










Servicios Personalizados
Articulo
 Inglés (pdf)
Inglés (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
Indicadores

Links relacionados
-
 Citado por Google
Citado por Google -
 Similares en Google
Similares en Google
Compartir

 Permalink
PermalinkSouth African Journal of Science
versión On-line ISSN 1996-7489
versión impresa ISSN 0038-2353
S. Afr. j. sci. vol.111 no.11-12 Pretoria nov./dic. 2015
http://dx.doi.org/10.17159/sajs.2015/20150083
REVIEW ARTICLE
A critical review of ionic liquids for the pretreatment of lignocellulosic biomass
Prashant ReddyI, II
IDepartment of Chemistry, Durban University of Technology, Durban, South Africa
IISugar Milling Research Institute NPC, University of KwaZulu-Natal, Durban, South Africa
ABSTRACT
Ionic liquids have been the subject of active research over the course of the last decade and have in the past been touted as one of the most promising technologies for revolutionising the chemical and petrochemical industries. The sheer abundance of potential ionic liquid structures coupled with their tuneable physico-chemical properties has endeared ionic liquids to the scientific community across a broad range of disciplines with potential applications that include pharmaceuticals, electrolytes, thermal energy storage media and liquid mirror telescopes. Within the context of a biorefinery for the production of biofuels and other bio-based products from renewable resources, the unique abilities of some ionic liquids to selectively dissolve biomass components or whole native biomass have been demonstrated. This ability has sparked extensive investigations of ionic liquids for the pretreatment of different biomass types, particularly for the production of cellulosic biofuels. However, the esoteric nature of ionic liquids persists and constructing a fundamental framework for correlating ionic liquid structures with useful applications remains a significant challenge. In addition to the above, the more practical challenges of toxicity, high costs, high viscosities, low solids loading and complex recycling are key factors hindering the wide-scale uptake of ionic liquids as pretreatment solvents in a commercial biorefinery. This critical review provides insights from academic studies and the implications thereof for elevating ionic liquids from the status of 'promising' to 'commercialisable' in the pretreatment of biomass. It is vital that key hurdles for the commercialisation of ionic liquids in the form of high costs, high viscosities, poor water tolerance, toxicity, low solids loading and recovery/recycling be addressed.
Keywords: biomass; cellulose; biorefinery; lignin; fractionation
Introduction
Lignocellulosic biomass is the most abundant plant material on the planet1 and is a veritable treasure of renewable resources for the production of energy, chemicals and materials. The biomass-producing forestry and sugarcane industries in South Africa are mature industries that could benefit greatly from diversification of their product portfolios to achieve long-term sustainability. Based on the amount of sugar cane crushed in the last 5 years,2 the South African sugarcane industry produces an average of ca. 2.6 million tonnes per annum of dry bagasse (Figure 1), the fibrous residue remaining after sucrose-rich juice has been extracted from sugarcane stalks. The major use of bagasse is boiler fuel with limited value addition for products that include furfural, animal feed and paper.3 Deriving additional value from agro-industrial biomass such as bagasse involves addressing the inherent recalcitrance of biomass to access the lignocellulosic building blocks of cellulose, hemicellulose and lignin (Figure 2)4 which possess useful chemical functional groups. Achieving an efficient, simple and cost-effective pretreatment step is a key enabler for the development of sustainable value chains for biomass-producing industries by unlocking value addition steps to produce saleable bio-based products. Amongst the various types of biomass pretreatments, chemical pretreatments (traditionally acid, alkali and organic solvents) have been quite popular5, with one of the most studied classes of chemicals in recent times being ionic liquids.


An ionic liquid (IL) is generally defined as a salt with a low melting point (at or close to room temperature)1 that consists of an organic cation (e.g. pyridinium) and an organic (e.g. acetate) or inorganic (e.g. chloride) anion. A well-known property of most ILs is their 'negligible' volatility under ambient conditions. Mainly because of this property, ILs have frequently been described as environmentally friendly solvents. They have a host of potential applications from thermal energy storage to pharmaceuticals.6 With the potential number of ILs that can be synthesised estimated as at least a billion,7 coupled with the tuneable nature of their physico-chemical properties, the opportunities for designing task-specific ILs are abundant. However, the upscaling of ILs from being mere laboratory curiosities to wide-scale commercially viable technologies has remained to date a significant challenge. This challenge is primarily a result of the high costs of ILs and difficulties in addressing the conundrum of structure-property relationships.8 However, a few ILs have achieved the 'holy grail' of commercial application, most notably for the BASIL™ (biphasic acid scavenging utilising ionic liquids) process of BASF9 in which the formation of 1-methylimidazole chloride is an integral part of the cost-effective and efficient production of alkoxyphenylphosphines.
There has been considerable interest in ILs for the processing of ligno-cellulosic biomass derived from a variety of sources (woods, grasses, crop residues, etc.) over the course of the last decade,1 but commercially significant progress has largely been hindered as a result of a combination of technical, economic and environmental factors to be expounded upon in this work. It is beyond the scope of this review to undertake any exhaustive surveys of ILs for biomass processing. To this end, there are recent reviews that can be consulted.1,7,10-12 This review will focus specifically on the use of ILs as solvents for the pretreatment of lignocellulosic biomass and then provide insights into where a concentration of research efforts might be warranted to expedite the development of commercialisable IL pretreatment processes in a biorefinery.
Dissolution of lignocellulosic biomass in ionic liquids
There has been a plethora of studies on the selective and total dissolution of lignocellulosic biomass in ILs. Findings from these studies have stimulated interest in the use of ILs for biomass pretreatment in a biorefinery. Imidazolium ILs have been the most popular ILs for experimental investigations of lignocellulosic biomass treatments. The majority of the ILs of interest contain 1-ethyl-3-methylimidazolium or [EMIM], 1-allyl-3-methylimidazolium or [AMIM] and 1-butyl-3-methylimidazolium or [BMIM] cations. A selection of ILs that have been investigated extensively for biomass pretreatment is shown in Figure 3. Currently, the 1,3-dialkylimidazolium acetates, especially [EMIM] [CH3COO], are amongst the most widely investigated ILs.1

Cellulose remains the most widely investigated lignocellulosic biomass component for IL dissolution.13 In the pioneering study by Swatloski et al.14, it was demonstrated that [BMIM][Cl] could dissolve up to 25% (w/w) of dissolving pulp cellulose with microwave heating. The regeneration of the dissolved cellulose in an amorphous form was also demonstrated through the use of anti-solvents (such as water) which were IL soluble. This work showcased the ability of ILs to not only dissolve cellulose but also to modify its crystalline structure. Also noted was the marked influence of water present in the ILs in amounts greater than 1% (w/w) to diminish the ability of the ILs studied to dissolve cellulose. In addition to cellulose, the solubilisation of other lignocellulosic biomass components - hemicellulose15 and lignin16 - in ILs has been demonstrated.
