




![Polyaniline/SiO2 catalyzed one-pot synthesis of tetrahydrobenzo[b]pyran derivatives](/img/pt/next.gif)





Serviços Personalizados
Artigo
 Inglês (pdf)
Inglês (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
Indicadores

Links relacionados
-
 Citado por Google
Citado por Google -
 Similares em Google
Similares em Google
Compartilhar

 Permalink
PermalinkSouth African Journal of Chemistry
versão On-line ISSN 1996-840X
versão impressa ISSN 0379-4350
S.Afr.j.chem. (Online) vol.72 Durban 2019
http://dx.doi.org/10.17159/0379-4350/2019/v72a31
RESEARCH ARTICLE
Solvent Extraction of a South African Bituminous Coal using a Model Biomass-derived Phenolic Mixture
Thabo Z. SehumeI, *; Christien A. StrydomII; John R. BuntII; Harold H. SchobertI, III
IChemical Resource Beneficiation, North-West University, Potchefstroom Campus, Private Bag X6001, Potchefstroom, 2520, South Africa
IICentre of Excellence in Carbon-based fuels, Faculty of Engineering, North-West University, Potchefstroom Campus, Private Bag X6001, Potchefstroom, 2520, South Africa
IIIDepartment of Energy and Mineral Engineering & The EMS Energy Institute, The Pennsylvania State University, University Park, Pennsylvania 16802 U.S.A
ABSTRACT
A model biomass-derived phenolic mixture was investigated for its solvent ability for extraction of a South African bituminous coal at temperatures of 300-360 °C. A previous study showed that phenol gave the highest extraction yield of 49.5 wt. % (daf) for bituminous coal at 360 °C, with an oil yield of 26.3 wt. % (daf). The phenolic products produced from sweet sorghum bagasse via an alkaline liquefaction process were identified and reported earlier and a model biomass-derived phenolic mixture was formulated, evaluated and results used in this study. The model mixture gave an extraction yield of 37.1 wt. % (daf) and oil yield of 16.9 wt. % (daf) at 360 °C. This solvent mixture was found to be less effective for high extraction yields when compared to phenol at mild temperatures. This could be due to phenol being a better hydrogen carrier than the solvent mixture during the internal redistribution of hydrogen in the coal. The infrared spectroscopy results of the coal and extraction products obtained using the model mixtures showed similar functional groups. These results demonstrate that the use of a model biomass-derived phenolic mixture has the potential to depolymerize coal and produce high-value chemicals from coal.
Keywords: Coal extraction, bituminous coal, depolymerization, biomass-derived solvent.
1. Introduction
South Africa relies on its abundant coal reserves to meet much of its energy demand. Coal provides 79 % of the country's total energy needs.1,2 The country's synthetic liquid fuel production contributes 40 % to the total liquid fuel demand. The remaining 60 % is sourced from the refining of imported crude oil.1,3 The production of liquid transportation fuels synthesized from coal provides an important alternative solution to augment the petroleum supply, thus reducing the dependency on imported petroleum and helping to relieve strained refinery capacity.4-6 Sasol runs an indirect liquefaction process for the production of liquid fuels and chemicals from coal. The indirect coal liquefaction facility in South Africa produces approximately 160 000 barrels of crude oil equivalent a day.1,7 However, the currently favoured approach to producing synthetic liquid fuels, coal gasification followed by the Fischer-Tropsch process, poses challenges.8 For example, this includes the by-product of this process, namely carbon dioxide (CO2), a greenhouse gas associated with global warming.9 Furthermore, a large amount of hydrogen is used for coal processing through coal liquefaction, which raises cost and energy consumption.10 In this study, we examine the potential of solvent extraction for coal conversion. This process is an alternative coal conversion process that can produce coal-derived liquids without hydrogen and also at lower temperatures.
Coal extraction with an appropriate solvent can be used to study the composition, structure of coal and also as a conversion process to produce value-added products from coal. The solvent extraction process and explanation of the terms used to describe the process (i.e. decomposition and depolymerization) was summarized by Sehume et al.11 In general, solvent extraction represents the treatment of coal with a solvent(s) to dissolve some components of the coal, at temperatures between 200 and 400 °C.11,12 The extensive experiments, using phenol as a solvent, for solvent extraction of coal date back to the 1920s.13,14,15 This approach was found to be ideal as it is performed at temperatures close to the boiling point of the solvent for higher extraction yields.12 It was reported that repeated extraction at increasingly higher temperatures leads to a continuous increase in extract yield.16 The change in the extract yield has been related to the chemical nature of the solvent at higher temperatures.17,18 According to Berkowitz,19 at temperatures below «350 °C, the solvent potency may depend on the ability of the solvent to swell, peptize, and promote coal depolymerization; and the most effective solvents are aromatics and hydroxylated aromatics (i.e. phenol, naphthalene, α- and β-naphthols, phenyl phenols, anthraces, or phenanthrene). Orchin and Starch20 evaluated a variety of solvents for their ability to extract coals and showed that hydroaromatic solvents containing a phenolic group were superior to those without one. In addition, the presence of a phenolic OH usually leads to high extraction, but not always. However, these authors did not state at which conditions phenolic OH will not lead to high extraction yields. Aromatic compounds, such as naphthalene, cresol, diphenyl, or o-phenylphenol, have been reported in the literature of being able to dissolve 20-30 % of the coal at 400 °C.21 Other studies have shown that coal extraction with a single solvent in the system can be limited depending on factors, such as extraction yield and solvent swelling.18,21-23 Coal extraction with some of the solvent mixtures can lead to high yields of extract.16,18,22-24 The influence of the mixed solvents was explained by the increase in the penetration of solvents into coals by coal swelling.25 Kuznetnov18 have reported a coal extraction yield of 30-10 % using a solvent mixture (1:1) of tetralin-phenol, and naphthalene-phenol, quinoline-phenol. Miura and Mae24 reported a high coal extraction yield with carbolic oil (composed of phenolic compounds), as an extraction solvent. They reported that the role of this solvent is to dissociate hydrogen bonds between coal structures, namely, the physical effect rather than the chemical effect.26 Aida el al.23extracted coal with supercritical water-phenol mixtures near 400 °C. They observed that the extraction yield increased as the ratio of phenol-water was increased, showing a maximum of 70 % at a water-phenol ratio of 4.5:0.5 and then reduced to 50-55 % for phenol. Recently, Sehume el al.11showed that phenol has the potential to extract up to 50 wt. % (daf) of a South African bituminous coal at a temperature of 360 °C. It was of interest to investigate a renewable energy source material (i.e. derived from biomass) that can produce phenolic-rich compounds that could subsequently be used to facilitate the production of useful liquids from South African coals.
