










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkJournal of the South African Institution of Civil Engineering
On-line version ISSN 2309-8775
Print version ISSN 1021-2019
J. S. Afr. Inst. Civ. Eng. vol.52 n.2 Midrand Oct. 2010
TECHNICAL PAPER
Proposed partial resistance factors for the design of welded structures
M Dundu
ABSTRACT
This paper describes tests to determine partial resistance factors that are to be used in designing small steel structures. Several welding skills were incorporated into the investigation so as to come up with different partial resistance factors. Different skills will then be included in the design procedure, allowing the engineer freedom to assess the availability of skills and to specify connection details accordingly. This investigation was carried out using butt and fillet-welded specimens in tension under static loading only. Half of the samples were welded flat and the other half were welded vertical. It is evident from the load-elongation graphs that plastic deformation is more extensive in specimens welded by experienced welders and that specimens welded flat are more ductile than those welded vertical. Vertical welding also resulted in a greater percentage of defects than flat welding. Most of the defects in the welds were a result of incomplete penetration, lack of fusion, slag inclusion, porosity and failure to weld to the given dimensions.
Keywords: partial resistance factor, butt and fillet welded specimens, welding skills, ductility, flat and vertical welding, defects
INTRODUCTION
Adequate safety in welded connections can be accomplished either through quality control, which insists on a particular welding skill, or by means of design factors, which allow for the available levels of skill. Design codes that originated in the advanced Western nations where the availability of skill is not a problem use the former approach. The codes are based on a predetermined workforce highly skilled in fabrication and are appropriate for welders capable of high-quality work, such as pressure vessels, pressure vessel piping, off-shore structures and other structures for which the consequences of failure, stress levels and complexity mean that a high level of welded joint integrity is essential. It is important to note that the South African steel design code, SANS 10162-1 (2005), is essentially a document of Canadian origin. Canada is a country where skilled labour is available in abundance and its design assumptions are thus a logical outcome of the state of the industry. The second approach is proposed here to be more suitable for small structures in the South African context where skills are in short supply. In less demanding structures, such as small to medium building frames and general light structural and non-structural work, a less stringent standard may be recommended to ensure an adequate level of skill. It should be noted that this approach is not meant to replace the need for proper welding procedures and associated requirements, such as the type of electrode, position of welding, number of passes, edge preparation and size of root gap.
The design resistances of butt and fillet welds are typically defined as shown in Table 1 in which Aw, fuw and φw are the area of the weld, ultimate strength of the weld and resistance factor respectively. Since this investigation is focused on the strength of the weld, the parent metal's contribution to the design resistance is neglected. The resistance factor of concern is φw = 0,67. This factor was adopt-ed from the Canadian code (CSA Standard CAN, S16.1, M89) and is used in the South African code (SANS 10162-1 2005, Clause 13.13, Table 3) for design welds. It takes into account the variability of material properties, dimensions, workmanship, type of failure and uncertainty in the prediction of connection resistance. The type of failure and uncertainty regarding reduction of connection resistance were incorporated into the expressions of connection resistance to maintain simplicity (SANS 10162-1 2005). Assuming that the material properties and dimensions of the samples tested do not vary significantly, then φw = 0,67 can be safely taken as allowing for uncertainty in the weld quality, a factor that is influenced largely by the quality of the welder. The quality of the weld itself is a function of the number of defects on the weld, such as cracks, slag inclusions, lack of penetration, lack of fusion and porosity.

PROPOSED METHOD
The scarcity of skilled welders means that the development of additional factors, which will allow for variable artisan skills, should be possible. The objective of this study is therefore to develop a table of weld resistance factors, classified according to the grade of the welder. This is done to incorporate different skills into the design procedure, allowing the engineer freedom to assess the availability of welding skills and to specify connection details accordingly. Welders were classified into five groups, with Grades 1 and 5 being the lowest and highest grades respectively. These grades are a function of the training and experience of the welder. Welders in different grades will achieve different weld qualities and strengths. This subject is relevant to conditions in South Africa today when it may be desired to use welders who are below the standard normally required. The purpose of this research is therefore to determine what adjustments, if any, should be made to the design factors when using such welders.