Dissolution of whole biomass has been demonstrated across a wide variety of woody and non-woody biomass types. Sun et al.17 demonstrated that [EMIM][CH3COO] could achieve the complete dissolution of a softwood (southern yellow pine) and a hardwood (red oak). Rayne and Mazza18 achieved the rapid (less than 2 min) dissolution of both woody (oak, ponderosa pine and sumac wood) and herbaceous (grape stem, flax shives and triticale straw) biomass materials in [BMIM][Cl] with microwave irradiation. In the study by Li et al.19, it was shown that 0.5 g of sugarcane bagasse (<0.25 mm particle size) dissolved much more rapidly (15-16 h) than 0.5 g of pine (46 h) in 10 g of [EMIM] [CH3COO] at 100 °C, even compared with smaller particle sizes of the latter (<0.125 mm particle size). In addition, they showed that rapid dissolution of bagasse could be achieved with heating at 175 °C for 10 min or at 185 °C for 5 min. Edye and Doherty20 also described a procedure in which bagasse with a larger particle size (2 mm) and lower biomass loading of 1.3% (w/w) in [EMIM][CH3COO] was heated at a lower temperature (170 °C), resulting in complete dissolution of bagasse in 50 min.
It has been shown in the above-mentioned studies that ILs are able to dissolve each of the major components of lignocellulosic biomass and are also able to completely dissolve the entire native lignocellulosic biomass itself. In general, herbaceous biomass is more easily dissolved than woody biomass (in particular softwoods) under similar conditions.1
Ionic liquids as solvents in biorefinery applications
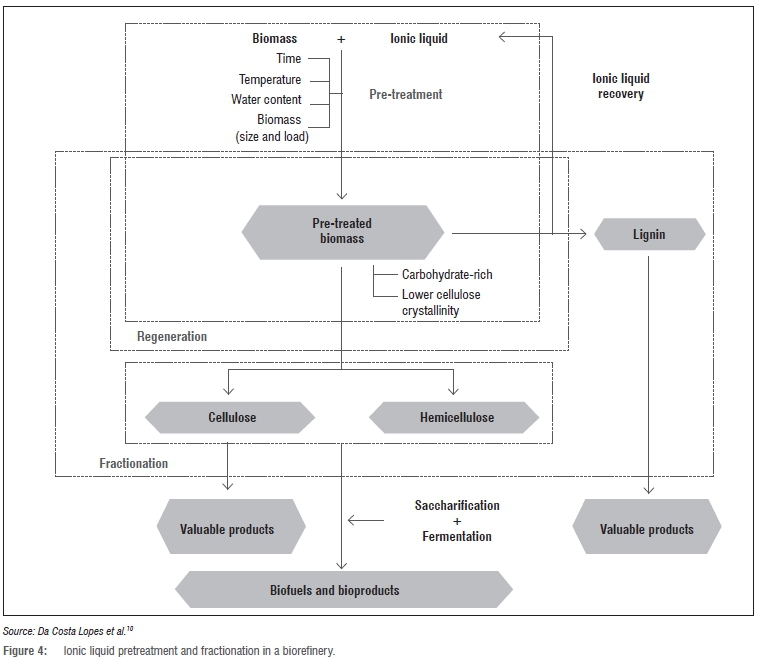
The dissolution of lignocellulosic biomass and/or its constituents in ILs addresses the key issue of reducing biomass recalcitrance to facilitate the utilisation of biomass for bio-based products. A schematic representation of IL pretreatment and fractionation in a biorefinery process10 is shown in Figure 4 and depicts the pretreatment of biomass with ILs, followed by fractionation, IL regeneration and downstream processing of the biomass components. The dissolution of the lignocellulosic biomass in the IL pretreatment allows for the cellulose and other lignocellulosic components to be accessible to external reagents and catalysts (chemical and biological) dissolved or dispersed in the same medium for conversion processes.21 Current biorefinery research with ILs is heavily weighted towards the fermentation of cellulosic monosugars for the production of bioethanol.22 For the hydrolysis of the cellulosic materials to yield fermentable sugars in ILs, there are three types of approaches that have been typically employed23 as described below.
Enzymatic hydrolysis of materials regenerated from ionic liquids
The regeneration of dissolved cellulosic materials from an IL medium with anti-solvents such as water or ethanol was demonstrated in the pioneering work of Swatloski et al.14 in which a reduction in cellulose crystallinity is made possible by the regeneration.24 This alteration of the macromolecular structure of lignocellulosic components allows for more effective penetration of the enzymes for hydrolysis of the relevant chemical bonds in the lignocellulosic components.
Liu and Chen25 investigated the enzymatic hydrolysis of regenerated cellulose from wheat straw and steam-exploded wheat straw after pretreatment with water or [BMIM][Cl]. The enzymatic hydrolysis rate of the IL-treated wheat straw was 70.37%, whereas complete hydrolysis was observed for the IL-treated steam-exploded wheat straw. The hydrolysis rates of the wheat straw and steam-exploded wheat treated only with water were 42.78% and 68.78%, respectively. The marked increase in hydrolysis rates for the biomass pretreated with [BMIM] [Cl] was attributed to the decrease in the degrees of polymerisation in cellulose and hemicellulose, the reduction in the crystallinity of cellulose and the increased accessibility of reactive sites for the enzymes.
The necessity of anti-solvents to regenerate the dissolved biomass dictates that the anti-solvent must be removed to allow for the recovery of the ILs for the process. An alternative for the recovery of ILs from aqueous solutions is the use of solutions with kosmotropic (water-structuring) anions (such as phosphate, carbonate or sulfate) to form aqueous biphasic systems, as demonstrated by Gutowski et al.26 and later by Shill et al.27 for the enzymatic hydrolysis of [EMIM][CH3COO]-pretreated cellulose (from Miscanthus, Avicel® or corn stover) through the addition of K3PO4 or K2HPO4. The triphasic process decreased the amount of water to be evaporated for the iL recycling, allowing for greater efficiency in water and energy usage. The major findings were that a more rapid and higher-yielding enzymatic conversion of cellulose to glucose is achieved in the three-phase system when compared to cellulose obtained from IL-pretreated biomass precipitated with water. Also, the kosmotropic salt allowed for partial delignification of the biomass, which made the substrate more accessible for enzymatic hydrolysis.
