










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkSouth African Journal of Science
On-line version ISSN 1996-7489
Print version ISSN 0038-2353
S. Afr. j. sci. vol.110 n.5-6 Pretoria Mar. 2014
REVIEW ARTICLE
A review on opportunities for the development of heat pump drying systems in South Africa
Thomas Kivevele; Zhongjie Huan
Department of Mechanical Engineering, Tshwane University of Technology, Pretoria, South Africa
ABSTRACT
Recently, it has been discovered that heat pump drying is an efficient method of drying for drying industries. Heat pumps deliver more heat during the drying process than the work input to the compressor. Heat pump drying is a more advanced method than the traditional South African industrial and agricultural drying methods, such as direct/indirect sunlight, wood burning, fossil fuel burning, electrical heating and diesel engine heating. Heat pump dryers provide high energy efficiency with controllable temperature, air flow and air humidity and have significant energy-saving potential. In the last decade the market for heat pump systems for water heating and space cooling/heating has grown in South Africa, but the development of heat pumps for industrial and agricultural drying is very slow. As a result of high increases in fossil fuel prices and electricity in South Africa, as well as the problem of CO2 emissions, green energy, energy saving and energy efficiency are imperative. The development of heat pump drying systems in South Africa is an efficient way to solve energy problems in drying applications as this technology is still in its infancy. We review studies on heat pump drying and compare the methods therein with the most common methods of drying in South Africa.
Keywords: heat pump; drying; specific moisture extraction rate; coefficient of performance; energy efficiency
Introduction
Heat pump drying (HPD) is a technology by which materials can be dried at low temperature and in an oxygen-free atmosphere, using less energy than common drying methods. HPD is therefore advantageous for drying biological materials which are thermally sensitive and oxygen sensitive.1 Drying is a key process in many food industries and in many agricultural countries; large quantities of food products are dried to improve shelf life, reduce packaging cost, lower shipping weights, enhance appearance, encapsulate original flavour and maintain nutritional value.1 The primary objective of drying is to remove moisture from the food so that bacteria, yeast and mould cannot grow and spoil the food. Economic consideration, environmental concerns and product quality aspects are the three main goals of drying process research in the food industry.2 In many cases, the drying process is applicable to seasonal biological materials such as fruits and vegetables, so that they can be stored for as long as possible and be available out of season.3
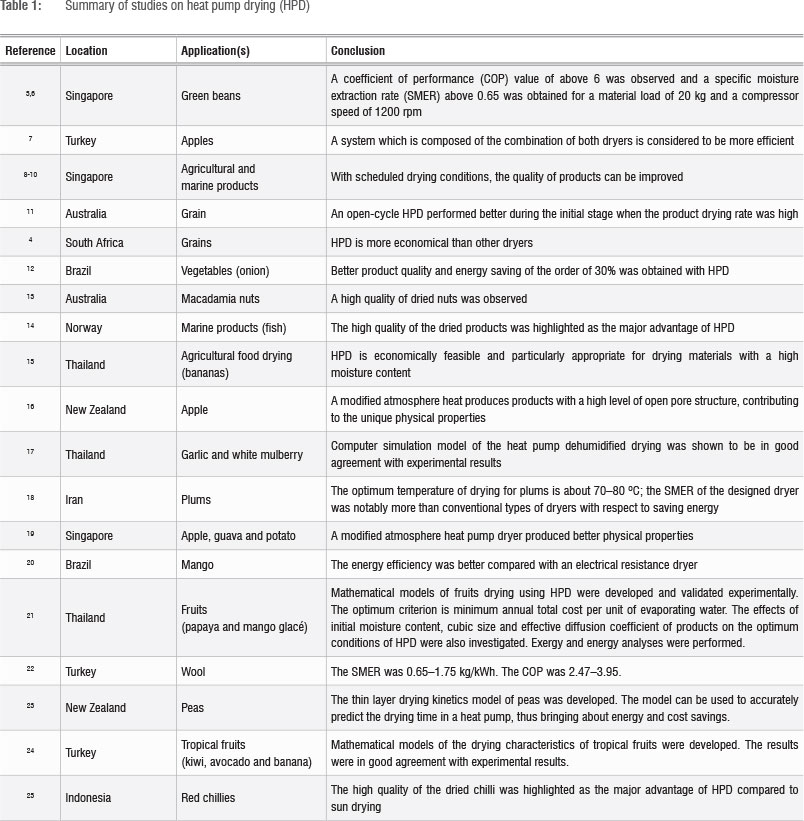
Traditional methods of drying biological materials such as fruits, grains, nuts and vegetables have been widely employed in South Africa. The well-known drying methods employ direct/indirect sunlight, wood and fossil fuel burning, electrical heating and diesel engine heating. However, the majority of these methods result in smoke and other emissions which have negative effects on human health and contribute to climate change. In addition, a review of the literature reveals that commercial dryers are highly inefficient. A reason for this inefficiency is that commercial dryers are generally not equipped with heat recovery facilities, whereas heat pumps can provide a very efficient means of recovering both sensible as well as latent heat. A heat pump also delivers more heat than the work input to the compressor. Heat pump assisted dryers are approximately 10 times more efficient than traditional drying systems.2 A limited number of studies have reported the benefits of HPDs for industrial and agricultural applications in South Africa as depicted in Table 1. Therefore, application of HPD systems in South Africa is of great importance.4