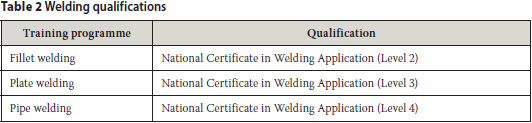
It should be noted that the concept of classifying welders is not new to this industry, as it forms part of a large manufacturing and construction industry. Welders are required for applications as diverse as jet engine manufacture and bridge construction, pipeline construction and fabricating systems in different materials. In 2005 the Generic Manufacturing, Engineering and Technology Standards Generating Body (GMET SGB) established three levels of welding qualifications (see Table 2) in line with the International Institute of Welding qualifications. Table 2 is not comprehensive: it includes only the mainstream welding qualifications. Many other welding qualifications exist and are widely used.
As indicated in Table 2, the competency of a welder improves as one moves from the lowest level to the highest level. Level 2 welders are restricted to structural and non-pressure applications and have lower welding skills than Level 3 welders.
EXPERIMENTAL PROGRAMME
Material properties
Mild steel plates with a thickness of 10 mm were used in this investigation. A tensile test experiment, carried out on 15 coupons of the steel plates using a Tinius Olsen machine, produced an average ultimate strength of 538,71 MPa and a coefficient of variation of 0,79%. Tests on electrodes produced a minimum nominal strength of 602,85 MPa. A comparison of the average ultimate strength of the steel plate and the minimum nominal strength of the weld suggests that the weld will fail if the cumulative effect of the defects exceeds 12% of the strength of the plate.
Plate preparation and test specimens
Each plate was flame cut, using an automatic flame cutter to produce uniform specimens with a longitudinal axis perpendicular to the direction of rolling. Sixty-two plates were prepared with a 30º bevel by flame cutting to form the 60º groove in butt welds. Any ridges or bumps on the bevels were ground off to form a smooth surface.
To investigate the strength of the welds, butt tensile tests, cruciform shear tests and double-lap shear tests were carried out. The types of specimen are shown in Figure 1. The butt tensile test was employed to measure the strength of the butt welding joints under static loading, while the cruciform and double-lap shear tests were employed to determine the relative strength of fillet-welded joints under the same loading condition.
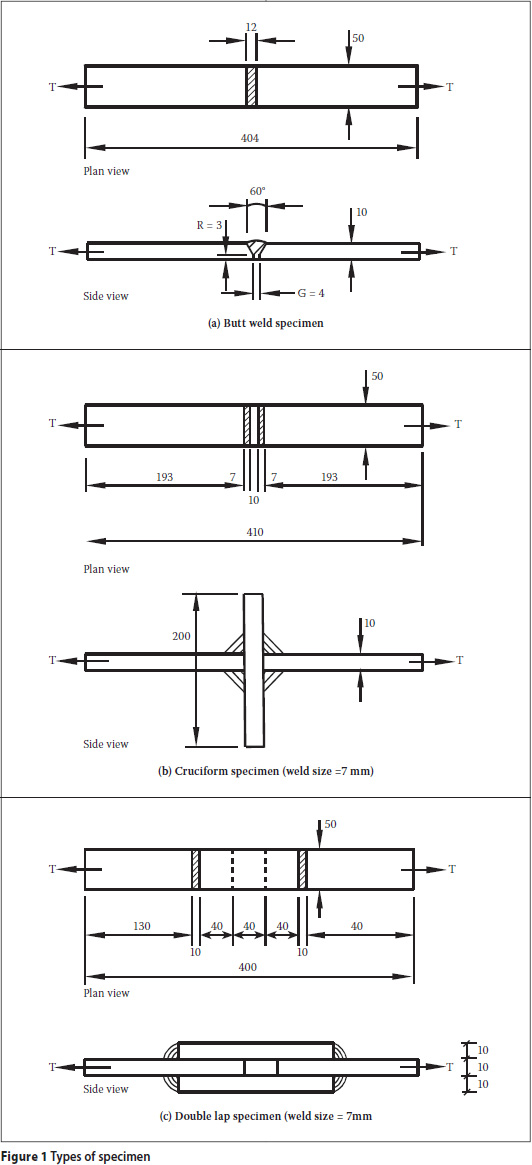
The double-lap shear specimen was preferred to a single-lap specimen because it is symmetrical and therefore the state of stress under load approaches pure shear. This reduces the effect of eccentricity, thereby cutting down on the complexity of introducing moments into the joints.