Enzymatic hydrolysis in ionic liquids
Direct use of ILs as reaction media for biocatalytic applications offsets the process complexity and high costs by eliminating the requirement of anti-solvents to regenerate the dissolved materials. However, this elimination places an additional strain on the selection of ILs for biomass pretreatment as the efficacy of the IL for the dissolution of the biomass must be considered synergistically with the biocompatibility of the IL with the enzymes used. Despite the fact that ILs are generally described as green solvents, toxicity of some ILs towards microorganisms has been demonstrated.28 It is unfortunate that ILs that have been most studied based on their ability to dissolve cellulose - such as 1,3 dialkylimidazolium ILs with chloride, dicyanamide, formate and acetate anions - are not very compatible with enzymes.23 These anions, which are strong hydrogen-bond acceptors, tend to denature the enzymes. Also the high viscosity of these ILs has an adverse effect on the in situ biocatalytic transformations. As a result, research efforts have been made to find ILs that are both enzyme compatible and able to dissolve cellulose.
Kamiya et al.29 performed enzymatic saccharification studies with cellu-lase enzymes on Avicel® cellulose in an aqueous solution of [EMIM] [DEP]. Direct correlation between the volumetric ratio of IL to water and the cellulase activity was observed. For ratios greater than 3:2 there was little cellulase activity observed and for lower ratios, cellulase activity was greatly enhanced where an IL to water ratio of 1:4 allowed for the conversion of over 70% of cellulose to glucose and cellobiose. A later study by Wang et al.30 revealed that a mixture of cellulases retained high enzymatic activity in 15% (v/v) of [EMIM][CH3COO] for the hydrolysis of Avicel® cellulose with a conversion efficiency of approximately 91%. This finding demonstrated the compatibility of [EMIM][CH3COO] with the cellulase mixture under the conditions of investigation. Bose et al.31 tested the reactivity and stability of a commercial mixture of cellulases in eight ILs (not including [EMIM][CH3COO]). Of the ILs investigated, cellulose hydrolysis was observed only in 1-methylimidazolium chloride and tris-(2-hydroxyethyl)methylammonium methylsulfate (HEMA). The high viscosity of the ILs was seen as a retarding factor for the enzymatic hydrolysis, as it inhibited the diffusion of the enzyme, resulting in the lower enzymatic activity observed when compared to the cellulose hydrolysis in a buffer solution. The thermal stability of the cellulase enzymes in the two ILs was also investigated in terms of the reversibility of the folding and unfolding processes of the enzymes and it was found that HEMA imparted greater stability to the enzyme when compared to the imidazolium IL. The folding and unfolding processes were reversible even at temperatures up to 120 °C in HEMA, indicating that excellent cellulase thermal stability can be achieved in particular ILs.
Overall, the use of ILs as a medium for the pretreatment and in situ enzymatic hydrolysis of lignocellulosic materials holds great promise as a feasible technology for the application of ILs in biorefining. However, the realisation of a commercial process based on this technology has remained very challenging to date, as it requires the use of ILs that meet the very demanding requirements of good cellulose dissolution, enzyme compatibility and low viscosity.23
Acid-catalysed hydrolysis in ionic liquids
The list of shortcomings for the traditional acid hydrolysis of ligno-cellulosic materials includes harsh conditions, high capital costs and the inefficiency of the process with mineral acids.32 The inherent advantage of acid hydrolysis in ILs is the homogeneity that ILs can potentially provide as a reaction medium for the lignocellulosic biomass and the reagents, in addition to the significant disruption of the macromolecular structure of cellulose through IL dissolution. Both solid-phase acid catalysts and liquid acids have been used for cellulose hydrolysis in ILs.32
Li and Zhao33 studied cellulose hydrolysis by mineral acids (H2SO4, HCl, HNO3 and H3PO4) in [BMIM][Cl]. It was shown that H2SO4 (with acid/cellulose mass ratios as low as 0.11) dissolved in [BMIM] [Cl] was able to drive Avicel® cellulose hydrolysis reactions. For the Sigmacell® cellulose hydrolysis reactions, it was observed that HCl and HNO3 behaved similarly to H2SO4, while H3PO4 was less effective. The results indicated that acid strength had an important role to play in the hydrolysis of cellulose in [BMIM][Cl]. A preliminary kinetic study of the experimental data indicated that cellulose hydrolysis proceeded much faster than total reducing sugar degradation. It was noted that excess acid loading in the IL system reduced sugar yields as a result of side reactions which consumed the hydrolysis products. In the study of Li et al.34 for the acid catalysis of lignocellulosic biomass with various acids, total reducing sugar yields as high as 66%, 74%, 81% and 68% for the hydrolysis of corn stalk, rice straw, pine wood and bagasse, respectively, were achieved in the presence of only 7% (w/w) HCl at 100 °C within 60 min. Overall, the catalytic activity of the acids followed the hierarchy: hydrochloric acid > nitric acid > sulfuric acid > maleic acid > phosphoric acid.
Rinaldi et al.35 analysed the mechanism for acid-catalysed cellulose hydrolysis, which is thought to consist of three sequential steps, as shown in Figure 5.23 The first step is the cellulose activation through the protonation of the glycosidic oxygen, followed by formation of a cyclic carbocation via the slow unimolecular scission of the glycosidic linkage, and finally the nucleophilic attack on the cyclic carbocation species by a water molecule to create the hydroxyl group in the carbon at the C(1) position in the anhydroglucose unit. Even though the second step in the mechanism is rate limited, the protonation of the glycosidic oxygen has been reported to be difficult and slow with some electron-deficient acetals during the hydrolysis process.35 Strong acids are required for the activation of cellulose for hydrolysis as a result of the weak basicity of the glycosidic oxygen in cellulose. A 'serious consequence'35 of the strong acid requirement is the severe restriction imposed upon the pool of cellulose-dissolving ILs that can be used as it has been shown that 1,3-dialkylimidazolium ILs that make effective solvents for cellulose are often those with anions which are weak bases (acetate, organophosphates, etc.). Because these anions are weak bases, they are protonated quite easily by strong acids to produce weak acids. As a result, cellulose activation in these iLs is insufficient for reasonable rates of hydrolysis.35 Another major challenge is that the often impressive solvation capabilities of ILs for a diversity of materials complicates the separation of the water-soluble monosugars and lower carbohydrate oligomers from the homogenous IL reaction medium introducing additional steps and costs into the process. There are some advantages for the use of solid catalysts over molecular acids for the heterogeneous acid-catalysed hydrolysis of cellulose36 such as the ease of recycling of the acid catalyst32 and a more controllable process. However, there are practical issues associated with the use of solid acids such as the slower reaction times and the requirement of an additional step to further hydrolyse the cellooligomers to sugar monomers.