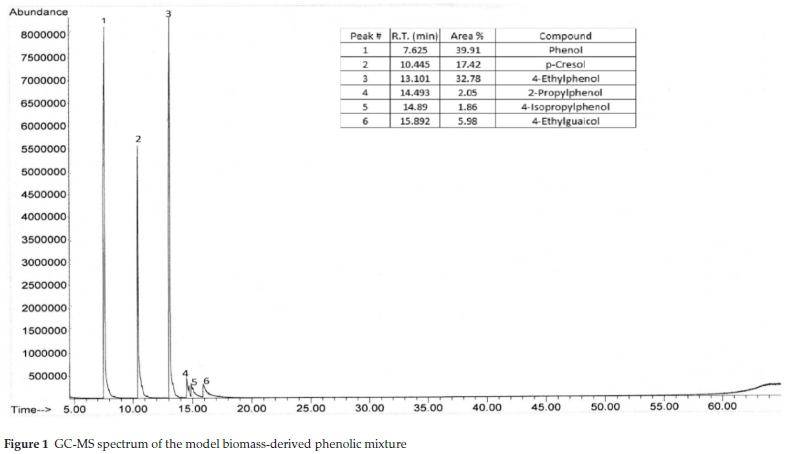
Sehume el al.27identified the phenolic compounds obtained from a sweet sorghum bagasse biomass sample, which was subjected to liquefaction using an alkaline treatment method at low reaction temperatures. The main phenolic compounds produced at a temperature of 280 °C and a NaOH concentration of 3.0 M were phenol (13.8 wt. % of total liquid products), p-cresol (6.8 wt. %), 4-ethylphenol (10.0 wt. %), 4-isopropyl-phenol (0.9 wt. %), 2-propylphenol (0.7 wt. %), and 4-ethyl-guaicol (1.5 wt. %). The model biomass-derived phenolic mixture was formulated based on the constituents as in the above-mentioned phenolic extraction results. We report in this paper on the utilization of a model biomass-derived phenolic mixture as a solvent for the bituminous coal in comparison to the use of phenol.
2. Experimental Section
2.1. Materials
South African bituminous coal (Waterberg) was supplied by Exxaro Resources Limited (South Africa).11 Sample sizes of less than 150 μπι were used in this investigation. A model biomass derived-phenolic mixture was based on the prominence of phenolic species identified in a previous study.27 Liquified phenol (purity >89.0 % and impurities «10 %, water) was supplied by Sigma-Aldrich (South Africa). The followingphenol derivatives' were purchased from Minema Chemicals (South Africa); p-cresol (99 %), 4-ethylphenol (99 %), 4-isopropylphenol (98 %), 2-propylphenol (97 %), and 4-ethylguaicol (98 %). The phenols were mixed prior to the solvent extraction and used without further purification. The weight ratio of the phenol: p-cresol: 4-ethylphenol: 2-propylphenol: 4-isopropylphenol: 4-ethylguaicol was 4:2:3:0.3:0.2:0.5. N2 (high purity, 99.999 %) was supplied by Africa Oxygen Limited (AFROX, South Africa). Tetrahydrofuran (THF) and n-hexane were purchased from Merck Chemicals (Pty) Ltd, South Africa.
2.2. Solvent Extraction Process and Characterization of Products
All experiments were conducted in a stainless-steel high-pressure autoclave as described by Sehume el al.11The autoclave was charged with a weight ratio of 1:10 coal to solvent (model biomass-derived phenolic mixture). Darlage and Bailey28 also investigated solvent effects in depolymerization of coal using coal: phenol ratio of 1:10. The reactor was sealed and flushed with N2. The autoclave was pressurized and heated to the reaction temperature in an N2 atmosphere (initial cold pressure of 0.5 MPa) at a heating rate of 4 °C min-1. The coal solvent extraction process was performed at reaction temperatures of 300,320, 340 and 360 °C, whilst magnetically stirring the mixture at 300 rpm. The autoclave was held for 20 min at each specified maximum temperature (±4 °C), and then cooled down to room temperature using an electric fan. The product mixtures (solid and liquid) were vacuum filtered and the gases produced were calculated according to mass balance. A series of extractions were carried out on the filtered liquid (after solvent extraction) using a reflux system with two solvents at 85 °C for 1 h, as described in a previous study.11 The THF-insoluble part of the liquid residue was labelled THFI and represents the unreacted portion of the coal. The THF-soluble part of the liquid residue (THFS) was further extracted with hexane, and the hexane-insoluble part of this extraction step (HI) was labelled PAAs, as it contains a combination of preasphaltenes and asphaltenes. The hexane-soluble (HS) product contains the oil part of the product.