Meyer and Greyvenstein4 performed an economic analysis of drying grain using heat pumps and other methods such as direct electrical heating and diesel engine burning. They discovered that using heat pumps was more economical than using direct electrical heaters, provided that the apparatus was used for 3 months or longer. They also reported that for a working period of less than 3 months, open heat pumps were cheaper than closed heat pumps and vice versa for an active period of 3 months or longer. However, they did not elaborate on the coefficient of performance (COP) of the designed heat pump or the specific moisture extraction rate (SMER) - the main factors which describe the efficiency of the heat pumps when compared to direct electrical dyers.3
In South Africa, 80% of farmers use diesel burners to heat the air to dry biological materials such as grains.4 Most of these diesel burners were installed when diesel was relatively cheap. However, the price of diesel has increased considerably over the past few years and diesel heating is no longer the first choice for drying. South Africa also has experienced an increase in the number and types of drying processes for various industrial, commercial and residential applications, which has resulted in increased energy consumption. It is important to develop the market for HPD systems in South Africa, as the technology is still in its infancy. Most research in this area has been conducted in Europe and Asia (see Table 1). Therefore, the results are based on European and Asian environmental and climatic conditions, and cannot be directly applied to another region with different conditions, like South Africa. With the high consumption of energy in South Africa and pressure from the government and concerned bodies, it is important that such technologies (HPD systems) are investigated for local applications.4 The objective of this review was to provide an overview of heat pump dryers and a comparison with traditional drying methods in South Africa.
Historical development of heat pump drying
Traditional methods for drying biological material have been widely employed around the world. As stated before, the most common methods employ direct or indirect sunlight and wood burning. Although these methods are cheap, there are problems associated with them, such as poor-quality dried products, no control over the drying process, possible contamination of the product by dirt, possible interference by rodents and other animals, infestation by insects or mould and exposure of the product to rain and wind, which causes repeated wetting and re-drying. HPD has been found to be more economical than these traditional drying methods.26
Heat pumps are heat-generating devices that transfer heat in the opposite direction of spontaneous heat flow by absorbing heat from an area of low temperature and releasing it to a warmer area. Heat pumps are widely used in water and space heating applications. They generally work via vapour-compression cycles or absorption-compression cycles. Although vapour-compression cycles date to 1834, the first commercialised machine was produced in 1850; heat pumps were not originally very popular because of their high installation costs.27 Heat pumps were first commercially produced in the USA in the 1930s, but only became popular in the 1970s because of reduced operating costs. Approximately one-third of all single-family homes built in the USA were heated by heat pumps in 1984.27 Recently, progress has been made in alternative industrial applications of heat pumps, especially in the dehumidification and drying of agricultural products.4,28,29
Hodgett's30 and Geeraert's31 studies reported on the first heat pump dehumidifier in 1973. Hodgett reported that the energy consumption of HPDs was lower than that of conventional steam-heated dryers, and the results concurred with those of Geeraert31 who studied the application of HPD in timber drying. Tai et al.32 reported advantages of HPDs such as high energy savings and a wide range of drying conditions with respect to temperature and humidity. Zylla et al.33 concluded that the SMER increased as the relative humidity of the dryer outlet air increased. Cunney and Williams34 reported that a well-designed engine-driven heat pump could achieve a reduction of about 30-50% in drying energy cost. Newbert35 showed that energy consumption could be reduced by 40% when drying malt with a coupled gas engine heat pump dryer. In 1988, about 7% of industrial heat pumps were used for drying. These heat pumps represented an installed capacity of 60 MW.14 In 1992, Meyer and Greyvenstein4 analysed the life-cycle cost of HPD applications for grain drying in South Africa.