Biomass fractionation with ionic liquids
From the preceding discussion, it can be noted that the overwhelming majority of research with ILs has been geared towards the deconstruction or dissolution of lignocellulosic biomass, principally for the production of fermentable sugars for biofuel production.22 As a result, the dissolution of cellulosic materials in ILs has been investigated thoroughly. The achievement of a process design with ILs for the complete fractionation of lignocellulosic biomass into three distinct streams of cellulose, hemicellulose and lignin has received much less attention.22,37
Tan et al.38 employed the hydrotropic pulping concept (aqueous solutions of sodium xylenesulfonate at elevated temperatures and under pressure) for the delignification of sugarcane bagasse. An IL mixture consisting of the [EMIM] cation and alkylbenzenesulfonates with xylenesulfonate as the main anion was employed to extract lignin from steamed bagasse at elevated temperatures (170-190 °C). The lignin fraction was recovered from the IL mixture by precipitation, allowing the IL to be recycled. An extraction yield higher than 93% could be achieved for which less than 50% of xylan was left in the pulp (for a 2-h treatment at 190 °C). A rough correlation was observed between the amount of hemicellulose removed during delignification and the amount of extraneous material in the recovered lignin. This correlation could be attributed to the reactive breakdown products of hemicellulose being incorporated within the recovered lignin. Recycling of the IL was demonstrated for which the regenerated IL showed good retention of structure and properties, based on nuclear magnetic resonance spectra.
Hamada et al.39 investigated ILs for the thermally controlled selective dissolution of lignocellulosic biomass. N-methyl-N-(2-methoxyethyl) pyrolidin-1-ium 2,6-diaminohexanoate or [P1ME][Lys] was a good solvent for lignin below 60 °C; however, cellulose could only be dissolved at a temperature of 80 °C or higher. On this basis, the partial fractionation of 9% (w/w) mixture of Japanese cedar in [P1ME][Lys] was demonstrated through the direct extraction of lignin from the woody biomass under mild conditions (stirring at 60 °C for 12 h). Hamada et al.39 reported that they were able to reuse the IL five times after recovery without any loss of its ability to dissolve lignin.
Diedericks et al.37 investigated the fractionation of sugarcane bagasse into three streams of cellulose, hemicellulose and lignin with [EMIM] [CH3COO] and [BMIM][Cl]. The biomass dissolution was achieved through the use of the IL only or by using a dilute acid pre-extraction of the xylose prior to the IL dissolution of the remaining solids. The constituents were isolated from the reaction mixture with acetone, acetone-water mixtures or NaOH as the first anti-solvent and a sodium citrate buffer as the second anti-solvent. It was observed that delignification was enhanced through the use of NaOH; however, the addition of NaOH produced impure product streams. The xylose pre-extraction prior to IL treatment with dilute acid allowed for a 75% (w/w) recovery of the xylose content of bagasse and served to improve the lignin purity after anti-solvent separation. The fractionation efficiency of the combined process (with xylose pre-extraction) was maximised (84%) by IL treatment at 125 °C for 120 min for a removal of 80.2% (w/w) of the lignin content of bagasse and 76.5% (w/w) lignin recovery. Both ILs displayed similar degrees of delignification; however, only [EMIM][CH3COO] treatment was able to produce enzyme-digestible cellulose-rich solids.
Commercialisation of ionic liquids for biomass pretreatment
There are major technical, economic and environmental hurdles that still remain for the industrial-scale design of pretreatment processes with ILs, as shown in Figure 6. The key considerations inherent in these hurdles and their implications for advancing IL research on the path towards achieving commercialisation are discussed below.

Cost
ILs remain to date the most expensive research-grade solvents under investigation for the dissolution of biomass.1 Brandt et al.1 consider the ideal scenario as one in which ILs are produced for a cost in the region of USD2.50/kg or less. The current bulk cost for industrial organic solvents such as acetone is less than USD1.50/kg.40 The best-case bulk estimate cost of [EMIM][CH3COO] is USD20/kg.41 Recently, work has been performed targeting the production of low-cost ILs, and in particular, those based on hydrogen sulfate anions for production from sulfuric acid. Based on the work of Chen et al.40, the prices of triethylammonium hydrogen sulfate and 1-methylimidazolium hydrogen sulfate were estimated at USD1.24/kg and USD2.96-5.88/kg, respectively. The triethylammonium hydrogen sulfate IL was also tested against the [EMIM] [CH3COO] benchmark for the pretreatment of switchgrass and was able to achieve a 75% efficacy when compared to [EMIM][CH3COO].42 These findings bode well for the production of 'cheap' ILs; however, industrial-scale production of ethylammonium hydrogen sulfate ILs has not been achieved as yet to verify the estimated costs.
Viscosity
In addition to high costs, the high viscosity of ILs is another major factor limiting the uptake of ILs as they have much higher viscosities than industrial organic solvents. The viscosities of ILs are 1 -3 orders of magnitude higher than conventional organic solvents, with values ranging as widely as 4.8-1110 mPa/s,43 depending on the cation and anion. The high viscosity has direct implications not only in terms of increased process costs and complexity for operations such as mixing and pumping, but also for the efficacy of ILs as reaction media in terms of mass transfer and reaction rates, as is the case for diffusion-controlled processes such as enzymatic hydrolysis. The IL currently of most interest in biomass treatment, [EMIM][CH3COO], has a viscosity of 162 mPa/s at 20 °C43, and can be classified as a high-viscosity fluid. The viscosity of ILs can be addressed either by designing ILs with lower viscosities or through the use of ILs in mixtures with aqueous or organic solvents.44 The first option involves designing ILs to achieve viscosity reduction. However, this reduction must be achieved without diminishing the efficacy of the IL in the intended application. This task is a very challenging one indeed because of the abundance of potential IL structures from various cation-anion pairings and a lack of a fundamental understanding of the correlation of the IL structure with efficacy in the intended application. The second option is perhaps more attractive for biorefinery applications with ILs, as the use of less costly organic solvents or water with ILs will reduce the amount of IL required, thus resulting in cost savings. Work has been completed for the dissolution of cellulose in organic electrolyte solutions containing various amounts of ILs45 in solvents such as dimethylformamide, in which only 10% (w/w) of [EMIM][CH3COO] was required for the complete dissolution of cellulose. The usage of cheaper solvents, especially benign solvents such as water, would be a recommended strategy as long as there is no significant reduction in the efficacy of the IL mixture for the biomass pretreatment. This strategy has been demonstrated in the work by George et al.42, in which IL-water mixtures with 20% (w/w) water were successfully employed for the pretreatment of switchgrass with [EMIM] [CH3COO] and ethylammonium hydrogen sulfate ILs.
Water tolerance
The investigation of ILs as pure solvents in many academic studies has necessitated scrupulous drying of ILs to provide results with 'dry' ILs. However, for the real-world application of ILs in biorefining, in addition to the water associated with the IL itself, the processing environment and the biomass will be major contributors to increasing the water content of the IL. Drying of the biomass and ensuring a processing environment free of water will place significant demands upon the process economics. It has been shown that the presence of water in some ILs can produce a very significant impairment of the ability of the IL to dissolve cellulose.1 However, Abe et al.46 discovered that hydroxide-containing ILs such as tetrabutylphosphonium hydroxides with 40% (w/w) water content could dissolve up to 20% (w/w) of cellulose within 5 min with mild stirring at 25 °C. Consequently, it is recommended that emphasis be placed upon the design and investigation of ILs for improved water tolerance in process applications. As discussed above, the current IL of choice for pretreatment, [EMIM][CH3COO], does not require anhydrous conditions to be effective in biomass pretreatment.
