










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkSouth African Journal of Science
On-line version ISSN 1996-7489
Print version ISSN 0038-2353
S. Afr. j. sci. vol.111 n.5-6 Pretoria May./Jun. 2015
http://dx.doi.org/10.17159/sajs.2015/20140042
RESEARCH ARTICLE
Particle boards produced from cassava stalks: Evaluation of physical and mechanical properties
Felix A. Aisien; Andrew N. Amenaghawon; Kingsley C. Bienose
Department of Chemical Engineering, Faculty of Engineering, University of Benin, Benin City, Nigeria
ABSTRACT
We investigated the potential use of cassava stalks for the production of bonded particle boards. Particle boards were produced from cassava stalks using urea-formaldehyde as a binder. Water absorption and thickness swelling tests were carried out to determine dimensional stability of the boards while modulus of rupture and modulus of elasticity tests were carried out to assess the mechanical strength of the boards. Particle boards produced using an adhesive-cassava stalk ratio of 3:1 gave the best results in terms of the lowest mean values of water absorption (20%) and thickness swelling (6.26%), as well as the highest values of modulus of rupture (4x106 N/m2) and modulus of elasticity (2366.74x106 N/m2). The particle boards produced met the ANSI/A208.1-1999 standard for general-purpose boards. The results of analyses of variance carried out revealed that the adhesive-cassava stalk ratio had a marked influence (p<0.05) on the physical properties (water absorption and thickness swelling) but not on the mechanical properties (modulus of rupture and modulus of elasticity).
Keywords: cassava stalks; particle board; urea-formaldehyde; dimensional stability; thickness swelling
Introduction
The start of the manufacture of modern particle boards can be traced back to the early 19th century.1 In Nigeria and throughout the world, the panel/board industry has experienced continuous growth in recent years, using wood mainly obtained from forest resources.2,3 The use of wood and wood-based panels/boards was estimated to be 2.866 million m3 and 0.121 million m3, respectively, in the early 1990s. These values are expected to rise to 4.704 million m3 and 0.688 million m3, respectively, within the next 20 years.4,5 The increased demand for wood and wood-based panel products in Nigeria has placed a significant pressure on current forest resources, which has consequently led to an increase in the price of wood.1,6 This demand has led to the need to find alternative raw materials for the production of boards and panels. One solution to this problem, as identified by researchers, is the use as an alternative of agricultural residues such as the stalks of most cereal crops, rice husks, coconut fibres (coir), bagasse, maize cobs, peanut shells, cassava stalks, etc. These agricultural residues are typically left on the farm after the target crops have been harvested. Nigeria is the world's largest producer of cassava, with an annual production capacity of 45 million tonnes.7 Agbro and Ogie8 reported that cassava has the highest output of residues generated in Nigeria and its estimated value is about 29 million metric tonnes per annum. In most underdeveloped and developing countries, these residues have very limited reuse capacity and they are typically inappropriately discarded or openly burnt.2,9-11
The improper disposal of these wastes has many negative environmental consequences. For instance, burning these wastes leads to increased levels of carbon dioxide in the atmosphere, which contributes to global warming. These wastes can also cause blockage of drains which consequently results in flooding. Accumulated wastes release offensive odours, thereby contributing to air pollution, and also serve as a breeding ground for mosquitoes and flies which spread several diseases. Waste products also add to space problems in landfills, as they remain in landfills until they are biodegraded.12 The use of these materials offers potential benefits both environmentally and socio-economically. They are cheap, abundantly available, resource oriented when handled appropriately and the environmental problems associated with inappropriate disposal are eliminated.13,14
Numerous studies on the use of these wastes have been carried out in many parts of the world, including Nigeria. Most of these studies were focused on determining the suitability of these wastes for the manufacture of composites.1,11 Some of the agro-wastes studied so far include rice husk10, rattan15, pine11, wood wastes16, wheat straw17, cotton straw18, sunflower stalks1, and date palm leaves19.