The samples were welded by basic welding trainees and experienced welders at the South African Institute of Welding, to take advantage of their training programmes and the variety of welders trained by the Institute. South African Institute of Welding training programmes are widely supported by South African industry and the examinations are internationally accredited. Depending on the level of skill required, the training courses of welders can range from a basic course to a coded course for the welding of critical fabrications such as pressure vessels and boilers. The duration of a basic welding course is 20 days and the main aim of the course is to develop simple butt and fillet welding skills. At the end of a course, welders are given certificates of competency for that particular course, stating clearly the welding skills that they have acquired during the course. Welders were grouped as follows:
Group 1: Welders who have just started training
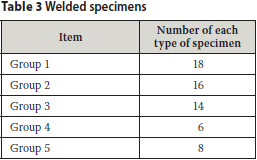
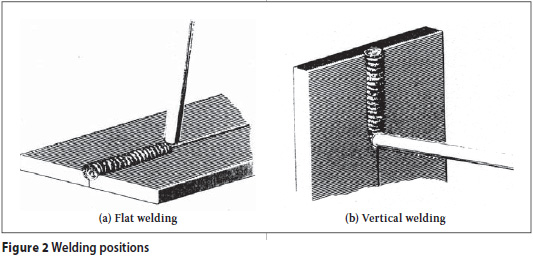
Half of the samples were welded flat and the other half vertical (see Figure 2). Although particular interest was focused on Group 3, Groups 1 and 2 were introduced to assess the impact of the training on the development of a welder. Groups 4 and 5 were also included in the investigation to assess whether a larger factor could be recommended for experienced welders. The numbers of the welded specimens (butt, cruciform and double-lap specimens) tested are as given in Table 3.
Welding procedure
All welds were produced by welding from one side only. Each specimen was made by:
1. Tack-welding V-shaped run-on and runoff tabs
2. Making the root pass in one continuous pass and inspecting visually for any defects
3. Cleaning the slag from the weld surface before the next pass
4. Completing remaning passes with starts and stops as required
5. Allowing the specimens to cool
Set-up of tensile tests
All tests for the welded specimens were conducted in a 600 kN Tinius Olsen universal testing machine at the Department of Civil Engineering at the University of the Witwatersrand. To ensure that the test equipment was properly matched to the test at hand, the test machine equipment had to satisfy the following two requirements:
Grips were checked to find out whether they were worn out, had uneven tooth marks across the width of the specimen or had split-collar grips, as these contribute to off-centre loading; those with these defects were discarded. Grips were chosen so that they had sufficient force capacity and therefore could not be damaged during testing. Specimens were gripped at both ends and subjected to increasing axial load until failure. The testing machine recorded the maximum load automatically.
TYPES OF FAILURE
The purpose of this experiment was to determine whether the quality of the welder had an influence on the ductility or brittleness of a weld. Ductility or brittleness of the welds was determined from a load-elongation graph and by observing the fracture surface.
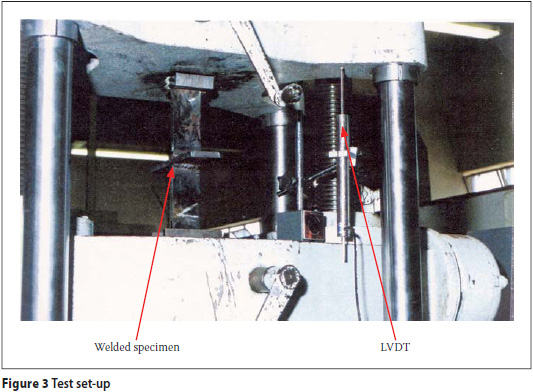
A linear variable differential transformer (LVDT) with a 25 mm gauge length was used to determine whether the mode of failure was ductile or brittle. The spindle of the LVDT was attached to the upper mount of the testing machine and connected to a multimeter and plotter. A typical set-up is shown in Figure 3. The spindle was adjusted to read zero on the multimeter. As the load was applied, a graph of load vs elongation was drawn autographically until the specimen failed. Each LVDT was calibrated before and after the test programme to determine the linear operating range and to be able to plot the scales. The first indication of non-brittleness of the weld was generally demonstrated by the straightening of the specimens as they were stretched. The rotations and deformations that most of the welds experienced to remove out-of-straightness are clear indications that the welds are ductile - otherwise a crack would have developed, thereby promoting brittle fracture.