2.3. Characterization of Coal and Extraction Products
Proximate analyses were performed using a U-Therm TGA thermogravimetric analyzer, and ultimate analyses of the coal and solvent extraction products were carried out using an Elemental Vario El cube elemental analyzer, according to the ASTM 29541 method.11 The oxygen content was calculated by difference. Each sample was characterized three times and the averages were used. The petrographic analysis was conducted by the Council for Geoscience (South Africa) using a Leica DM600 microscope with a Carl Hilgers motorized system, according to the ISO 7404-2 method.
The model biomass-derived phenolic mixture was characterized by GC/MS using an Agilent gas chromatograph (GC), model 6890 N coupled with an Agilent mass spectrometer detector (MS), model 5975B Inert XL EI/CI equipped with a CTC Analytics PAL autosampler. The GC was equipped with a capillary column (Agilent 19091S; 30 m length, 0.25 mm inner diameter, 0.25 μη! film thickness). The oven temperature program was as follows: 30 °C held for 2 min, then ramped up to 320 °C at 5 °C min-1 and held for 10 min. The total run time for the method was 50 min. Helium at a constant flow rate of 1.0 mL min-1 was used as a carrier gas. The injector was operated with a split ratio of 1/15 that was maintained at 250 °C throughout the analysis. The National Institute of Standards and Technology (NIST) spectral library was used for peak identification.
Samples were analyzed using an attenuated total reflection Bruker Fourier Transform Infra-Red spectrometer (ATR-FTIR) with an ALPHA's Platinum ATR single reflection diamond ATR module, at ambient temperature in the region of 400 to 4000 cm-1. Infrared spectroscopy was used to elucidate the effect of the solvent extraction process on the functional groups of the products that were obtained at different temperatures.
The pyrolysis behaviour of the coal and PAAs was studied by thermogravimetric analysis (TGA, SDTQ600). Samples of approximately 12 mg were analyzed. Thermogravimetric (TG) and derivative thermogravimetric (DTG) profiles of both the coal and the solid residues were obtained using a heating rate of 4 C min-1. Tests were conducted over the temperature range of 60-900 °C under a nitrogen flow of 75 mL min-1.
Simulated distillation (SimDis) analyses were carried out using an HP Model 5890 GC system, in accordance with the ASTM D2887 method. The analysis was carried out on a high-temperature GC-FID system that has been fitted with an ARX 2887 Restek column (10 m x 0.53 mm x 0.53 /xm). This process was followed by the injection of ~0.2 /xL of the fractions into the GC column. The distillation curves were determined on a solvent-free basis.
The overall percentage conversion or extraction yield of coal during the solvent extraction, using a model biomass-derived phenolic mixture as the solvent, was calculated according to the equation (all values indicated are weight percentages):11

The yield of pre-asphaltenes and asphaltenes (PAAs, HI) is defined by:

where daf coal is the weight of the dry, ash-free coal.
The oil part of the extracted products (HS) is obtained by difference:

where G is the yield of the gaseous products obtained after the coal solvent extraction (obtained by mass balance). The conversion or extraction yield and intermediate products yields (PAAs) were determined gravimetrically, based on the solvent-free dried residues.
3. Results and Discussion
3.1. GC-MS (Semi-quantitative) Analysis of the Model Biomass-derived Phenolic Mixture
The GC-MS analysis was performed on the model biomass-derived phenolic mixture prior to solvent extraction and the results are show n in Fig. 1. Theareapercentagesofthephenolic compounds were 39.91, 17.42, 32.78, 2.05, 1.86 and 5.98 % for phenol, p-cresol, 4-ethylphenol, 2-propylphenol, 4-isopropyl-phenol, and 4-ethylguaicol, respectively (Fig. 1).
3.2. Characterization of Samples
The elemental analysis, X-ray fluorescence (XRF) and maceral composition results as reported earlier for the coal are summarized in Table 1.11 The proximate and ultimate analyses shows that the coal compromises of 34 wt. % (ad) volatile matter, 50 wt. % (ad) fixed carbon and 81 wt. % (daf) carbon content. The most abundant oxides in the ash were SiC^ (62.3 %), A^C^ (20.4 %) and Fe2O3 (8.7 %) contributingup to 91.4 % ofthe total ashcomposition(Table 1). Inmostbituminouscoalsaportionof the SiO2 may be present as free quartz; however, much or all of theSiO2islikelypresentinclays.AlloftheAl2O3willbeinclays or similar minerals. Probably most or all of any Fe2O3 are due to the oxidation of pyrite, FeS2, during the ashing process. The petrographic constituents of this coal decreased in the order vitrinite(52.8%),inertinite(29.4%),reactivesemifusinite(6.7%), and liptinite (3.5 %).