Particle board is a composite panel product traditionally produced from wood and wood wastes such as shavings, flakes, wafers, chips, sawdust, strands and wood wool.11,20 Particle board is commonly used in structural applications such as flooring, wall bracing, ceiling boards, furniture, partitioning and cladding.11,21,22 Synthetic resins are used to bond the agro-wastes together and other additives can be added to improve some of its properties. Resin-bonded panels are typically lighter, and thus have the potential to replace cement-bonded panels and concrete constructions like prefabricated walls and partitions.20 Several types of resins are commonly used, although urea-formaldehyde is the cheapest and easiest to use.
We investigated the potential use of cassava stalks for the production of bonded particle boards in this study. Our objective was to evaluate the physical and mechanical properties of cassava stalk bonded particle board. A manufacturing process such as this one has the potential to reduce the pressure on forest resources and at the same time provide solutions to the problems of agricultural waste disposal in Nigeria.
Materials and methods
Material collection and pretreatment
Cassava stalks were obtained from the Asaba cassava mill located in the Delta State of Nigeria. The urea-formaldehyde adhesive used as a binder was obtained from the Chemical Engineering Laboratory, University of Benin, Edo State, Nigeria. The cassava stalks were milled using a hammer mill and then sifted using standard sieves to obtain particles in the size range 0.85-2.0 mm. The milled cassava stalks were transferred into hot water at a constant temperature of 85 °C to extract inhibitory sugar compounds such as glucose, hemicelluloses and lignin.3 This extraction was done in order to ensure proper setting of the boards. The extracted materials were separately air dried to attain approximately 12% moisture content before use.
Particle board formation and testing
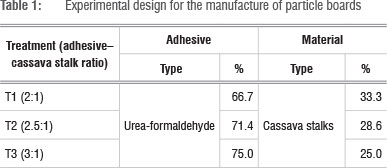
The milled cassava stalks were mixed thoroughly with the urea-formaldehyde adhesive based on the experimental design specified in Table 1 until a uniform lump-free matrix was obtained. After mixing, the material was put in a mat-forming box, with dimensions 0.35 mx0.35 mx0.006 m. A manual press machine was used to make a pre-pressing at 0.78 x106 N/m2. The box was then put in a hydraulic press and the boards were made by using an 8-min press closing time at a pressure of 1.23 x106 N/m2. The mat-forming box was covered with a polythene sheet prior to board formation to prevent the boards from sticking onto the box.
The nominal dimensions and density of the boards produced were 0.35 mx0.35 mx0.006 m and 1000 kg/m3, respectively. Three boards were produced for each treatment. About 20 mm of the edge of each board was trimmed off the samples using a buzz saw. The boards were subsequently put in a climatisation chamber at a temperature of 20±2 °C and a relative humidity of 65±2% for 21 days. They were thereafter subjected to physical tests - thickness swelling and water absorption tests - and mechanical tests - modulus of rupture and modulus of elasticity tests - in accordance with the procedures stipulated in ASTM D1037 and DIN 52362, respectively.23,24
Statistical analysis
The experimental design used in this work was a 3 x 1 factorial experiment in completely randomised design resulting in three treatments as shown in Table 1. The factors considered were material type (cassava stalks) and adhesive-cassava stalk ratio (by mass) (2:1, 2.5:1 and 3:1). The following properties were evaluated: water absorption after 24 h, thickness swelling after 24 h, modulus of elasticity and modulus of rupture. An analysis of variance (ANOVA) was performed and a 5% probability level was used to test the significance of treatment means.