Typical load-elongation graphs for butt, cruciform and double-lap welded specimens are shown in Figures 4, 5 and 6 respectively. These figures show high initial deformation without any substantial increase in load. This was caused by the slipping of the jaws. A defined elastic range then followed up to the yield point. In the specimens from Groups 3 to 5, the lower yield point was subsequently followed by plastic deformation. Plastic deformation was more extensive in the specimens from Groups 4 and 5 (see Figures 4, 5 and 6). The ability of the material to undergo cold plastic deformation after behaving elastically up to the yield point is a clear indication of the ductility of the weld.
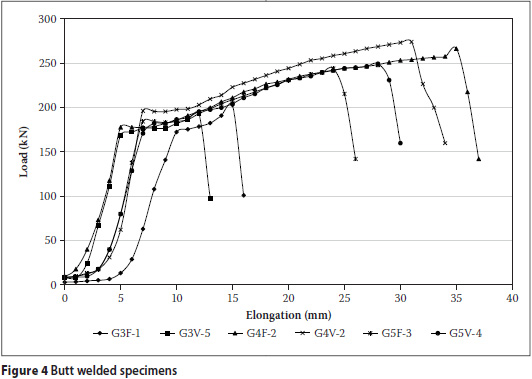
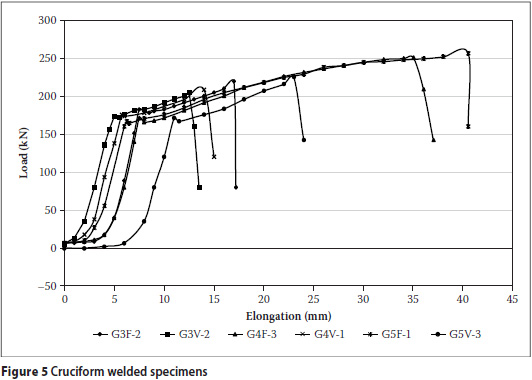
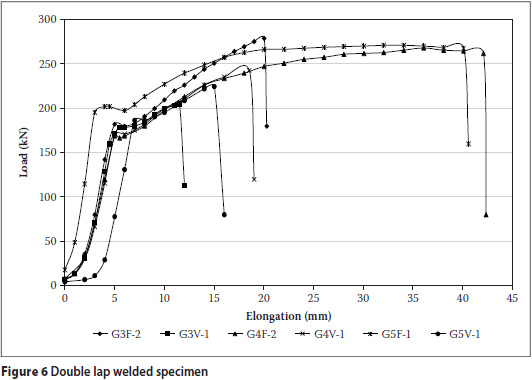
It is also evident from the graphs that specimens welded flat are more ductile than those welded vertical. A number of specimens in Groups 1 and 2 showed little or no plastic deformation, indicating brittle behaviour.
Ductility of the weld was also shown during testing by the welds failing at a lower load after reaching the maximum load. The deformation and propagation of the ductile fracture could be stopped by reducing the rate of pull to zero. This is a property of ductility as a ductile fracture proceeds only as the material is being strained. In brittle fracture the crack, once initiated, propagates through the material with a velocity comparable to that of the speed of sound, and there is virtually no possibility of arresting it in transit (Masubuchi 1980).
Fracture surface observations
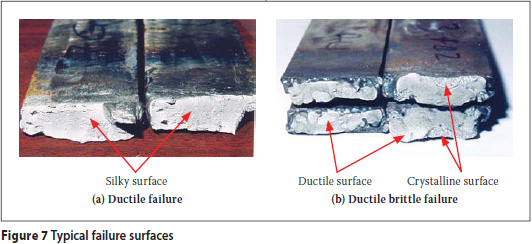
The fracture surface of almost all butt welds occurred at an angle of 45º to the plate surface, while the fillet welds failed near the fusion surface of the plate. Fracture of the butt and fillet welds appeared to have begun at the root and propagated as described above. The appearance of the fracture surface provided information about the type of failure that occurred. A silky and crystalline (grainy) appearance suggests that the failure surfaces are ductile and brittle respectively (Brick et al 1977; Masubuchi 1980; Bolton 1987). The photographs in Figure 7 show a ductile failure and a ductile-brittle fracture. The failure surfaces of Groups 3 to 5 were predominately silky smooth in appearance - an indication of ductility. A few samples, especially those in Groups 1 and 2, had a few spots that were grainy or crystalline. This shows that incomplete penetration, lack of fusion and porosity caused certain portions of the weld to resist independently and to fail in brittle mode.