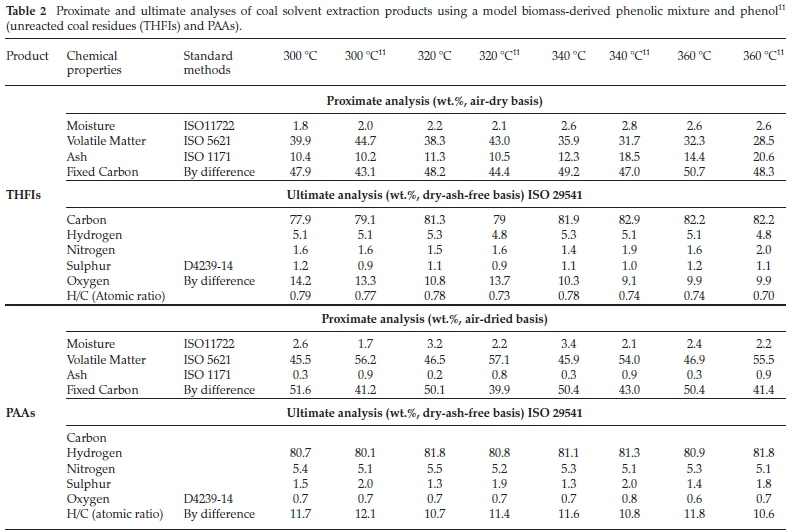
In Table 2, the results from the proximate analysis of the unreacted coal residues (THFIs) and the extraction products (PAAs) after the solvent extraction treatment are summarized. The results show that the ash percentages of THFIs increased from10.4and14.2wt.% withincreasingextractiontemperatures between 300 °C and 360 °C. The inorganic materials in the coal are largely or completely un-extracted, while the amount of organic substance extracted increases with temperature. Therefore, inevitably the ash yield will increase as observed in this study. The ash percentage trend is also similar to the results obtained through the use of pure phenol (10.4 wt. % up to 20.6 wt. %).11The volatile matter contents of approximately 45 wt. % and ash percentages of approximately 0.3 wt. % of the PAAs remain constant at the various experimental temperatures for the solvent extraction process reported in this study. The nitrogen and sulphur contents of THFIs (300-360 °C) were somewhat lower than that observed for the coal. In general, the ultimate analysis characterization results of THFIs and PAAs using a model biomass-derived phenolic mixture are similar to results obtained in a previous study using phenol.11
3.3. Coal Conversion as a Function of Temperature and Product Distribution
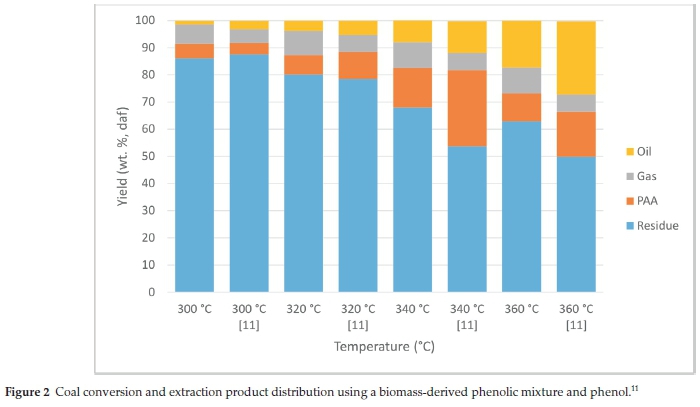
Figure 2 shows the coal conversion and overall product distribution after solvent extraction at 300-360 °C using a model biomass-derived phenolic mixture. As the temperature increases, the yield of the residue (THFIs) decreases, while the conversion increases. Using pure phenol as a solvent the same trend was observed.11Figure 2 shows the coal conversions of 14 wt. %, 20 wt. %, 32 wt. % and 37 wt. % using a model biomass-derived phenolic mixture at 300 °C, 320 °C, 340 °C and 360 °C. The yield of the solid residues (THFIs) during the solvent extraction decreased from 86 to 63 wt. % (daf) when treated between 300 °C and 360 °C. Pew and Withrow29 reported approximately 43.6 wt. % extract and 63.8 wt. % residue after solvent extraction of a Pittsburgh No. 8 seam coal using phenol in an atmosphere of carbon dioxide. Kiebler30 observed extracts of 39.7, 40.4 and 49.1 wt. % for Pittsburgh seam coal with phenol, m-cresol and o-phenyl phenol, respectively. However, their results showed that the solvents which gave the greatest yield of extract appeared to be most affected by oxidation, based on a high material balance (>100 %). Fieldner and Ambrose21 reported that compounds, such as cresol, diphenyl, or o-phenylphenol, could only dissolve 20-30 % of the coal. Larry and Bailey28 observed extraction yields of 32 wt. % and 36 wt. % daf for phenol/o-cresol and phenol/catechol solvent mixtures in the presence of a catalyst (sulphuric acid), respectively, using high-volatile bituminous coal from the Pond Creek seam. Some of these results corresponded with the conversion yield of nearly 37 wt. % obtained at 360 °C. However, this value was lower than that obtained in the experiments where pure phenol was used as a solvent, where conversion of nearly 50 wt. % wasobserved.11The effectivity of phenol-based solvents is characterized significantly by their ability to dissolve or penetrate coal structure.25 Larsen el al?1reported that phenol can readily give up a hydrogen atom to form a phenoxy radical. The phenoxy radicals are capable of abstracting a hydrogen atom from a good donor site in the coal, regenerating phenol. Therefore, phenol may serve as a good hydrogen carrier. Alkyl-substituted phenols were reported to be undesirable due to the formation of benzylic radicals resulting in the incorporation of the alkyl phenol into the coal structure.32
3.4. The Effect of Temperature on Gas Yields during Solvent Extraction
The gaseous product yields obtained after coal solvent extraction at temperatures of 300-360 °C through mass balance are shown in Fig. 3. The temperature range above 250 °C has been reported to mark the onset of the active thermal decomposition of bituminous coal. 19,33 As it can be seen from Table 1 (dilatation results) that the coal used in this study begins to soften at about 397 °C. The results show that gaseous products progressively increased with increasing temperature (7-9.6 wt. %). Similar trends were also reported for coal extraction using phenol as a solvent (300-360 °C).11 However, the gaseous yields of the present study, using a model biomass-derived phenolic mixture, were slightly more than that obtained in a previous study using phenol, where the yields were 4.9, 6.2, 6.3 and 6.4 wt. % at 300, 320, 340 and 360 °C.11 It is more likely that the gaseous products can be due to gases that could have been chemisorbed onto the coal surface, apart from the gases resulted from the thermal rupture of the labile bonds in the coal structure.
