 and C4 respectively. The water/binder ratio (w/b) and aggregate/ sand ratio (a/s) were held constant. To study the influence of the superplasticiser dosage, four concretes with superplasticiser were formulated (C5, C6, C7 and C8). These concretes were formulated based on ordinary concretes C2 and C4. Tables 2 and 3 show the formulation and properties of the concretes studied in this work.
The French standard NF P 18-404 (titled Concretes - Design, suitability and inspection testing - Specimen production and conservation) was used in this study. The concretes were mixed from dry materials, using the procedure shown in Figure 2.
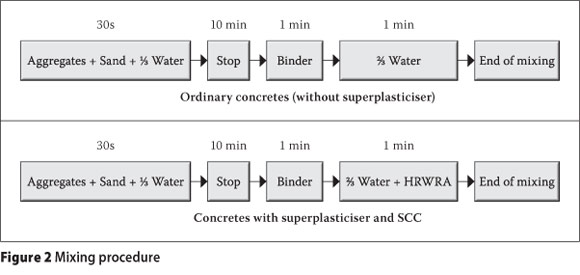
A resting time of 10 min was allowed for the aggregates to absorb water. This precaution prevents the rheological properties of the concrete from being altered a few minutes after mixing. The mixer used to prepare the concretes was a DZ120 V DIEM. It was equipped with several blades to optimise the mixing. Slump and air content tests were conducted on each mix to check the workability of the concretes. To keep the same workability between the three concretes with superplasticiser, the water/(cement + filler) ratio was adapted to obtain the consistency class of S3 (very plastic according to EN 206-1).
EXPERIMENTAL METHOD
Measurement of the rheological parameters
The yield stress and plastic viscosity of each concrete were measured using an ICAR rheometer (Figure 3). This device is portable on the construction sites and was developed at the University of Texas (Koehler 2004). It consists of a four-bladed vane that is immersed into the concrete sample and rotated at a series of fixed speeds. The entire rheometer is approximately the size of a hand-drill and can either be operated by hand or secured into a fixed position above a standard container.
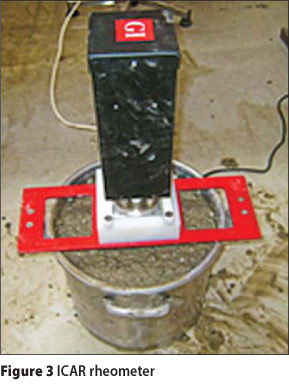
The concrete mixture was placed in a 360 mm-diameter container and filled to a height of 300 mm. The vane, which measured 127 mm in diameter and 127 mm in height, was positioned in the centre of the concrete sample, between the vane and the sidewalls, with a gap of 127 mm above and below the vane.
For each concrete mixture, the protocol tests begins with a pre-shearing test, followed by a rest period so that the concrete can be completely restructured. The concrete is then sheared at a velocity of 3.14 rad/s for 20 s to obtain a complete breakdown of the material. Then, ramping down from 3.14 rad/s to 0.314 rad/s, in steps of 0.0684 rad/s, is applied. The resulting data were analysed on the basis of the Bingham model (Equation 1), whereby a straight line was fitted to the plot of torque, T (Nm) versus rotation speed, N (rad/s):

The intercept, Y (Nm), and the slope, V (Nm.s), of this line were considered to be related to yield stress and plastic viscosity respectively. Due to the geometry of this rheometer, it is not possible to determine the shear rate analytically in fundamental units (Koehler 2004). In this model, the shear stress is a linear function of shear rate. The expression of the model is as follows:

where
τo= yield stress
µ = plastic viscosity
τ = shear stress
 represents the shear rate.
represents the shear rate.
The calculation of yield stress (τo in Pa) and the plastic viscosity (µ in Pa.s) was performed using the Reiner-Riwlin equation according to the two following cases:
■ The material is completely sheared:

■ The material is partially sheared:
with:

where
Ω = rotation speed (rad/s)
T = torque (Nm)
h = vane height (m)
R2 and R2 represent respectively the radius of the vane and the radius of the container R2 eff is the effective radius that separates the flow zone and dead zone near the wall.