WELD DEFECTS
Most of the defects in the welds were a result of incomplete penetration, lack of fusion, slag inclusion, porosity and failure to weld to the given dimension.
Incomplete penetration
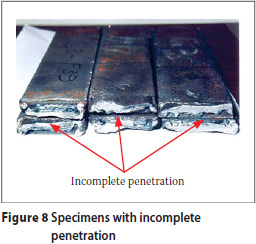
Incomplete penetration contributed significantly to the defects in Groups 1 to 3. The deposited metal and the base metal failed to fuse integrally at the root of the weld, as shown in Figure 8. This was probably caused by the failure of the butt weld root to reach fusion temperature to its entire depth, or by the failure of the weld metal to reach the root of a fillet weld, leaving a void caused by the bridging of the weld metal from one to the other. The heat transfer conditions existing at the joint are a more frequent source of this defect. If the areas of base metal that first reach fusion temperature are above the root, molten metal may bridge between these areas and screen off the area before the base metal at the root melts. All other areas of the base metal then receive heat principally by conduction. If the portion of the base metal closest to the electrode is a considerable distance from the root, the conduction of heat may be insufficient to attain fusion temperature at the root.
Since the design of the groove was adequate, incomplete penetration may have resulted from the use of too large an electrode, an abnormally high rate of travel or insufficient welding current. Travelling too fast causes the metal to be deposited only on the surface above the root and if there is not enough current or if the current setting is incorrect, the weld metal cannot be forced from the electrode to the root of the joint. The arc may not have been strong enough to melt the metal at the root.
Incomplete fusion
Incomplete fusion was experienced in welds done by Groups 1 to 3. There was no proper fusion between adjacent layers of weld metal or adjacent weld metal and base metal. This was probably caused by the following conditions:
It should not be inferred from this brief discussion that it is necessary to melt an appreciable portion of the sidewalks of the groove in order to be certain of securing proper fusion. It is only necessary to bring the surface of the base metal to the fusion temperature to obtain metallurgical continuity of the base and weld metals. Lack of fusion is best avoided by ascertaining that the surfaces to be welded are free of injurious foreign material.
Slag inclusion
This defect was found as elongated or globular inclusions in welds (Figure 9). They were frequently found trapped in the weld in a V-shaped recess or in the root area of the weld. Slag in the root area resulted from the electrode being so large that the arc struck the side of the groove or fillet instead of the root. It then rolled into the root opening and was trapped by the weld. Slag was probably formed and forced below the surface of the molten metal by the stirring action of the arc or by the flowing ahead of the arc, causing the metal to be deposited over it. Once slag is present in the molten metal, due to any cause, it tends to rise to the surface by virtue of its lower density. A number of factors, such as high viscosity of the weld metal, rapid solidification or too low a temperature, may have prevented its release. Under these conditions, the arc fails to heat the bottom to a sufficiently high temperature to permit the slag to float to the surface.

Porosity
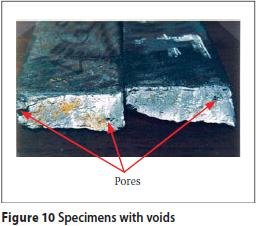
Voids were frequently found in welds (Figure 10). They were derived from gases released by the cooling weld metal because of reduced solubility as the temperature drops and due to chemical reactions within the weld. Overheating and undercutting of the weld metal, too high a current setting and too long an arc probably caused porosity. A metal temperature that is too high increases unnecessarily the amount of gas dissolved in the molten metal. The excess gas is available for release from solution upon cooling. Underheating does not permit the weld pool to melt sufficiently to allow the trapped gases to escape. If the welding current and/or the arc length are excessive, the deoxidising elements of the electrode coating are used up during welding so that there are not enough of them left to combine with the gases in the molten metal during cooling. Excessive porosity in metal arc welds has a serious effect on the mechanical properties of the joint.