Toxicity, biodegradability and renewability
While initial investigations focused on chloride-based ILs, the transition towards ILs with lower toxicities has been supported. BASF utilised [EMIM][CH3COO] over [EMIM][Cl] in their commercial CELLIONIC™ formulation of IL solutions of cellulose.22 Chloride-containing ILs possess toxicities and corrosive properties that would probably not suit most biorefining operations. It is highly likely that potential IL biorefineries of the future will involve the use of biological agents (such as enzymes) that are exposed to ILs in fermentation or biocatalytic conversions, in which ILs could even serve as the media for the microbial processes. As a result, biocompatibility of ILs will be an important factor to offset process complexities and additional costs to actively purify streams of IL-pretreated biomass for downstream microbiological processes. In addition, non-toxic ILs would widen the pool of potential applications for ILs such as the production of food-grade chemicals. It has also been shown that, at elevated temperatures, some ILs are not inert solvents for lignocellulosic materials. Even for the favoured [EMIM] [CH3COO], acetylation of cellulose was observed to occur at elevated temperatures.21 For the dissolution of lignocellulose in some chloride-containing ILs, the thermal stability of the IL is also affected.21 There are also concerns over the effects of residual amounts of impurities from the synthesis of the ILs, such as 1-methylimidazole47 from the synthesis of imidazolium ILs. As a result, greater demands will be placed on the purification methods, which would most likely increase costs.
Biodegradable ILs are desirable to minimise the environmental impact of chemicals and for ILs to live up to their billing as green solvents, especially with the ever-tightening grip of environmental regulations on the use of industrial solvents. Cholinium ILs are a class of ILs that have low toxicity and are readily biodegradable.48 Nockemann et al.49 demonstrated that the cholinium ILs, choline saccharinate and choline acesulfamate, can be prepared from easily available starting materials such as chicken feed additives (choline chloride) and artificial sweeteners (saccharinate and acesulfamate salts). In addition to biodegradability, the production of ILs from renewable materials is a very important consideration in a biorefinery and in this regard bio-based ILs have been prepared and tested for biomass pretreatment. Cholinium amino acids, such as choline lysine, choline glycine and choline alanine were developed and tested by Hou et al.50 for the pretreatment of sugarcane bagasse. Cholinium lysine or [Ch][Lys] was shown to be the most effective of all the IL solvents. Pretreatment of sugarcane bagasse (unmilled and cut into 60-mm lengths) at 90 °C for 6 h with a 5% (w/w) loading in a 50% [Ch][Lys]-water mixture provided yields of 80% for glucose and 84% for xylose from the enzymatic hydrolysis of the residue. The above findings indicate that trends towards renewable or bio-based ILs are emerging in the field; however, it should be borne in mind that this should not be achieved by increased cost of production of starting materials (in cases in which the renewable starting materials are more expensive).
Solids loading and size reduction
In the majority of studies involving IL pretreatment of biomass, solid loadings have typically been about 5% (w/w).1 This value is low when compared to the solids loadings of other chemical pretreatment methods. The solids loading has important repercussions for the throughput and economics of the pretreatment process as there would be cost savings if less of the IL solvent can be used and more biomass processed per pretreatment. In addition to solids loading, comminution of biomass has frequently been applied in studies involving ILs with limited work performed on biomass that has not been reduced in size. The energetic requirements for the comminution of biomass can adversely affect the economics of biorefinery processes to a significant extent. Hou et al.50 employed biomass that was not milled and a fairly long pretreatment time of 6 h was required for the pretreatment at 90 °C with a solids loading of 5% (w/w). If a higher solids loading were to be used, the pretreatment time would most likely have to be increased to achieve the desired results. Work has been performed on the impact of high solids loading on the performance of ILs in biomass pretreatment. Wu et al.51 pretreated corn stover (1-2 mm particle size) in [EMIM][CH3COO] at 125 °C for 1 h with biomass loadings of 4.8-50% (w/w). It was shown that over a wide range of biomass loadings from 4.8-33% (w/w), the yields of glucose and xylose from enzymatic hydrolysis remained similar at 80% and 50%, respectively. For loadings above 33% (w/w), there was less lignin extracted and less disruption of cellulose crystallinity, resulting in a decrease in enzymatic hydrolysis efficiency. In another study by Cruz et al.52, switchgrass was pretreated with [EMIM][CH3COO] at 160 °C for 3 h with biomass loadings in the IL varying between 3% and 50% (w/w). The relative glucan content of the recovered solid samples was observed to decrease with increasing levels of lignin and hemicellulose recovered with increased biomass loading. Maximum glucose recovery (nearly 100%) was obtained for the solid recovered after pretreatment with a 10% (w/w) biomass loading but this amount dropped significantly at higher biomass loadings. However, an unexpected advantage of increasing the loading levels to 40-50% (w/w) was the decrease in the cellulose crystallinity which produced faster enzymatic hydrolysis kinetics and could potentially lower enzyme loading levels to improve the economic viability of IL pretreatment.
Use of a priori methods for screening ionic liquids
To date, the 'trial and error' approach has for the most part evolved the landscape of IL pretreatment towards ILs such as [EMIM][CH3COO]. However, with the potential number of ILs that can be synthesised in theory being close to a billion7, the use of a priori methods provides a much-needed and very useful means to investigate ILs for the pretreatment or dissolution of biomass. The empirical Kamlet-Taft model parameters53 and the quantum mechanical COSMO-RS model54 are two popular approaches for predicting or understanding the solubility of lignocellulosic components in ILs.1 The Kamlet-Taft parameters are useful for understanding IL-lignocellulose interactions through arguments relating to hydrogen-bond acceptor and donor strengths (usually for IL anions). However, concepts such as hydrogen bonding may not be sufficient to understand and predict interactions between ILs and lignocellulose, for which there are many other factors that require consideration.55 The COSMO-RS model has been shown to be very useful for screening ILs for lignocellulose treatment1,56 as only structural information is typically required for the prediction of solubility and other thermodynamic properties. Being able to screen ILs through the use of predictive methods requiring a minimal amount of input properties would allow for much-needed savings in time, cost and effort in laboratory studies.