To solve this equation, a non-linear optimisation must be carried out.
Measurement of the friction stress
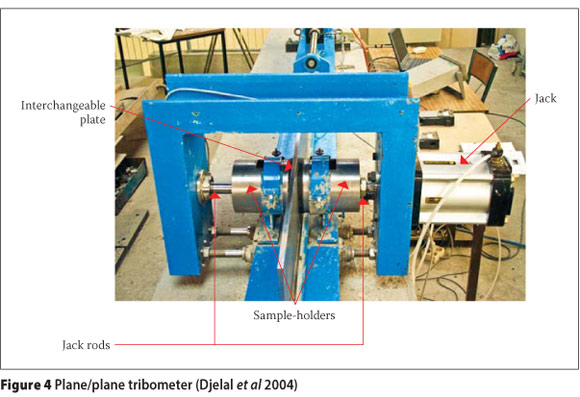
The principle of this device was inspired by the tribometer used in soil mechanics. It can reproduce the conditions encountered by manufacturers of concrete walls and precast elements. In particular, it can create sliding contacts between concrete, release agent and formwork (Djelal et al 2004; Vanhove et al 2004).
Two cylinders 120 mm in diameter, with the concrete inside, were placed either side of a metal plate. The sample holders were fitted with a gasket system to prevent water egress (Figure 4). The plate was set in motion using a motor coupled to an endless screw. Plate travel was 800 mm. The concrete was pressured against the plate by a jack. It is important to note that the force is transmitted to the piston by a jack rod (Figure 5).
The frictional, or tangential, stress was calculated by the equation:
In this equation Fpar is the resultant of the parasitic frictional forces due to the watertight system against the plate. The area in contact between the concrete and the plate is calculated from the diameter of the sample holder. In our case, this area is Sc = 113.1 cm2.
In this case, the experimental settings were selected according to the conditions at the job site.
■ A metallic plate was cut out of the wall of formwork. Several measurements were taken on both sides of the plate using a portable roughness meter with graphic display to determine the average roughness. The results obtained indicated that the height of the maximum peak-to-valley profile (Rt) ranged from 4 to 19 µm. The arithmetic mean of the profile deviations from the mean (Ra) was between 0.7 and 1.7 um. The average of these parameters was Ra = 1 um and Rt = 7 µm.
■ The sliding velocity was fixed at 6 m/h. It simulates the vertical displacement of the concrete after placement in real formwork.
■ The magnitude of the load increment depended on the casting rate. In the friction tests, the vertical stresses applied were normally 30 ± 2, 50 ± 2, 70 ± 2 and 90 ± 2 kPa, which corresponds to the lateral pressures applied by the concrete to the formwork at heights of 1.2 and 3.6 m.
RESULTS AND DISCUSSION
Rheological characteristics
The flow curves obtained from the expression of torque as a function of the rotation speed are shown in Figures 6 and 7.