Principle of HPD
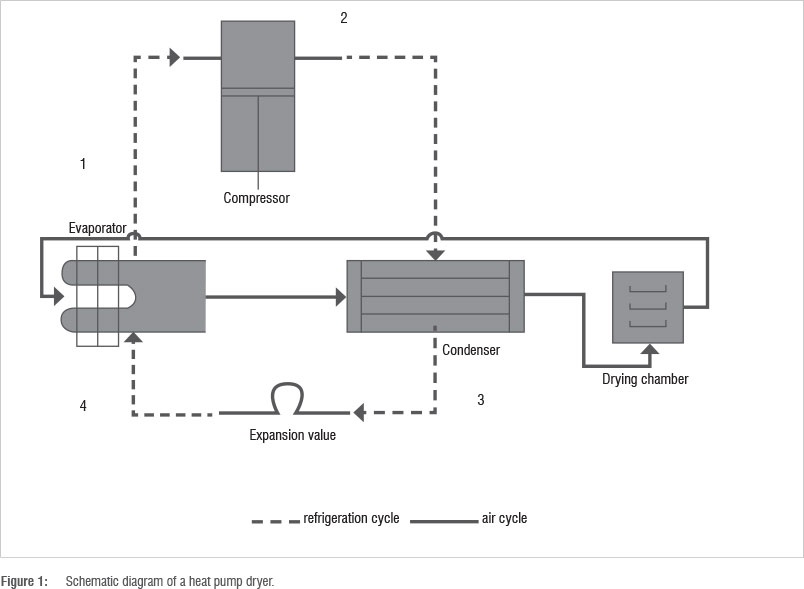
A HPD system consists mainly of two subsystems: a heat pump (refrigeration system) and a drying chamber. Heat pumps can transfer heat from natural heat sources in the surroundings (such as the air, ground or water), or from industrial or domestic waste, or from a chemical reaction or dryer exhaust air. The drying chamber can be a tray, fluid bed, rotary or band conveyor. A basic heat pump dryer consists of a heat pump (including a compressor, a condenser, an expansion valve and an evaporator), a dryer and air cycling circuits, which connect the heat pump and the dryer (Figure 1). The working principle of closed HPDs (as shown in Figure 1) is that the exhausted air from the dryer enters the evaporator of the heat pump, where it is cooled and the moisture in the air is condensed and removed. The cool and dry air from the evaporator then goes into the condenser of the heat pump and is heated. The hot and dry air then enters the dryer and absorbs the moisture in the materials being dried in the dryer and becomes exhausted air at the outlet of the dryer, and the cycle repeats. Because the heat pump retrieves the heat in the exhausted air to heat the air entering the dryer while it removes the moisture in the exhausted air, it achieves a high energy efficiency in the drying of biological materials which are thermally and oxygen sensitive. In an open cycle, exhausted air is not re-circulated and the HPD uses ambient air as the heating source.