Ionic liquid recovery and recycling
In addition to increasing biomass loading in ILs, the recovery and recycling of ILs represents an important means for cost savings in the process. The recycling of the ILs is facilitated by their negligible volatilities under ambient conditions. However, there are some ILs that are 'distillable' such as those based on the combination of dimethylamine with CO2 (2:1 ratio) to produce a dimethylammonium cation and a dimethylcarbamate anion.57 These types of ILs can be distilled at temperatures as low as 45 °C, which opens up the avenue for new applications and options for recycling ILs.57 It is quite commendable that an increasing number of researchers are demonstrating the recycling of the ILs used in their studies.1 Hou et al.50 recovered and reused their 50% [Ch][Lys]-water mixture directly (not separating out extracted lignin) for three batches in their bagasse pretreatment. After recovering and using the IL three times, the glucose and xylose yields decreased to 62.7% and 73.0%, respectively, probably as a result of the decrease in the delignification capacity of the IL-water mixture as a result of accumulation of lignin in the solvent. Wu et al.51 also investigated the reuse of [EMIM][CH3COO] for their pretreatment of corn stover. The extracted lignin decreased from 44% in the first batch to 20% in the tenth batch. However, the ability of the IL to disrupt the crystallinity of the corn stover cellulose remained largely unaffected. There was also no significant loss in the glucose and xylose yields of corn stover pretreated with [EMIM][CH3COO] recycled after ten batches. It is recommended that, as in the above-mentioned studies, the recycling of the IL features as an integral part of the outcomes. This approach would serve to demonstrate that the integrity of the IL can be preserved in the process through a fairly undemanding regeneration sequence, as an important factor in the design of an IL process will be the IL recycling.
Feedstock dependence
To ensure a steady supply of biomass throughout the year and in sufficient quantities for sustainable biorefinery value chains for fuels, chemicals and materials, the use of mixed biomass will most likely be required to take advantage of the regional availability of cheap feedstocks.58 Biomass feedstocks can differ significantly in lignocellulosic composition and bulk density depending on their origin, resulting in challenges for processing mixed biomass feedstocks. Although it has been shown above that ILs are capable of processing various types of herbaceous and woody biomass efficiently as single feedstocks, the conditions for pretreatment are dependent upon the biomass type, with softwoods recognised as the most difficult to process when compared to herbaceous biomass.1 To address this issue, Shi et al.58 investigated the densification and blending of switchgrass, lodgepole pine, corn stover and eucalyptus in flour and pellet form (in 1:1:1:1 ratios) with [EMIM][CH3COO] at 160 °C for 3 h with 10% (w/w) biomass loading. There was no significant difference observed between the enzymatic digestibility of the pretreated solids from the mixed biomass pellets and flour starting materials. The IL-pretreated mixed pellets and flour had similar trends in terms of fast saccharification rates by reaching 90% digestibility in 24 h. The success of [EMIM][CH3COO] in effectively pretreating mixed biomass feedstocks augers well for demonstrating that IL pretreatment can be feedstock-independent. However, particle size reduction and densification are high-energy and costly processes necessitating that the economics for the preparation of mixed feedstocks be closely scrutinised.
Conclusions
The unique ability of ILs to selectively dissolve biomass components and whole biomass has been demonstrated for both woody and herbaceous biomass types, and is of relevance to both the South African forestry and sugarcane industries. Biorefinery applications for IL pretreatment have focused on the production of cellulosic biofuels in which the usefulness of ILs has been demonstrated. However, there are significant technical, economic and environmental barriers for the wide-scale commercialisation of ILs in biorefineries. To overcome these barriers, it is recommend that investigations are undertaken for the development of ILs that
-
can combine efficacy for biomass pretreatment with the ability to be used under hydrous conditions (which also reduces their viscosity);
-
are thermally stable and inert at pretreatment conditions;
-
can be recycled and reused;
-
are non-toxic (to human life and microbiological organisms); and
-
are low-cost (when compared to current industrial solvents).
In addition, for ILs to achieve an identity as sustainable technologies in a biorefinery context, it would be only fitting for ILs of the future to be manufactured from the very same renewable resources they pretreat for the production of renewable chemicals and materials.
References
1. Brandt A, Grãsvik J, Hallett JP Welton T. Deconstruction of lignocellulosic biomass with ionic liquids. Green Chem. 2013;15(3):550-583. http://dx.doi.org/10.1039/c2gc36364j [ Links ]
2. South African Sugar Association (SASA). The SA sugar industry facts and figures [homepage on the Internet]. No date [cited 2015 Jan 31]. Available from: http://www.sasa.org.za/sugar_industry/FactsandFigures.aspx [ Links ]
3. Walford SN, Morel du Boil PG. A survey of value addition in the sugar industry. Proc S Afr Sug Technol Ass. 2006;80:39-61. Available from: http://www.sasta.co.za/wp-content/uploads/Proceedings/2000s/2006_Walford_a%20survey%20of%20value%20addition.pdf [ Links ]
4. Oak Ridge National Laboratory [homepage on the Internet]. No date [cited 2015 Jan 31]. Available from: https://public.ornl.gov/site/gallery/gallery.cfm?topic=53&restsection=public [ Links ]
5. Behera S, Arora R, Nandhagopal N, Kumar S. Importance of chemical pretreatment for bioconversion of lignocellulosic biomass. Renew Sust Energy Rev. 2014;36:91-106. http://dx.doi.org/10.1016/j.rser.2014.04.047 [ Links ]