Results and discussion
Effect of material variables on physical properties of the boards
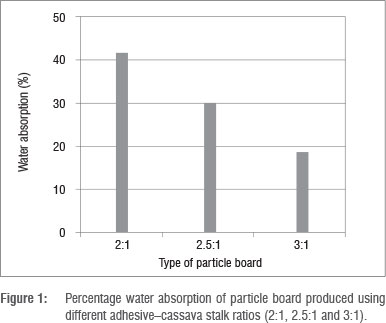
The dimensional stability of the boards was assessed through water absorption and thickness swelling tests. Figure 1 shows the values of water absorption of particle boards produced from cassava stalks using different adhesive-cassava stalk ratios. The water absorption ranged from 20% to 43.12%. The highest water absorption was obtained for particle boards produced using an adhesive-cassava stalk ratio of 2:1, while the lowest water absorption was obtained for particle boards produced using an adhesive-cassava stalk ratio of 3:1. The relatively high values obtained when the 2:1 ratio was used could be because of the difficulty in compression and the presence of voids in the boards which allowed the boards to take in water.3,25 Generally, the values obtained were similar to those reported by Mendes et al.22 for particle boards produced from sugar cane bagasse using urea-formaldehyde as a binder. The results presented in Figure 1 show that the boards produced from an adhesive-cassava stalk ratio of 3:1 were more resistant to the permeation of water, and hence had the potential to perform better than others in very humid environments or when the boards came into contact with water or moisture. The resistance to the permeation of water observed in the case of the boards which had an adhesive-cassava stalk ratio of 3:1 is an indication of dimensional stability.
There was a significant difference in water absorption after 24 h among the samples, as indicated by the ANOVA results presented in Table 2. The adhesive-cassava stalk ratio therefore significantly influenced the water absorption property of the particle boards.
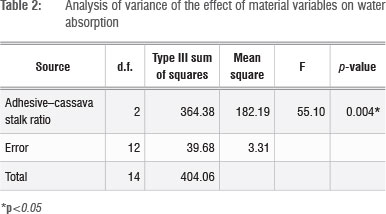
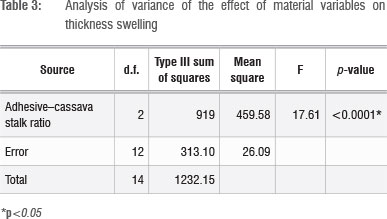
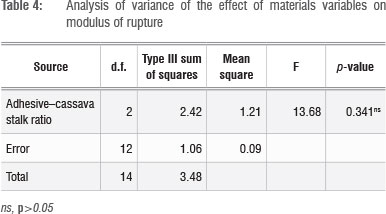
Figure 2 shows the values of thickness swelling for particle boards produced from cassava stalks using different adhesive-cassava stalk ratios. The values of thickness swelling ranged from 6.26% to 24.54%. Copur et al.26 and Mendes et al.22 reported similar values for thickness swelling for boards produced from hazelnut husk and cassava bagasse, respectively. The highest value of thickness swelling was obtained for particle boards produced using an adhesive-cassava stalk ratio of 2:1 while the lowest thickness swelling was obtained for particle boards produced using an adhesive-cassava stalk ratio of 3:1. Small values of thickness swelling are indicative of dimensional stability; hence the boards produced using the 3:1 ratio would be expected to perform better than the others. It has been reported that the thickness swelling is affected by the presence of void spaces in the boards in the same way as water absorption, as these spaces enhance the absorption of water by the boards which leads to internal swelling.3,27 The results presented are also in agreement with those reported by Murakami et al.27 and Adedeji21 who observed that by increasing the adhesive content of the boards, the dimensional stability of the boards can be enhanced. The American National Standard Institute specifies a maximum thickness swelling of 8% for general-purpose particle boards (standard ANSI/A208.1-1999).
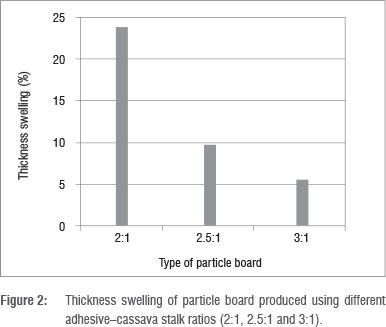
The results obtained in this study, as presented in Figure 2, show that all the boards produced met the thickness swelling requirement specified by the American National Standard Institute (ANSI/A208.1-1999) for general-use boards.28
The adhesive-cassava stalk ratio had a significant effect on the thickness swelling of the boards (Table 5; ANOVA, p<0.05).