3.5. The Effect of Temperature on PAAs during Solvent Extraction
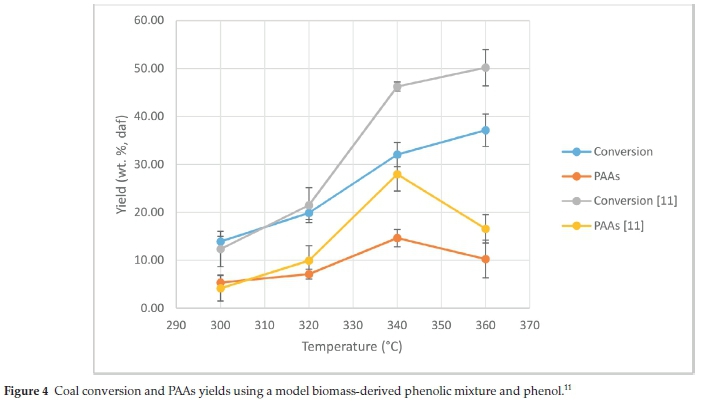
Figure 4 shows the effect of temperature on the conversion of coal and PAAs during the coal extraction process using a model biomass-derived phenolic mixture. It can be seen from Fig. 4 that the conversion increased from 14 to 37 wt. % with increasing reaction temperatures (300-360 °C). The PAAs are an intermediate product in coal extraction or liquefaction which can be further converted to oil and/or gases.34,35 PAAs were grouped together as one fraction due to the similarity in their dissolving ability in THF and n-hexane.35 The yield of PAAs slowly (4-7 wt. %) increased as the temperature increased between 300 °C and 320 °C which is in the range of the thermal decomposition of the coal.11 Between 320 °C and 340 °C, the PAAs yields increased, which also parallels the increasing conversion as a function of temperature in this temperature range. In the present study, the yield of PAAs (15-10 wt. %) slowly decreased with increasing temperature between 340 °C and 360 °C. This drop in the PAAs yield in this temperature range corresponds with an increase in the oil yield asa function of temperature (see below, Section 3.6). Similar trends were also reported for coal extraction using phenol at this temperature range.11
3.6. The Effect of the Temperature on Oil Yield during Solvent Extraction
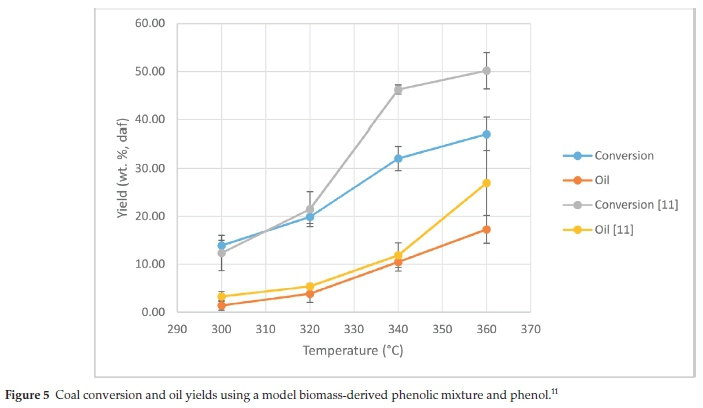
The effect of temperature on the yield of oil after solvent extraction using a model biomass-derived phenolic mixture is shown in Fig. 5. As shown earlier, an increase in the PAAs yield is coupled with higher coal conversions. The same trend is also observed with oil yields as coal is converted into solvent extraction products. From these results (Fig. 5), it can be seen that an increase in temperature also increased oil yields (300-360 °C). The oil yield in this temperature range increased from 1 wt. % to 17 wt. % and with the most significant change observed above 320 °C. The oil yield increased by nearly 5 wt. % between extraction temperatures of 340 °C to 360 °C, whilst the conversion increased by nearly 5 wt. %. The oil yield observed at 360 °C using phenol as a solvent was higher, at 27 wt. %, than the 17 wt. % observed in this study using the biomass-derived phenolic mixture.11 The higher oil yields observed for phenol asa solvent are a result of phenol being a better hydrogen carrier during depolymerization of coal as compared to alkyl-substi-tuted phenols, thus leading to higher coal extractions.
3.7. ATR-FTIR Spectroscopy
Figures 6-8 show the ATR-FTIR spectra of the coal, PAAs, and hexane soluble products (oil). ATR-FTIR spectrometry represents a relatively useful means of characterization of coal and coal-derived products in terms of functional groups. Table 3 shows a summary of bands of the functional groups observed in Figs. 6-8.