6. Olivier-Bourbigou H, Magna L, Morvan D. Ionic liquids and catalysis: Recent progress from knowledge to applications. Appl Catal A-Gen. 2010;373(1-2):1-56. http://dx.doi.org/10.1016/j.apcata.2009.10.008 [ Links ]
7. Mora-Pale M, Meli L, Doherty TV Linhardt RJ, Dordick JS. Room temperature ionic liquids as emerging solvents for the pretreatment of lignocellulosic biomass. Biotechnol Bioeng. 2011;108(6):1229-1245. http://dx.doi.org/10.1002/bit.23108 [ Links ]
8. Niedermeyer H, Ashworth C, Brandt A, Welton T, Hunt PA. A step towards the a priori design of ionic liquids. Phys Chem Chem Phys. 2013;15(27):11566-11578. http://dx.doi.org/10.1039/C3CP50521A [ Links ]
9. Plechkova NV, Seddon KR. Applications of ionic liquids in the chemical industry. Chem Soc Rev. 2008;37(1):123-150. http://dx.doi.org/10.1039/b006677j [ Links ]
10. Da Costa Lopes AM, João KG, Morais ARC, Bogel-tukasik E, Bogel-tukasik R. Ionic liquids as a tool for lignocellulosic biomass fractionation. Sustain Chem Proc. 2013;1:3. http://dx.doi.org/10.1186/2043-7129-1-3 [ Links ]
11. Gericke M, Fardim P Heinze T. Ionic liquids: Promising but challenging solvents for homogeneous derivatization of cellulose. Molecules. 2012;17(6):7458-7502. http://dx.doi.org/10.3390/molecules17067458 [ Links ]
12. Stark A. Ionic liquids in the biorefinery: A critical assessment of their potential. Energy Environ Sci. 2011;4(1):19-32. http://dx.doi.org/10.1039/C0EE00246A [ Links ]
13. Wang H, Gurau G, Rogers RD. Ionic liquid processing of cellulose. Chem Soc Rev. 2012;41(4):1519-1537. http://dx.doi.org/10.1039/c2cs15311d [ Links ]
14. Swatloski RP Spear SK, Holbrey JD, Rogers RD. Dissolution of cellose with ionic liquids. J Am Chem Soc. 2002;124(18):4974-l975. http://dx.doi.org/10.1021/ja025790m [ Links ]
15. Wei L, Li K, Ma Y Hou X. Dissolving lignocellulosic biomass in a 1-butyl-3-methylimidazolium chloride-water mixture. Ind Crop Prod. 2012;37(1):227-234. http://dx.doi.org/10.1016/j.indcrop.2011.12.012 [ Links ]
16. Pu Y Jiang N, Ragauskas AJ. Ionic liquid as a green solvent for lignin. J Wood Chem Technol. 2007;27(1):23-33. http://dx.doi.org/10.1080/02773810701282330 [ Links ]
17. Sun N, Rahman M, Qin Y Maxim ML, Rodriguez H, Rogers RD. Complete dissolution and partial delignification of wood in the ionic liquid 1-ethyl-3-methylimidazolium acetate. Green Chem. 2009;11(5):646-655. http://dx.doi.org/10.1039/b822702k [ Links ]
18. Rayne S, Mazza G. Rapid dissolution of lignocellulosic plant materials in an ionic liquid [document on the Internet]. c2007 [cited 2015 Jan 31]. Available from: http://precedings.nature.com/documents/637/version/1/files/npre2007637-1.pdf [ Links ]
19. Li W, Sun N, Stoner B, Jiang X, Lu X, Rogers RD. Rapid dissolution of lignocellulosic biomass in ionic liquids using temperatures above the glass transition of lignin. Green Chem. 2011;13(8):2038-2047. http://dx.doi.org/10.1039/c1gc15522a [ Links ]
20. Edye LA, Doherty WOS. Fractionation of a lignocellulosic material. World Patent W0/2008/095252 A1; 2008. [ Links ]
21. Zhang ZC. Catalytic transformation of carbohydrates and lignin in ionic liquids. WIREs Energy Environ. 2013;2(6):655-672. http://dx.doi.org/10.1002/wene.67 [ Links ]
22. Sun N, Rodriguez H, Rahman M, Rogers RD. Where are ionic liquid strategies most suited in the pursuit of chemicals and energy from lignocellulosic biomass? Chem Commun. 2011;47(5):1405-1421. http://dx.doi.org/10.1039/C0CC03990J [ Links ]
23. Xie H, Zhao ZK. Selective breakdown of (ligno)cellulose in ionic liquids. In: Kokorin A, editor. Ionic liquids: Applications and perspectives. Rijeka: InTech; 2011. p. 61-80. http://dx.doi.org/10.5772/14681 [ Links ]
24. Zhu S. Use of ionic liquids for the efficient utilization of lignocellulosic materials. J Chem Technol Biot. 2008;83(6):777-779. http://dx.doi.org/10.1002/jctb.1884 [ Links ]
25. Liu L, Chen H. Enzymatic hydrolysis of cellulose materials treated with ionic liquid [BMIM]Cl. Chinese Sci Bull. 2006;51(20):2432-2436. http://dx.doi.org/10.1007/s11434-006-2134-9 [ Links ]
26. Gutowski KE, Broker GA, Willauer HD, Huddleston JG, Swatloski RP Holbrey JD, et al. Controlling the aqueous miscibility of ionic liquids: Aqueous biphasic systems of water-miscible ionic liquids and water-structuring salts for recycle, metathesis, and separations. J Am Chem Soc. 2003;125(22):6632-6633. http://dx.doi.org/10.1021/ja0351802 [ Links ]
27. Shill K, Padmanabhan S, Xin Q, Prausnitz JM, Clark DS, Blanch HW. Ionic liquid pretreatment of cellulosic biomass: Enzymatic hydrolysis and ionic liquid recycle. Biotechnol Bioeng. 2011;108(3):511-520. http://dx.doi.org/10.1002/bit.23014 [ Links ]
28. Romero A, Santos A, Tojo J, Rodriguez A. Toxicity and biodegradability of imidazolium ionic liquids. J Hazard Mater. 2008;151(1):268-273. http://dx.doi.org/10.1016/j.jhazmat.2007.10.079 [ Links ]
29. Kamiya N, Matsushita Y Hanaki M, Nakashima K, Narita M, Goto M, et al. Enzymatic in situ saccharification of cellulose in aqueous-ionic liquid media. Biotechnol Lett. 2008;30(6):1037-1040. http://dx.doi.org/10.1007/s10529-008-9638-0 [ Links ]
30. Wang Y Radosevich M, Hayes D, Labbé N. Compatible ionic liquid-cellulases system for hydrolysis of lignocellulosic biomass. Biotechnol Bioeng. 2011;108(5):1042-1048. http://dx.doi.org/10.1002/bit.23045 [ Links ]
31. Bose S, Armstrong DW, Petrich JW. Enzyme-catalyzed hydrolysis of cellulose in ionic liquids: A green approach toward the production of biofuels. J Phys Chem B. 2010;114(24):8221-8227. http://dx.doi.org/10.1021/jp9120518 [ Links ]
32. Xie H, Liu W, Beadham I, Gathergood N. Biorefinery with ionic liquids. In: Xie H, Gathergood N, editors. The role of green chemistry in biomass processing and conversion. Hoboken, NJ: John Wiley and Sons; 2012. p. 75-133. http://dx.doi.org/10.1002/9781118449400.ch3 [ Links ]