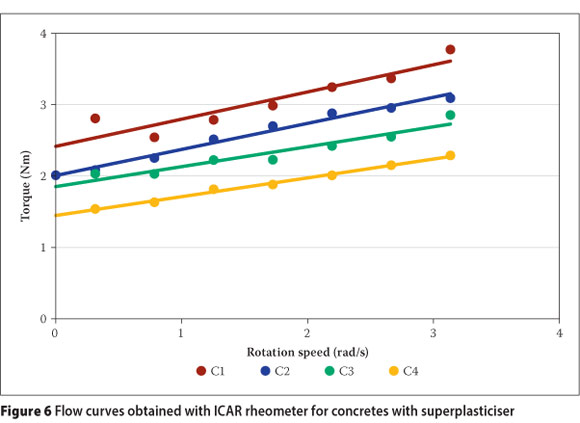
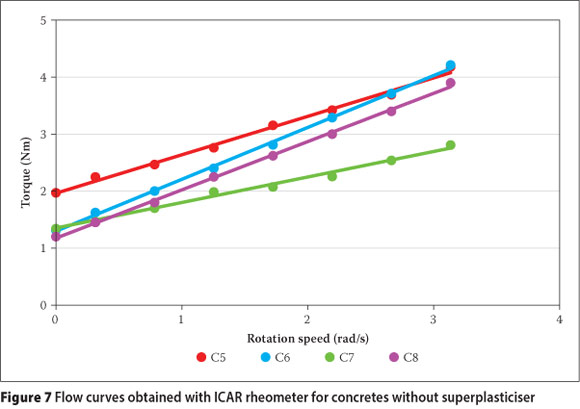
The values of the yield stress and the plastic viscosity are deduced from these flow curves, as described by the Bingham model, by calculating the intercept of the linear fit for the yield stress and the slope as the plastic viscosity. The rheological properties are summarised in Table 4.
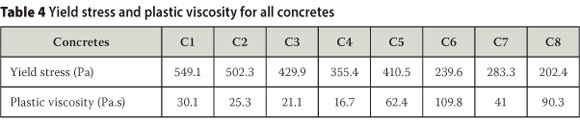
The results indicate that the yield stress and the plastic viscosity decrease when the paste volume increases. The paste improves the deformability of fresh concrete. The yield stress depends on the friction between the grains that form the granular skeleton of concrete (De Larrard 1999). The shear stress of the fresh concrete is expressed in two components: a stress related to the viscous dissipation in the paste and a stress related to the dissipation by friction between grains. The Bingham model, commonly used for predicting the rheological behaviour of the concretes, is used to connect the two components mentioned above. For the concretes tested, the paste volume was increased by keeping the w/b and a/s ratios constant in the mixtures. This increase contributes to reducing the intergranular friction by lubricating the aggregate/aggregate contact to decrease the yield stress and the plastic viscosity.
To keep the same workability, the superplasticiser was incorporated into the concrete formulation by reducing the w/b ratio. Decreasing the quantity of water in the mixture has a significant effect on the evolution of yield stress and plastic viscosity. Moreover, the superplasticiser reduces the yield stress and increases plastic viscosity. The evolution of the yield stress can be explained by the properties of the superplasticiser, which disperses the cement grains by steric effect and electrostatic repulsion (Nicoleau 2004; Bethmont 2008). Indeed, superplasticiser molecules are adsorbed on the surface of the cement particles giving them a negative electrostatic charge. In this way, the cement particles repel each other to deflocculate in the cementitious mixture. This phenomenon reduces the intergranular friction by freeing the amount of water trapped by the flocs and gives the fresh concrete a better fluidity. Increasing the superplasticiser dosage allows more water trapped in the cement flocs to be freed, reducing the yield stress. The increase in the plastic viscosity as a function of superplasticiser dosage is directly related to the decrease in the w/b ratio. This reduction causes an increase in solids concentration in the medium and favours an increase in the plastic viscosity of fresh concrete (De Larrard 2002).
TRIBOLOGICAL APPROACH
To understand the mechanisms at the concrete/formwork interface linked to the paste volume and the superplasticiser dosage, Figure 8 shows the recording of the tangential force as a function of time for different contact pressures. The results show that the shape of the curves is similar, regardless of the pressure. It is important to note that the sliding velocity used in this study is constant. Therefore the representation of the tangential force according to displacement or time is comparable.