These results show that the coal and the coal-derived products spectra were nearly similar in functional groups and with minimal apparent structural changes observed after extraction temperatures.42 The peaks within 700-800 cm-1 can also be attributed to mineral matter especially in the case of the coal and THFI residues. However, the peaks around this region were observed to be weak for extraction products (HI and HS fractions) due to the absence of mineral matter.43 Similar results were observed for bituminous coal and extraction products using phenol as a single solvent system in a previous study.11 The FTIR results, therefore, indicate a similar extraction process for pure phenol and a model biomass-derived phenolic mixture despite the differences in the extraction yields (see Section 3.3).
3.8. SimDis GC Analysis
The distillation curves of the coal-derived liquefied HS fractions obtained through coal extraction using a model biomass-derived phenolic mixture at the temperature range of 300-360 °C, are shown in Fig. 9. The fractionation of coal liquids is based largely on schemes modified and developed for the characterization of petroleum.44-47 It is important to note that the evaluation of the distillation curves of the HS fractions has been determined on a phenol-free basis due to the hindrance of the phenols peak that masks the low boiling point fraction (79-191 °C) peaks.11 The HS fractions contain compounds with a wide range of boiling points (208-520 °C) with about 40 % of the composition distilling off below «360 °C. The HS fractions produced at 360 °C yielded the highest boiling point distribution with regard to constant recovered mass, followed by fractions produced at 340 °C, 320 °C, and 300 °C. For components boiling below 500 °C, the variation of boiling point distributions when phenol was used asa solvent was the reverse; the highest boiling point distribution was observed for the extract produced at 300 °C, and the lowest for the 360 °C extract. The present study shows that the properties of the HS fractions were affected by the type of solvent; considering that the coal and process conditions were kept the same throughout the extractions using pure phenol and using the model phenolic mixture (300-360 °C).
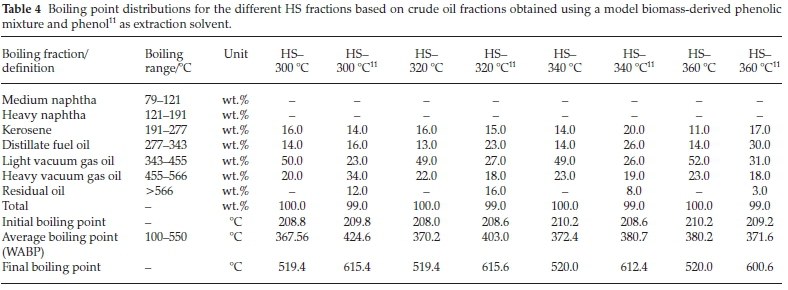
The boiling point distribution of HS fractions using a model biomass-derived phenolic mixture for coal extraction are summarized in Table 4. The quality of the oil obtained depends significantly on its boiling point distribution.42 The boiling point fraction of kerosene decreases as the extraction temperature increases (16-11 wt. %). The study shows that the extraction temperature has little effect on the number of products in the boiling fractions, with the distillate fuel oil, light vacuum gas oil and heavy vacuum gas oil fractions remaining the same with values of approximately 14 wt. %, 50 wt. %, and 22 wt. %, respectively. The largest proportion of the boiling fractions obtained with the model biomass-derived phenolic mixture could be arranged in decreasing order of light vacuum gas oil, heavy vacuum gas oil, distillate fuel oil, and kerosene (300-360 °C). From these results, nearly 70 % of the total fractions corresponded to light vacuum gas oil (LVGO) and heavy vacuum gas oil (HVGO), with about 50 % correlating with LVGO which were obtained at low extraction temperatures. The LVGO fractions through advanced processes (i.e. hydrocracking) can be used as a feedstock preferably to produce C3-C4 compounds, light, and middle distillates.
The average boiling point of the hydrocarbon constituents of the fractions was calculated as shown in a previous study.11 It can be observed that the average boiling point (WABP) of HS fractions obtained using a model biomass-derived phenolic mixture increased with extraction temperatures from 368 to 380 °C (Table 4). This trend is in contrast with the results obtained by using phenol as the extraction solvent where the WABP of HS fractions decreased with extraction temperatures (425-372 °C).11 Thus, the decrease in average boiling points may be related to the difference in the average molecular mass of the extracts obtained using these solvents.
4. Conclusions
The utilization of a model biomass-derived phenolic mixture for the solvent extraction of a South African bituminous coal under mild conditions was investigated. The choice of a phenolic mixture as a model for the extraction of bituminous coal allowed this study to investigate the feasibility of coal extraction using a biomass-derived solvent. This model biomass-derived phenolic mixture was found to be effective in extracting 14-37 wt. % of coal with increasing temperature (300 °C up to 360 °C). Alkyl-substituted phenols showed less depolymerization ability than compared with phenol may be due to poor hydrogen carrier capability. The extraction yields were influenced by the effect of physical properties of the solvent used in coal extraction.
The THFIs and PAAs obtained using a model biomass-derived mixture had similar H/C atomic ratios, which are similar to the H/C of the coal. These results confirm that PAAs are the intermediate product coal and oil in coal extraction. The drop of the PAAs yield between 340 °C and 360 °C during coal conversion corresponded with an increase of the oil yields as a function of temperature. The ATR-FTIR spectra of the coal and the extraction products showed nearly the same functional groups with no significant structural changes. These results show that the extraction production of the phenol-based solvents during coal extraction are of a similar chemical nature, despite differences in the extraction yields.
SimDis results showed that the increasing extraction temperature influenced the number of products in the boiling fractions. The differences in the boiling point distribution obtained using phenolic based solvents may be related to the difference in average molecular mass of the extracts during coal extraction (300-360 °C). However, more work ought to be carried out using biomass-derived phenolic solvent to examine the nature of the extracts (i.e. carbon distribution and the molecular weight distribution) and all alkyl-substituted phenols that may lead to higher extractions at maximum experimental conditions. The utilization of a biomass-derived solvent will assist in the facilitation of the production of useful liquids from South African coals and address environmental challenges associated with the currently favoured approach of producing synthetic liquid fuels, indirect coal liquefaction.