33. Li C, Zhao ZK. Efficient acid-catalyzed hydrolysis of cellulose in ionic liquid. Adv Synth Catal. 2007;349(11-12):1847-1850. http://dx.doi.org/10.1002/adsc.200700259 [ Links ]
34. Li C, Wang Q, Zhao ZK. Acid in ionic liquid: An efficient system for hydrolysis of lignocellulose. Green Chem. 2008;10(2):177-182. http://dx.doi.org/10.1039/B711512A [ Links ]
35. Rinaldi R, Meine N, Vom Stein J, Palkovits R, Schüth F. Which controls the depolymerization of cellulose in ionic liquids: The solid acid catalyst or cellulose? ChemSusChem. 2010;3(2):266-276. http://dx.doi.org/10.1002/cssc.200900281 [ Links ]
36. Rinaldi R, Palkovits R, Schüth F. Depolymerization of cellulose using solid catalysts in ionic liquids. Angew Chem Int Edit. 2008;47(42):8047-8050. http://dx.doi.org/10.1002/anie.200802879 [ Links ]
37. Diedericks D, Van Rensburg E, Görgens JF. Fractionation of sugarcane bagasse using a combined process of dilute acid and ionic liquid treatments. Appl Biochem Biotech. 2012;167(7):1921-1937. http://dx.doi.org/10.1007/s12010-012-9742-4 [ Links ]
38. Tan SSY MacFarlane DR, Upfal J, Edye LA, Doherty WOS, Patti AF, et al. Extraction of lignin from lignocellulose at atmospheric pressure using alkylbenzenesulfonate ionic liquid. Green Chem. 2009;11(3):339-345. http://dx.doi.org/10.1039/b815310h [ Links ]
39. Hamada Y Yoshida K, Asai R, Hayase S, Nokami T, Izumi S, et al. A possible means of realizing a sacrifice-free three component separation of lignocellulose from wood biomass using an amino acid ionic liquid. Green Chem. 2013;15(7):1863-1868. http://dx.doi.org/10.1039/c3gc40445e [ Links ]
40. Chen L, Sharifzadeh M, MacDowell N, Welton T, Shah N, Hallett JP Inexpensive ionic liquids: [HSO4]--based solvent production at bulk scale. Green Chem. 2014;16(6):3098-3106. http://dx.doi.org/10.1039/c4gc00016a [ Links ]
41. Simmons BA. Ionic liquid pretreatment. Energy Efficiency and Renewable Energy (EERE) Webinar, 2013 June 24 [document on the Internet]. c2013 [cited 2015 Jan 31]. Available from: http://energy.gov/eere/bioenergy/downloads/ionic-liquid-pretreatment-technologies [ Links ]
42. George A, Brandt A, Tran K, Zahari SMSNS, Klein-Marcuschamer D, Sun N, et al. Design of low-cost ionic liquids for lignocellulosic biomass pretreatment. Green Chem. 2015;17:1728-1734. http://dx.doi.org/10.1039/c4gc01208a [ Links ]
43. Zhang S, Sun N, He X, Lu X, Zhang X. Physical properties of ionic liquids: Database and evaluation. J Phys Chem Ref Data. 2006;35(4):1475-1517. http://dx.doi.org/10.1063/L2204959 [ Links ]
44. Khupse ND, Kumar A. Ionic liquids: New materials with wide applications. Ind J Chem. 2010;49A(05-06):635-648. [ Links ]
45. Rinaldi R. Instantaneous dissolution of cellulose in organic electrolyte solutions. Chem Commun. 2011;47(1):511-513. http://dx.doi.org/10.1039/c0cc02421j [ Links ]
46. Abe M, Fukaya Y, Ohno H. Fast and facile dissolution of cellulose with tetrabutylphosphonium hydroxide containing 40 wt% water. Chem Commun. 2012;48(12):1808-1810. http://dx.doi.org/10.1039/c2cc16203b [ Links ]
47. Chidambaram M, Bell AT. A two-step approach for the catalytic conversion of glucose to 2,5-dimethylfuran in ionic liquids. Green Chem. 2010;12(7):1253-1262. http://dx.doi.org/10.1039/c004343e [ Links ]
48. Hou XD, Smith TJ, Li N, Zong MH. Novel renewable ionic liquids as highly effective solvents for pretreatment of rice straw biomass by selective removal of lignin. Biotechnol Bioeng. 2012;109(10):2484-2493. http://dx.doi.org/10.1002/bit.24522 [ Links ]
49. Nockemann P, Thijs B, Driesen K, Janssen CR, Van Hecke K, Van Meervelt L, et al. Choline saccharinate and choline acesulfamate: Ionic liquids with low toxicities. J Phys Chem B. 2007;111(19):5254-5263. http://dx.doi.org/10.1021/jp068446a [ Links ]
50. Hou XD, Li N, Zong MH. Facile and simple pretreatment of sugar cane bagasse without size reduction using renewable ionic liquids-water mixtures. ACS Sustainable Chem Eng. 2013;1(5):519-526. http://dx.doi.org/10.1021/sc300172v [ Links ]
51. Wu H, Mora-Pale M, Miao J, Doherty TV, Linhardt RJ, Dordick JS. Facile pretreatment of lignocellulosic biomass at high loadings in room temperature ionic liquids. Biotechnol Bioeng. 2011;108(12):2865-2875. http://dx.doi.org/10.1002/bit.23266 [ Links ]
52. Cruz AG, Scullin C, Mu C, Cheng G, Stavila V Varanasi P et al. Impact of high biomass loading on ionic liquid pretreatment. Biotechnol Biofuels. 2013;6:52. http://dx.doi.org/10.1186/1754-6834-6-52 [ Links ]
53. Spange S, Fischer K, Prause S, Heinze T. Empirical polarity parameters of celluloses and related materials. Cellulose. 2003;10(3):201-212. http://dx.doi.org/10.1023/a:1025197520736 [ Links ]
54. Klamt A. COSMO-RS: From quantum chemistry to fluid phase thermodynamics and drug design. Amsterdam: Elsevier; 2005. http://dx.doi.org/10.1016/B9-78-044451-9/94850-0080 [ Links ]
55. Long JX, Li XH, Wang LF, Zhang N. Ionic liquids: Efficient solvent and medium for the transformation of renewable lignocellulose. Sci China Chem. 2012;55(8):1500-1508. http://dx.doi.org/10.1007/s11426-012-4633-7 [ Links ]
56. Balaji C, Banerjee T, Goud VV. COSMO-RS based predictions for the extraction of lignin from lignocellulosic biomass using ionic liquids: Effect of cation and anion combination. J Solution Chem. 2012;41(9):1610-1630. http://dx.doi.org/10.1007/s10953-012-9887-3 [ Links ]
57. De María PD. Recent trends in (ligno)cellulose dissolution using neoteric solvents: Switchable, distillable and bio-based ionic liquids. J Chem Technol Biotechnol. 2014;89(1):11-18. http://dx.doi.org/10.1002/jctb.4201 [ Links ]
58. Shi J, Thompson VS, Yancey NA, Stavila V Simmons BA, Singh S. Impact of mixed feedstocks and feedstock densification on ionic liquid pretreatment efficiency. Biofuels. 2013;4(1):63-72. http://dx.doi.org/10.4155/BFS.12.82 [ Links ]
 Correspondence:
Correspondence:
Prashant Reddy
Department of Chemistry,Durban University of Technology
PO Box 1334, Durban 4000
South Africa
Email: reddyp2@gmail.com
Received: 01 Mar. 2015
Revised: 21 Mar. 2015
Accepted: 25 Mar. 2015


{kind=link}