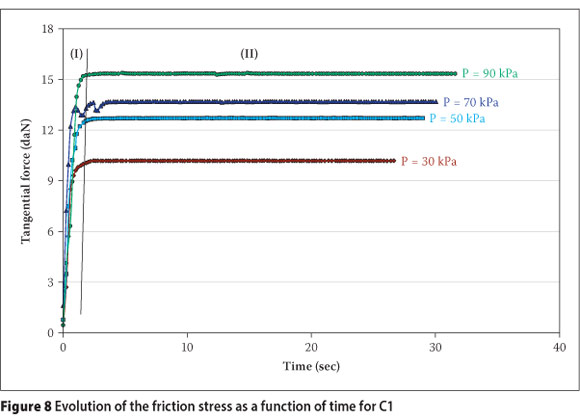
These graphs can be decomposed into two zones (Vanhove 2001):
■ Zone I shows a growth in friction stress due to the start-up time of the engine to catch up with gaps and the elastic response of the mechanical system.
■ Zone II reflects a stationary regime. Friction is nearly constant during the test. The stresses of static and dynamic friction are similar for this concrete/ formwork interface. The friction in this zone is the friction that will be taken into account.
Figure 9 shows the evolution of the friction stress as a function of contact pressure. Each point on this graph represents an average of five points in the dynamic regime (Zone II) of Figure 8. The evolution of the curve is linear and follows a friction law of the Coulomb type in the range of pressure studied.
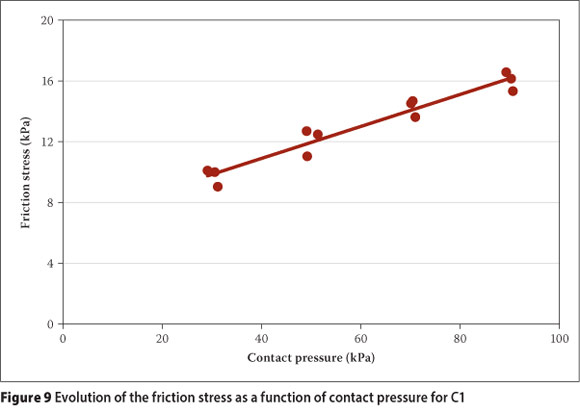
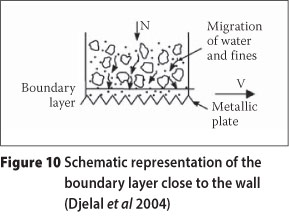
The normal stress applied to the fresh concrete is transmitted to the granular phase (cement, limestone filler, sand and aggregate) and to the water. This pressure causes a migration of part of the liquid phase and the fines close to the wall to fill the voids left by large aggregates. The paste migrates through the network of aggregates, leading to the fines accumulating to form a layer at the interface (Figure 10). This layer, called the "boundary layer", is composed of water and fine particles smaller than 80 urn. It is important to note that the wall effect also causes the formation of a concrete/formwork interface rich in fine particles and water from the rest of the mixture. In this case, the finest particles are pushed by each other near the surface to fill the gaps left between the larger particles.
In addition, the results indicate that the friction stress increases when the contact pressure increases. Normal stress is transmitted to the boundary layer by a chain of forces. This phenomenon involves grain-grain contacts which play a major role in the stress distribution at the interface and increase intergranular friction close to the wall (Silbert et al 2002; Cambou et al 2004). Therefore, when the contact pressure increases, the intensity of contact between the grains forming the mixture becomes more important.
The maximum peak-to-valley height of the roughness profile (Rt) of the metallic plate can reach 19 um, allowing the trapping of fine particles (cement, filler) in its cavities. As trapped grains cannot move, they tend to force other grains up near the formwork surfaces. This phenomenon also creates a mechanical adherence between this thin boundary layer and the formwork, which increases with contact pressure. In this way, the medium becomes more rigid at the interface and a considerable shear force is required to create movement close to the formwork surfaces. During the displacement of the plate, the friction between particles acts as a resistance force. The movement of the plate leads to the breaking of the network formed by the fine particles. This configuration generates an increase in friction stresses at the concrete/formwork interface. This process indicates that the material undergoes internal shear near the formwork.
In this study, the friction between the fresh concrete and formwork surfaces was measured under pressure. The phenomenon of adhesion is created by the pressure and the wetting power of the fresh concrete close to the formwork.