Fillet weld with insufficient throat thickness and leg length
The other contributor to the large defects was failure by the welders to stick to the required throat thickness and leg length, which were smaller than the required dimensions. This defect was common in all groups. Too fast travel and excessive welding current probably caused insufficient throat thickness. Improper electrode angle and faulty electrode manipulation probably resulted in insufficient leg length. In addition, a fast travel during welding may have contributed to insufficient leg length.
PRESENTATION AND ANALYSIS OF STRENGTH RESULTS
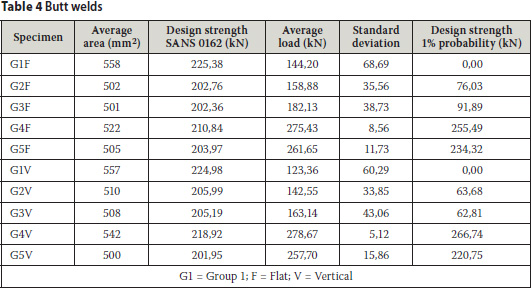
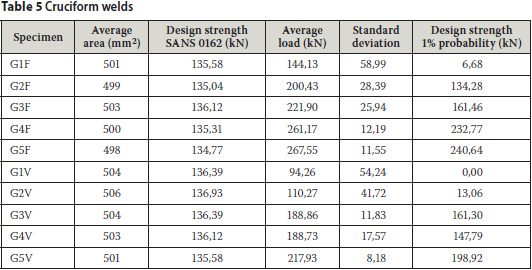
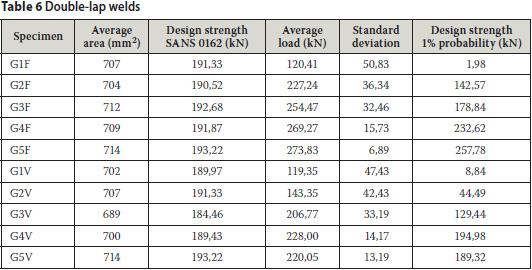
The mean gross area and design strength as defined in SANS 10162-1 (2005) for butt and fillet (cruciform and double-lap) welds are given in Tables 4, 5 and 6. The tested minimum nominal strength of the electrode of 602,85 MPa was used to determine the design strength. The mean and standard deviation of the maximum loads obtained from testing the samples, for each group, are also given in these tables. A simplified level 1 analysis procedure for ensuring adequate safety against failure, as defined in SANS 0162-1, allows the use of a member strength that gives a probability of failure which is less than 1%. In order to determine the strength equivalent to this probability, it is first necessary to establish a mathematical model for the strength distribution. The normal distribution (Chartfield 1970) was assumed and used to determine the design strength.
The value of design strength obtained using the standard normal probability distribution is given by:

where
x = mean value
σ = standard deviation
z = a multiplier
A 1% probability of failure as specified by SANS 10160 (1989) with normal distribution is given by:

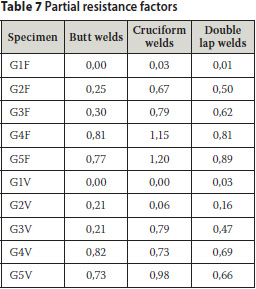
The design strengths in column 6 of Tables 4, 5 and 6 were calculated from Equation 2. It should be noted that whenever the value of X is negative, the design strength is taken as zero. The partial resistance factors, which would give the same strengths, are given in Table 7. These partial resistance factors are calculated from φw =  for butt welds, and φw =
for butt welds, and φw =  for cruciform and double-lap welds, where fuw = 602,85MPa; X is the design strength as calculated in Equation 2, and Aw is the average weld area for the specimen. The partial resistance factors for Groups 4 and 5 compare favourably with the resistance factor of 0,67.
for cruciform and double-lap welds, where fuw = 602,85MPa; X is the design strength as calculated in Equation 2, and Aw is the average weld area for the specimen. The partial resistance factors for Groups 4 and 5 compare favourably with the resistance factor of 0,67.