Acknowledgements
The authors thank Mr Kgutso Mokoena (Sasol) for SimDis analysis. The work presented in this paper is based on research financially supported by the South African Research Chairs Initiative of the Department of Science and Technology and National Research Foundation of South Africa (Coal Research Chair Grant No. 86880, UID85643, Grant No. TP1208137225). Any opinion, finding, conclusion, or recommendation expressed in this material is that of the authors(s), and the NRF does not accept any liability in this regard.
Conflict of interest
The authors declare no conflict of interest.
ORCID iDs
T.Z. Sehume: orcid.org/0000-0002-3814-8727
C.A. Strydom: orcid.org/0000-0001-5295-2095
J.R. Bunt: orcid.org/0000-0003-3051-2528
H.H. Schobert:orcid.org/0000-0001-6758-7174
References
1 H. Winkler, O. Davidson, A. Kenny, G. Prasad, J. Nkomo, D. Sparks, M. Howells and T. Alfstad, Energy policies for sustainable development in South Africa, Energy Research Centre, University of Cape Town, April 2006, pp. 1-4 & 13-60. [ Links ]
2 R. Falcon and M. van der Riet, in Effect of milling and coal quality on combustion, International Pittsburgh Coal Conference, Sandton, South Africa, 2007. [ Links ]
3 Department of Minerals and Energy (DME), 2006, Energy Security Master Plan - Liquid Fuels. [ Links ]
4 J. Fletcher, Q. Sun, R. Bajura, Y. Zhang and X. Ren, Coal to clean fuel -The Shenhua investment in direct coal liquefaction, in 21st Annual International Pittsburgh Coal Conference, Osaka, Japan, 13-17 September, 2004. [ Links ]
5 P. Nolan, A. Shioman and H. Rui, Coal liquefaction, Shenhua Group, and China's energy security, Eur. Manage. J., 2004, 22, 150-164. [ Links ]
6 L. Zhao and K. Gallagher, Research, development, demonstration, and early deployment policies for advanced-coal technology in China, Energy Policy, 2007, 35, 6467-6477. [ Links ]
7 P. Barta, South Africa has a way to get more oil; make it from coal, WSJ, 2006, CCXLVIII, 1. [ Links ]
8 A. Andrews and J. Logan, Fischer-Tropsch fuels from coal, natural gas and biomass: background and policy, Congressional Research Service (CRS) Report for Congress, Order Code RL34133,27 March 2008, pp. 1-26. [ Links ]
9 T.M. Aida, T. Sato, G. Sekiguchi, T. Adschiri and K. Arai, Extraction of Taiheiyo coal with supercritical water-phenol mixtures, Fuel, 2002, 81, 1453-1461. [ Links ]
10 J.G. Speight and S.E. Moschopedis, The co-processing of coal with heavy feedstock, Fuel Process. Technol., 1986, 13, 215-232. [ Links ]
11 T.Z. Sehume, C.A. Strydom, J.R. Bunt and H.H. Schobert, Effectivity of phenol during solvent extraction of a South African bituminous coal at mild conditions, Energy & Fuels, 2017, 31, 13655-13665. [ Links ]
12 T. Kabe, A. Ishihara, E.W. Qian, E.I.P. Sutrisna and Y. Kabe, Coal and Coal-related Compounds: Structures, Reactivity and Catalytic Reactions, Studies in Surface Science and Catalysis series, 150, Elsevier, Amsterdam, 2004. [ Links ]
13 M.W. Kiebler, The action of solvents on coal, in Chemistry of Coal Utilization (H.H. Lowry, ed.), Wiley, New York, 1945, pp. 677-760. [ Links ]
14 S.R. Illingworth, The action of solvents on coal, Fuel Sci. Pract., 1922,1, 213-219. [ Links ]
15 S.W. Parr and H.F. Hadley, The analysis of coal with phenol as a solvent, Fuel, 1925, 4, 31, 49. [ Links ]
16 A. Pott, H. Broche and W. Scheer, Solution of coal by pressure extraction and hydrogenation of the extracts, Glückauf, 1933, 69, 903-912. [ Links ]
17 J.G. Speight, The Chemistry and Technology of Coal, 3rd edn., CRC-Taylor and Francis Group, Boca Raton, FL, 2013, chapters 11 and 13. [ Links ]
18 M.I. Kuznetzov, The action of organic solvents on coal, Fuel, 1937,16, 114-121. [ Links ]
19 N. Berkowitz, An Introduction to Coal Technology, Energy Science and Engineering, Academic Press Series, 1979, chapter 7. [ Links ]
20 M. Orchin and H.H Storch, Solvation and hydrogenation of coal, ind. Eng. Chem., 1948, 40, 1385-1389. [ Links ]
21 A.C. Fieldner and P.M. Ambrose, Annual report of research and technologic work on coal, U.S. Bureau Mines, Information Circ. 7446, 1948, 113 pp. [ Links ]
22 S. Pande and D.K. Sharma, Ethylenediamine-assisted solvent extraction of coal in N-methyl-2 pyrrolidone: synergistic effect of ethylene-diamine on extraction of coal in N methyl-2 pyrrolidone, Energy & Fuel, 2002, 16, 194-204. [ Links ]