Effect of paste volume
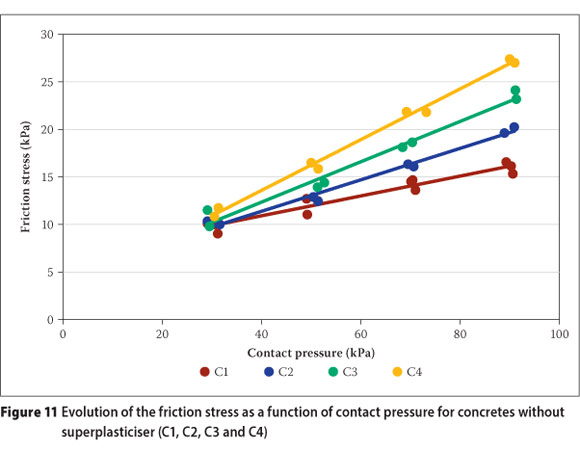
Figure 11 presents the evolution of the friction stress as a function of pressure for the concretes C1, C2, C3 and C4. The results show that the friction stress increases when the paste volume increases.
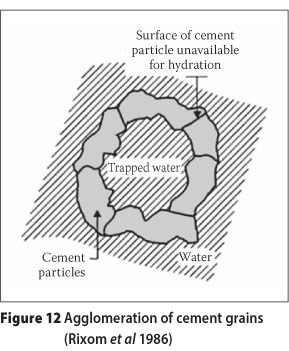
The cement grains in contact with water tend to agglomerate to form cement flocs (Figure 12). This phenomenon is linked to the presence of electrical charges on the grain surface. In the absence of a water reducer, they tend to trap a certain amount of water inside the flocs of grain (Rixom et al 1986). This trapped water moves with the agglomerate as a solid (Coussot et al 2002).
The amount of fines in the vicinity of the formwork is greater for concretes with a higher paste volume, regardless of the contact pressure. Indeed, when the percentage of paste increases, the number of flocs in the concrete becomes higher, leading to congestion in the boundary layer. Under the effect of contact pressure, these agglomerates have more difficulty in moving. The boundary layer becomes more rigid, which increases the friction stress.
In the concretes' composition, the paste volume was increased by keeping the w/b ratio at 0.57 and by reducing the amount of aggregate. Therefore, the quantity of fines becomes more important in mixtures with a thicker boundary layer at the interface - 72.5% of the cement and the limestone filler is less than the maximum peak-to-valley height of the roughness profile (Rt = 20 urn). These phenomena also increase the probability of fine particles being trapped in the formwork roughness.
The volume of paste at the concrete/form-work interface did not act as a lubricant as in the case of rheology. In this case, the friction interface is not governed by the plastic viscosity. The contact between grains that occurs in the shear plane therefore determines the friction stress at the interface. It is important to note that the shear plane occurs between the boundary layer and the formwork surface.
Similar results were found in a study conducted by Neville (Neville 1995; Bouharoun 2011) on the fresh concrete friction against a metal plate. An increase in friction can occur in the case of mixtures with high fines contents. In this situation, the friction between solids and grains in the granular skeleton increases by direct contact and causes a blockage in the boundary layer.
Effect of superplasticiser dosage
Figures 13 and 14 illustrate the evolution of the friction stress as a function of contact pressure for the six concretes (C2, C4, C5, C6, C7 and C8). These curves highlight the influence of the superplasticiser dosage in concrete with constant paste volume. The results show that the friction stress decreases when the dosage of superplasticiser increases.