ASSESSMENT OF RESULTS
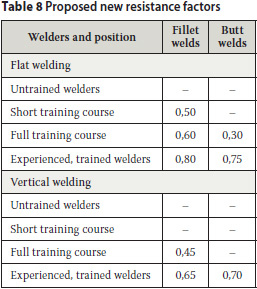
The factors obtained from specimens welded flat are higher than the factors obtained from specimens welded vertical. This is expected since it is easier to weld a specimen flat than vertical. Flat welding has less operator fatigue, greater welding speed and better penetration. Vertical welding can be referred to as "out-of-position welding" and requires the use of manipulative techniques and electrodes that result in faster freezing of molten metal and slag to counteract the effect of gravity. The factors in Groups 1F, 1V and 2V are so small that it would be unsafe and uneconomical to use welders at this level. Welders in Group 2F achieved a usable strength factor. It is suggested that people who have undergone training for a short period of, say, 10 days should be allowed to do fillet welding in a flat position only, with a design factor of 0,30.
The factor of 0,21 in Group 3V for butt welds is still low and therefore cannot be used. Since the cruciform and double-lap factors are obtained from shearing a fillet weld, it may be sensible to take 0,45 as the factor for fillet welds obtained from welding in the vertical position. This means that people who have undergone a full training course (20 days) should be allowed to do fillet welding in a vertical position at a design factor of 0,45. Welders with the same training should be allowed to do butt and fillet welding with factors of 0,30 and 0,60 respectively in a flat position. From this analysis, one can deduce that it is easier to develop a fillet weld than a butt weld.
Welders in Groups 4 and 5 are both taken as experienced welders and as a result the factors are assessed as one group. It is suggested that experienced welders should do butt welding in the vertical and flat position with factors of 0,70 and 0,75 respectively. Welders with the same skill should do fillet welding in the vertical and flat position with factors of 0,65 and 0,80 respectively. The factors are summarised in Table 8.
CONCLUSION
The load vs elongation graphs, plotted autographically up to the failure stage, through the plastic range, generally showed the welded specimens in Groups 3 to 5 to be ductile. This was confirmed by the silky smooth texture of the failure surface. Vertical welding resulted in less ductility compared with flat welding. The weld defects were a result of incomplete penetration, lack of fusion, slag inclusion, porosity and failure to weld to the given dimensions. This investigation has demonstrated the different weld strengths achieved by welders at different levels of training and experience. This has led to proposals for resistance factors that could be used in designing small structures that are to be constructed by welders. It is also interesting to note that the factor of safety of 0,67 used in the code SANS 0162-1 (2005) was generally achieved by experienced, trained welders.
ACKNOWLEDGEMENTS
The author wishes to thank the Southern African Institute of Steel Construction (SAISC) for sponsoring the research work reported in this paper and the South African Institute of Welding (SAIW) for making the specimens.
REFERENCES
Bolton, W 1987. Engineering materials. London: Heinemann. [ Links ]
Brick, R M, Pense, A W & Gordon, R B 1977. Structure and properties of engineering materials, 4th ed. New York: McGraw-Hill. [ Links ]
Chartfield, C 1970. Statistics for technology. Middlesex, UK: Harmondsworth Penguin. [ Links ]
CSA Standard CAN - S16.1 - M89 1989. Steel structures for buildings. Limit states design, Rexdale, Ontario: Canadian Standards Association. [ Links ]
Masubuchi, K 1980. Analysis of welded structures. Oxford: Pergamon. [ Links ]
SANS 10160 1989. South African standard code of practice for the general procedures and loadings to be adopted in the design of buildings. Pretoria: South African Bureau of Standards. [ Links ]
SANS 10162-1 2005. South African standard code of practice for the structural use of steel. Part 1: Limit states design of hot-rolled steelwork. Pretoria: South African Bureau of Standards. [ Links ]
 Contact details:
Contact details:
Department of Civil Engineering University of Johannesburg
P O Box 524 Auckland Park 2006
South Africa
Tel: 27 11 559 3815 Fax: 27 11 559 2343
e-Mail: mdundu@uj.ac.za
 | MORGAN DUNDU (Member ASCE) graduated from the University of Zimbabwe in 1990 with a BSc (Eng) in Civil Engineering. From 1991 to 1994 he was involved in the design and construction of dams, buildings and water tanks. He graduated with an MSc and a PhD in Structural Engineering from the University of the Witwatersrand in 1996 and 2004 respectively. He was a lecturer in Structural Engineering at the National University of Science and Technology (NUST), Zimbabwe, from 1997 to 1999 and at Wits from 2001 to 2003. He is currently a senior lecturer in the Department of Civil Engineering at the University of Johannesburg. |