23 M. Iino, T. Takanohashi, S. Obara, H. Tsueta and Y. Sanokawa, Characterization of the extracts and residues from CS2-N-methyl-2-pyrrol-idinone mixed solvent extraction, Fuel, 1989, 68, 1588-1593. [ Links ]
24 K. Miura and T. Mae, Proceedings of the Society of Chemical Engineers Japan, 63rd Annual Meeting, 2000, p. G104. [ Links ]
25 M. Iino and M. Matsuda, Synergistic effects of alcohol-benzene mixture for coal extraction, Bull. Chem. Soc. Jpn., 1984, 57, 3290-3294. [ Links ]
26 K. Miura, K. Mae, T. Yoshimura, K. Masuda and K. Hashimoto, A new coal flash pyrolysis method utilizing effective radical transfer from solvent to coal, Energy & Fuels, 1991, 5, 803-808. [ Links ]
27 T.Z. Sehume, C.A. Strydom, J.R. Bunt and H.H. Schobert, Bio-oil production from sweet sorghum bagasse via liquefaction using alkaline solutions and identification of phenolic products, Waste & Biomass Valorization, submitted for publication, 2019 (Manuscript number WAVE-D-19-00223). [ Links ]
28 L.J. Darlage and M. Bailey, Solvent effects in the depolymerization of coal, Fuel, 1976, 55, 205-210. [ Links ]
29 J.C. Pew and J.R. Withrow, Action of various solvents on coal, Fuel, 1931, 10, 44-47. [ Links ]
30 M.W. Kiebler, Extraction of abituminous coal - influence of the nature of solvents, Ind. Eng. Chem, 1940, 32, 1389-1394. [ Links ]
31 J.W. Larsen, T.L. Sams and B.R. Rodgers, Internal rearrangement of hydrogen during heating of coals with phenol, Fuel, 1981, 60, 335-341. [ Links ]
32 For a thorough discussion of the chemistry of phenoxy radicals see: Scott, G. Atmospheric Oxidation and Antioxidents, Elsevier Publishing Co., New York, 1965. [ Links ]
33 H.H. Schobert, Chemistry of Fossil Fuels and Biofuels, Cambridge University Press, Cambridge, New York, 2013, chapter 22. [ Links ]
34 D.H. Buchanan, Status of coal research: solvent extraction, Fuel Chemical Division, American Chemical Society (ACS) 1994, 39, 64-68. [ Links ]
35 J. Yan, J. Bai, W. Li and J. Bai, Direct liquefaction of a Chinese brown coal and CO2 gasification of the residues, Fuel, 2014,136, 280-286. [ Links ]
36 K. Ouchi, K. Imuta and Y. Yamashita, Catalytic depolymerization of coal: depolymerization of Yubari coal by p-toluenesulphonic acid as catalyst, Fuel, 1965,44, 29-38. [ Links ]
37 P.C. Painter, R.W. Snyder, M. Starsinic, M.M. Coleman, D.W. Kuehn and A. Davis, Concerning the application of FT-IR to the study of coal: a critical assessment of band assignments and the application of spectral analysis programs, Appl. Speclrosc., 1981, 35, 475-85. [ Links ]
38 P.C. Painter, M. Starsinic, E. Squires and A.A. Davis, Concerning the 1600 cm-1 region in the IR spectrum of coal, Fuel, 1983, 62, 742-743 [ Links ]
39 D. Van Niekerk, R.J. Pugmire, M.S. Solum, P.C. Painter and J.P. Mathews, Structural characterization of vitrinite-rich and inertinite-rich Permian-aged South African bituminous coals, Int. J. Coal Geol, 2008, 76, 290-300. [ Links ]
40 T.F. Yen, W.H. Wu and G.V Chilingar, A study of the structure of petroleum asphaltenes and related substances by infrared spectroscopy, Energy Sources, 1984, 7, 203-235. [ Links ]
41 J.V. Ibarra, E. Munoz and R. Moliner, FTIR study of the evolution of coal structure during the coalification process, Org. Geochem., 1996, 24, 725-735. [ Links ]
42 A. Sofianos and A. Butler, Catalytic liquefaction of South African coals using the carbon monoxide/water system. Part 2: Nature of the oils, Fuel Process. Technol., 1989, 22, 189-204. [ Links ]
43 D. Nag, P. Biswas, V.K. Chandaliya and P.K. Banerjee, Characterization of solvent extract of an Indian coal. Int. J. Coal Prep. Ulil., 2011,31, 1-8. [ Links ]
44 R.G. Ruberto, D.M. Jewell, R.K. Jensen and D.C. Cronauer, in Shale Oil, Tar Sands, and Related Fuel Sources, (T.F. Yen, ed.), Advances in Chemistry Series No. 151, American Chemical Society, Washington, DC, 1976, chapter 3. [ Links ]
45 J.E. Dooley, C.J. Thompson and S.E. Scheppele, in Analytical Methods for Coal and Coal Products, (C. Karr, Jr., ed.), Academic Press, New York, vol. I, 1978, chapter 16. [ Links ]
46 K.D. Bartle, in Spectroscopic Analysis of Coal Liquids, (J. Kershaw, ed.), Elsevier, Amsterdam, Netherlands, 1989, chapter 2. [ Links ]
47 J.G. Speight, Synthetic Fuels Handbook: Properties, Processes, and Performance, McGraw-Hill, New York, 2008. [ Links ]
Received 2 April 2019
Revised 15 August 2019
Accepted 28 August 2019.
* To whom correspondence should be addressed. E-mail: zsehume@gmail.com


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}