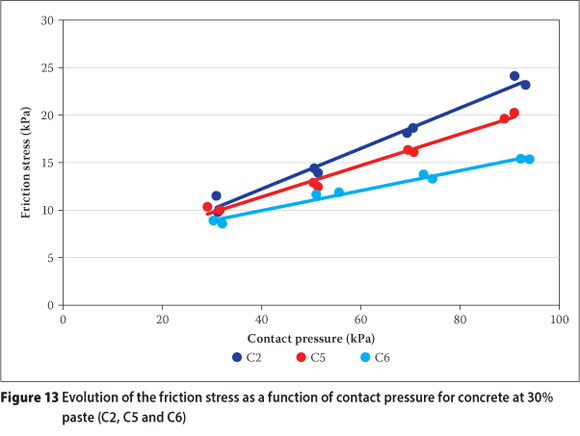
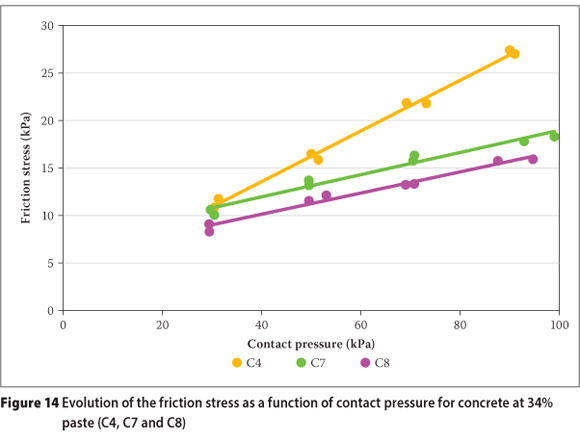
In the presence of the superplasticiser, the physical interpretation of the Bingham model indicates that the yield stress is generated by intergranular friction and the viscosity depends on the degree of deflocculation and the solids volumetric fraction. In this case, the parameter that can explain the evolution of the friction stress is the yield stress. Indeed, the deflocculation caused by the presence of the superplasticiser in concrete reduces the intergranular friction and thereby leads to a reduction in the yield stress. This phenomenon is reflected at the interface by a loss of rigidity of the boundary layer, which facilitates the mobility of cement grains and limestone filler in the vicinity of the formwork, which in turn facilitates deformation of the medium under shear. When the quantity of superplas-ticiser in concrete is sufficient, the dispersing power on the cement grains increases and causes an increase of fluidity in terms of their yield stress.
Moreover, the limestone filler particles are inert and help to fill the interstices left by the larger aggregates in concrete. Therefore, the superplasticiser acts only on the cement grains. With 69% of cement and 12% of limestone filler having a diameter less than 20 um, the lubrication caused by the superplasticiser determines the tribological behaviour at the concrete/formwork interface. This phenomenon can also explain the role of cement grains in the presence of the superplasticiser.
Dosage limit
In order to better understand the combined effect of the superplasticiser and the paste volume, Figure 15 presents an example of the evolution of friction stress as a function of superplasticiser dosage at 90 kPa of contact pressure for the concretes C5, C6, C7 and C8. The other curves have the same shape regardless of the contact pressure.
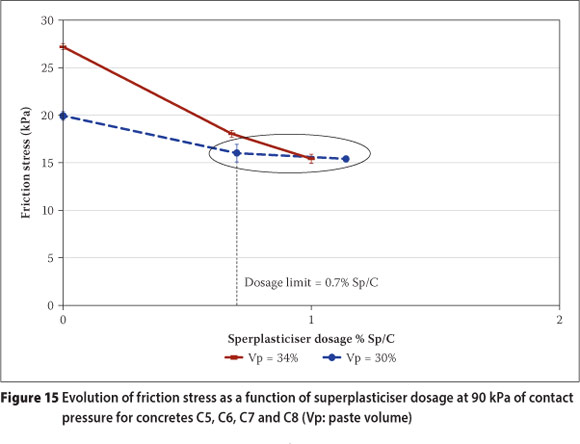
The results show that an increase in the superplasticiser dosage reduces the friction stress at the interface up to a limit value, beyond which the paste volume will not influence the evolution of the friction stress. This limit dosage is around 0.7%, after which the friction stress remains unchanged regardless the volume of paste. This phenomenon can be explained by the saturation of the boundary layer by the superplasticiser (cement grains are completely deflocculated in the medium) for these three concretes (C6, C7 and C8).