Effect of material variables on mechanical properties of the boards
The mean values of modulus of rupture of the different boards tested are presented in Figure 3. The highest value of modulus of rupture (4.0x106 N/m2) was obtained for particle boards produced using an adhesive-cassava stalk ratio of 3:1 while the lowest modulus of rupture (2.56x106 N/m2) was obtained for particle boards produced using an adhesive-cassava stalk ratio of 2:1. The relatively high values of modulus of rupture recorded could be as a result of the random distribution of the particles in the boards.3 This finding indicates that the boards are mechanically stable and can resist deformation under load. The adhesive-cassava stalk ratio did not significantly influence the modulus of rupture of the boards at the 5% probability level, as shown in Table 4. The American National Standard Institute standard ANSI/ A208.1-1999 specifies a minimum modulus of rupture of 3x106 N/m2 for general-purpose particle boards. The results obtained in this study show that the boards produced using an adhesive-cassava stalk ratio of 2.5:1 and 3:1 met the requirements specified by the American National Standard Institute for general-use particle boards (ANSI/A208.1 -1999).28 However, the boards produced using an adhesive-cassava stalk ratio of 2:1 did not meet the requirement.
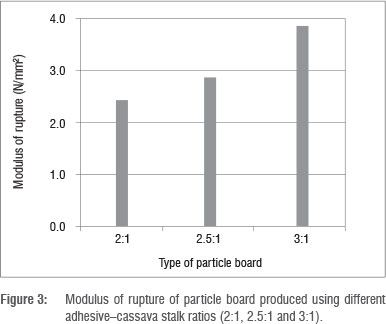
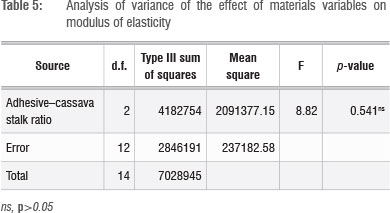
Figure 4 shows the values of modulus of elasticity of the particle boards. The values ranged from 107 5x106 N/m2 to 2367x106 N/m2. The highest modulus of elasticity was obtained for particle boards with an adhesive-cassava stalk ratio of 3:1 while the lowest modulus of elasticity was obtained for particle boards with an adhesive-cassava stalk ratio of 2:1. The results presented are also in agreement with those reported by Bamisaye10. The minimum acceptable value of modulus of elasticity as specified by the American National Standard Institute standard ANSI/ A208.1-1999 is 550x106 N/m2. The results obtained show that all the boards produced met this minimum requirement of the American National Standard Institute for general-use particle boards.
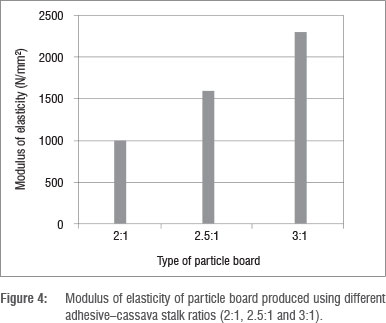
The adhesive-cassava stalk ratio did not significantly influence the modulus of elasticity of the boards (Table 5; ANOVA, p>0.05).
Conclusions
We investigated the potential use of cassava stalks for the production of particle boards using urea-formaldehyde as a binder. The following conclusions can be drawn:
- Particle boards can be produced from cassava stalks using urea-formaldehyde as a binder.
- Particle boards produced using an adhesive-cassava stalk ratio of 3:1 are more dimensionally stable as evident in their smaller values of water absorption and thickness swelling compared with the other samples.
- Particle boards produced using an adhesive-cassava stalk ratio of 3:1 have higher mechanical strengths as evident in the higher values of modulus of rupture and modulus of elasticity compared with the other samples.
- Particle boards that satisfy the ANSI/A208.1-1999 standard can be produced from cassava stalks using urea-formaldehyde as a binder.
- ANOVA results show that the adhesive-cassava stalk ratio significantly influenced the water absorption and thickness swelling but not the modulus of rupture and modulus of elasticity.
Authors' contributions
F.A.A. and N.A.A. designed the study and K.C.B. performed the experiments. N.A.A. and K.C.B. managed the literature searches and N.A.A. wrote the first draft of the manuscript. F.A.A. provided analytical advice and corrected the manuscript. All authors read and approved the final manuscript.
References
1. Bektas I, Guler C, Kalaycioğlu H, Mengeloglu F, Nacar M. The manufacture of particleboards using sunflower stalks (Helianthus annuus l.) and poplar wood (Populus alba L.). J Compos Mater. 2005;39(5):467-473. http://dx.doi.org/10.1177/0021998305047098 [ Links ]
2. Garay RM, MacDonald F, Acevedo ML, Calderón B, Araya JE. Particleboard made with crop residues mixed with wood from Pinus radiata. BioResources. 2009;4(4):1396-1408. [ Links ]
3. Sotannde OA, Oluwadare AO, Ogedoh O, Adeogun PF. Evaluation of cement- bonded particle board produced from Afzelia african a wood residues. J Eng Sci Technol. 2012;6(7):732-743. [ Links ]
4. Aruofor RO. Review and improvement of data related to wood products in Nigeria An output of the EC-FAO Partnership Programme (1998-2001) [document on the Internet]. c2000 [cited 2013 Dec 01]. Available from: ftp://ftp.fao.org/docrep/fao/004/X6762E/X6762E00.pdf. [ Links ]
5. Sotannde OA, Oluyege AO, Adeogun PF, Maina SB. Variation in wood density, grain orientation and anisotropic shrinkage of plantation grown Azadirachta indica. J Appl Sci Res. 2010;6(11):1855-1861. [ Links ]
6. Kayode J. Conservation implication of timber supply pattern in Ekiti State, Nigeria. Res J Forestry. 2007;1(2):86-90. http://dx.doi.org/10.3923/rjf.2007.86.90 [ Links ]
7. FAO. Food outlook: Global market analysis. Rome: Food and Agriculture Organisation; 2009. p. 28. [ Links ]
8. Agbro EB, Ogie NA. A comprehensive review of biomass resources and biofuel production potential in Nigeria. Res J Eng Appl Sci. 2012;1(3):149-155. [ Links ]
9. Aisien FA, Hymore FK, Ebewele RO. Comparative absorption of crude oil from fresh and marine water using recycled rubber. J Environ Eng. 2006;132(9):1078-1081. http://dx.doi.org/10.1061/(ASCE)0733-9372(2006)132:9(1078) [ Links ]
10. Bamisaye JA. Cement bonded particle board production from rice husk in southwestern Nigeria. J Eng Appl Sci. 2007;2(1):183-185. [ Links ]
11. Erakhrumen AA, Areghan SE, Ogunleye MB, Larinde SL, Odeyale OO. Selected physico-mechanical properties of cement-bonded particleboard made from pine (Pinus caribaea M.) sawdust-coir (Cocos nucifera L.) mixture. Scientific Res Essays. 2008;3(5):197-203. [ Links ]
12. Aisien FA, Amenaghawon NA, Onyekezine FD. Roofing sheets produced from cassava stalks and corn cobs: evaluation of physical and mechanical properties. Int J Scientific Res Know. 2013;1(12):521-527. http://dx.doi.org/10.12983/ijsrk-2013-p521-527 [ Links ]
13. Duku MH, Gu S, Hagan EB. A comprehensive review of biomass resources and biofuels potential in Ghana. Renew Sust Energ Rev. 2011;15(1):404-415. http://dx.doi.org/10.1016/j.rser.2010.09.033 [ Links ]
14. Amenaghawon NA, Aisien FA, Ogbeide SE. Bioethanol production from pretreated cassava bagasse using combined acid and enzymatic hydrolysis. University Benin J Sci Technol. 2013;1(2):48-53. [ Links ]