The value of the friction stress cannot be deduced by interpolation of lines at 0 kPa because the behaviour of the fresh concrete is unknown in this pressure range. The apparatus used is unable to measure the friction forces for pressures below 20 kPa.
CONCLUSION
The friction tests conducted in this work highlighted the influence of the volume of paste and the superplasticiser dosage on the friction at the concrete/formwork interface. Firstly, the friction stresses at the interface increase with the paste volume. This augmentation is linked to the enrichment of the boundary layer by the fines. The thickness of this layer becomes greater, which increases the probability of cement grains being trapped in the roughness of the metal plate.
Secondly, a decrease in friction stress with an increase in the superplasticiser dosage indicates improved mobility of grains at the interface. It allows easier deformation of the medium under shear and leads to a decrease in the friction stress. In this configuration, the cement grains and the superplasticiser play a significant role at the interface in reducing friction. Moreover, a superplasticiser dosage of 0.7% cancels the effect of the paste volume on the friction and allows an identical friction stress to be obtained for the concretes C6 and C8. Finally, without superplasticiser, the amount of the fines determines the rheologi-cal and tribological behaviour of fresh concrete. Indeed, a high content of paste reduces the rheological parameters and ensures that the concrete has better workability. However, the tribological properties at the concrete/ formwork interface increase when the paste volume in concrete increases. Moreover, for concretes with superplasticiser, the yield stress and the friction stress are governed by the lubricating role of this component in volume and in surface contact.
REFERENCES
Bethmont, S 2008. Mécanismes de ségrégation dans les bétons autoplaçants (BAP) - Etude expérimentale des interactions granulaires. PhD thesis, Ecole Nationale des Ponts et Chaussées, Paris (in French). [ Links ]
Bouharoun, S 2011. Comportement tribologique des huiles de décoffrage à l'interface béton/coffrage -Influence de la formulation du béton. PhD thesis, University of Artois, Béthune (in French). [ Links ]
Bouharoun, S, Vanhove, Y, Djelal, C, Dubois, I & De Caro, P 2010. Influence of the nature of the demoulding oil on the tribological behaviour of the self-consolidating concrete - Comparison with an ordinary concrete. Proceedings, 6th International RILEM Symposium on Self-Compacting Concrete, Montreal, pp 627-638. [ Links ]
Cambou, B, Dubujet, P & Nouguier, C 2004. Anisotropy in granular materials at different scales. Mechanics of Materials, 36(12): 1185-1194. [ Links ]
Coussot, P & Grossiord, J L 2002. Comprendre la rhéologie - De la circulation du sang à la prise du béton. Paris: EDP Sciences. [ Links ]
De Caro, P, Djelal, C, Libessart, L, Dubois, I & Pebert, N 2007. Influence of the nature of demould-ing agent on the properties formwork-concrete interface. Magazine of Concrete Research, 59 (2): 141-149. [ Links ]
De Larrard, F 1999. Concrete Mixture Proportioning - A Scientific Approach. London: E&FN Spon. [ Links ]
De Larrard, F 2002. Construire en béton: l'essentiel sur les matériaux. Paris: Presses des Ponts. De Larrard, F, Ferraris, C F & Sedran, T 1998. Fresh concrete: A HerscheI-Bulkley material. Materials and Structures, 31 (7): 494-498. [ Links ]
Djelal, C, Vanhove, Y & Magnin, A 2004. Tribological behaviour of self-compacting concrete. Cement and Concrete Research, 34(5): 821-828. [ Links ] Ferraris, C F 1999. Measurement of the rheological properties of high-performance concrete: State of the art. Journal of Research of the National Institute of Standards and Technology, 104(5): 461-478. [ Links ]