15. Olorunnisola AO. Effects of particle geometry and chemical accelerator on strength properties of rattan-cement composites. Afr J Sci Technol Sci (Eng Series). 2007;8(1):22-27. [ Links ]
16. Fabiyi JS, Oyagade AO. Utilisation of wood residue as means of reducing poverty among rural communities. In: Akindele SO, Popoola L, editors. Community forestry and stakeholders' participation in sustainable development: Proceedings of the 29th Annual Conference of the Forestry Association of Nigeria; 2003 September 6-11; Calabar, Cross River State, Nigeria. Calabar: Forestry Association of Nigeria; 2003. p. 64-71. [ Links ]
17. Cooper PA, Balatinecz JJ. Looking beyond 2005: Product developments required. Paper presented at: Global Panel Based Conference; 2005 October 18-19; Kuala Lumpur, Malaysia. [ Links ]
18. El Mously HI, Megahed MM, Rakha MM. Agricultural residues for particleboard production. Paper presented at: A Case on Cotton Stalks Conference: Mechanical Design & Production; 1999 February 15-17; Cairo, Egypt. [ Links ]
19. Tayseer AM, El Mously HI, Megahed MM. A new lumber-like product from date palm leaves' midribs. Paper presented at: Euromat-97 Conference; 1997 April 21-23; Maastricht, Holland. [ Links ]
20. Yimsamerjit P Surin P Wong-on J. Mechanical and physical properties of green particle board produce from corncob and starch binder composite. In: Proceedings of the PSU-UNS International Conference on Engineering and Environment - ICEE-2007; 2007 May 10-11; Phuket, Thailand. [ Links ]
21. Adedeji YMD. Sustainable housing in developing nations: The use of agro-waste composite panels for walls. Built Human Environ Rev. 2011;4:36-47. [ Links ]
22. Mendes RF, Mendes LM, Júnior JBG, Santos RCD, Bufalino L. The adhesive effect on the properties of particleboards made from sugar cane bagasse generated in the distiller. Revista de Ciências Agrárias. 2009;32(2):209-218. [ Links ]
23. ASTM. ASTM D 1037-93 Standard methods for evaluating properties of wood-based fiber and particle panel materials. Philadelphia, PA: American Society for Testing and Material; 1995. [ Links ]
24. Normen Fur Holzfaserplaten, Spanplatten, Sperrholz - DIN 52362. Testing of wood chipboards bending test, determination of bending strength. Berlin: Beuth; 1982. p. 39-40. German. [ Links ]
25. Lee AWC. Physical and mechanical properties of cement bonded southern pine excelsior board. Forest Products J. 1984;34(4):30-34. [ Links ]
26. Copur Y, Guler C, Akgul M, Tascioglu C. Some chemical properties of hazelnut husk and its suitability for particle board production. Build Environ. 2007;42(7):2568-2572. http://dx.doi.org/10.1016/j.buildenv.2006.07.011 [ Links ]
27. Murakami K, Ueda M, Matsuda H, Zhang M, Kawasaki T, Kawai S. Manufacture and properties of three-layered particleboards with oriented face strands of veneers. I. Effects of face strand/core article ratios. Resin types and resin contents on the board properties. J Japan Wood Res Soc. 1999;45(5):395-102. [ Links ]
28. American National Standard Institute (ANSI). Particle board ANSI A208.1- 1999 Table A. Washington DC: ANSI; 1999. p.7 [ Links ]
 Correspondence:
Correspondence:
Andrew Amenaghawon
Department of Chemical Engineering, Faculty of Engineering, University of Benin
PMB 1154, Ugbowo, Benin City, Edo State 23452, Nigeria
andrew.amenaghawon@uniben.edu
Received: 28 Jan. 2014
Revised: 27 May 2014
Accepted: 02 Sep. 2014