Helnan Moussa, B 2009. Influence de la température sur la thixotropie des bétons autoplaçants. PhD thesis, University of Artois, Béthune (in French). [ Links ]
Koehler, E P 2004. Development of a portable rheometer for Portland cement concrete. PhD thesis, University of Texas, Austin. [ Links ]
Kwon, S H, Phung, Q T, Park, H Y, Kim, J H & Shah, S P 2010. Experimental study on effect of wall friction on formwork pressure of self-consolidating concrete. Proceedings, 6th International RILEM Symposium on Self-Compacting Concrete, Montreal, pp 773-782. [ Links ]
Libessart, L 2006. Influence de la composition des agents de démoulage à l'interface coffrage/béton -Impact sur l'esthétique des parements en béton, PhD thesis, University of Artois, Béthune (in French). [ Links ]
Neville, A M 1995. Properties of Concrete. London: Pitman Publishing. [ Links ]
Nicoleau, L 2004. Interactions physico-chimiques entre le latex et les phases minérales constituant le ciment au cours de l'hydratation, PhD thesis, University of Bourgogne, Bourgogne (in French). [ Links ]
Ngo, T T, Kadri, E H, Bennacer, R & Cussigh, F 2010. Use of tribometer to estimate interface friction and concrete next-term boundary layer composition during the fluid "concrete pumping". Construction and Building Materials, 24(7): 1253-1261. [ Links ]
Ngo, T T, Kadri, E H, Cussigh, F & Bennacer, R 2011. Measurement and modeling of fresh concrete viscous constant to predict pumping pressures. Canadian Journal of Civil Engineering, 38(8): 944-956. [ Links ]
Proske, T 2007. Frischbetondruck bei Verwendung von Selbstverdichtendem Beton - Ein wirklichkeitsnahes Modell zur Bestimmung der Einwirkungen auf Schalung und Rüstung. PhD thesis, Technische Universität Darmstadt, Darmstadt (in German). [ Links ]
Rixom, M R & Mailvaganam, N P 1986. Chemical Admixtures for Concrete. London: E&FN Spon.
Silbert, L E, Grest, G S & Landry, G W 2002. Statistics of the contact network in frictional and frictionless granular packing. Physical Review E, 66(6): 1-9. [ Links ]
Vanhove, Y 2001. Contribution à l'étude du frottement d'un béton autoplaçant contre une surface métallique - Application aux poussées contre les coffrages. PhD thesis, University of Artois, Béthune (in French). [ Links ]
Vanhove, Y, Djelal, C & Magnin, A 2004. Device for studying fresh concrete friction. Cement Concrete and Aggregates, 26(2): 35-41. [ Links ]
Vanhove, Y, Djelal, C & Chartier, T 2008. Ultrasonic wave reflection approach to evaluation of fresh concrete friction. Journal of Advanced Concrete Technology, 6 (2): 253-260. [ Links ]
Wallevik, J E 2003. Computational rheology, thixotropy explorations of cement pastes: An introduction. Proceedings, 3rd International Symposium on Self- Consolidating Concrete, Reykjavik, pp 17-20. [ Links ]
Wallevik, J E 2005. Thixotropic investigation on cement paste: Experimental and numerical approach. Journal of 'Non-Newtonian Fluid Mechanics, 132(1-3): 86-99. [ Links ]
 Contact details:
Contact details:
Laboratoire Génie Civil et géo-Environnement (LGCgE
Lille Nord de France (EA 4515)
IUT de Béthune
1230 Rue de l'Université
F-62400 Béthune
France
T: +33 2 40 90 50 54
F: +33 2 40 17 81 60
E: samir_bouharoun@yahoo.fr

DR SAMIR BOUHAROUN is an Assistant Professor of Civil Engineering in the Department of Civi Engineering at Polytech'Nantes of Nantes University. He obtained his engineer's degree in civil engineering at Ecole Nationale des Travaux Publics of Algiers in 2006. He received his Master's degree from Ecole Nationale Supérieure d'Arts et Métiers of Metz and his PhD in civil engineering from Artois University. His main research interests are rheology and tribology of fresh concrete, chemical interactions between release agent and fresh concrete, hydration rate on cement, recycling of fibre-cement waste and durability of concretes.


{kind=link}
{kind=link}