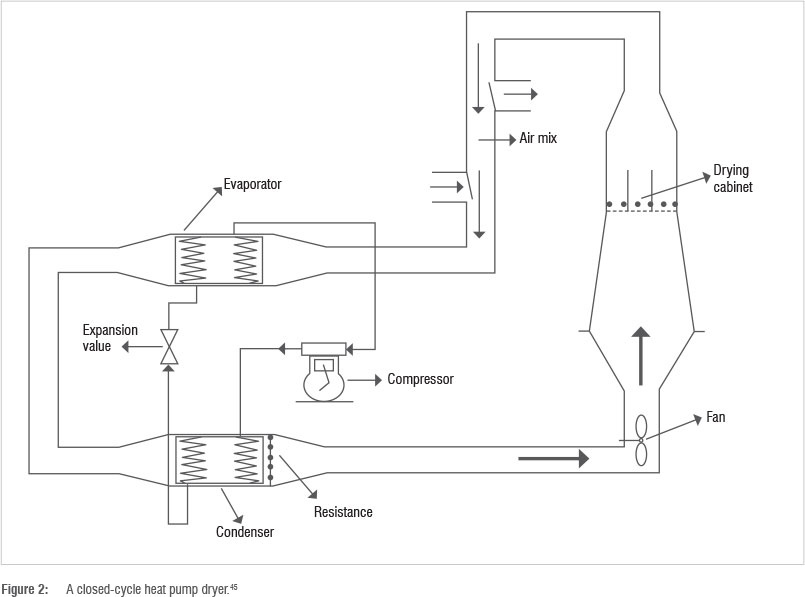
The energy efficiency of the HPD is strongly influenced by the relative humidity of the exhausted air from the dryer in the closed-cycle HPDs depicted in Figures 1 and 2. When the relative humidity of the exhausted air is low, a low evaporating temperature in the heat pump evaporator is needed to remove the moisture in the exhausted air, which leads to a large temperature difference between the evaporator and the condenser, resulting in low energy efficiency in the heat pump and the heat pump dryer. The way to remedy this situation is to let some of the exhausted air flow through the evaporator and condenser, and the remaining air bypass the evaporator, and then the two portions mix before the dryer or use a damper as shown in Figure 2 (air mix). This process may raise the relative humidity of the exhausted air and reduces the energy consumption of the heat pump dryer, but it needs a careful capacity control of the heat pump.
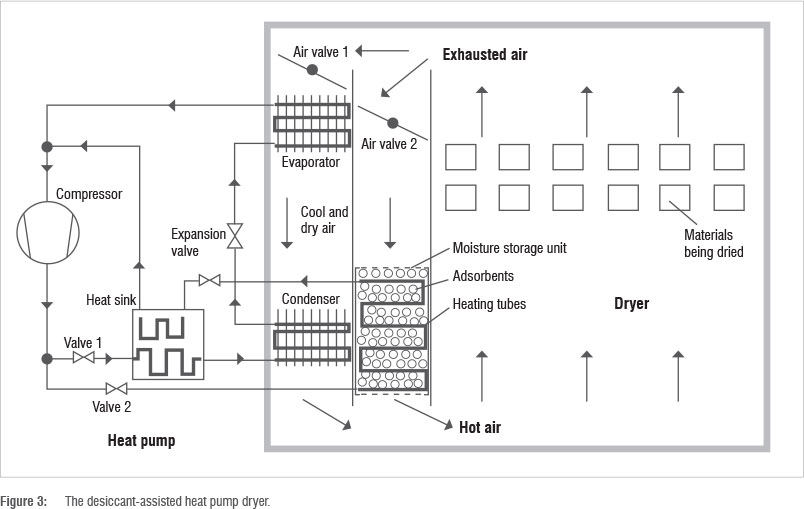
Another way to solve the problem of low relative humidity of the exhausted air is by adding a desiccant unit which is parallel with the evaporator to share part of the moisture-removing load, as depicted in Figure 3. There are two parallel air ducts in this system. One is the heat pump air duct which includes air valve 1, the evaporator and condenser. The other is the desiccant duct which includes air valve 2 and the desiccant unit. The desiccant unit is a moisture storage container and is filled with steam adsorbents. The heat pump and the desiccant unit work alternately. The heat pump in this system is different from that in the basic heat pump dryer (Figure 1) in that there are two parallel refrigerant circuits. The first circuit consists of the compressor, valve 1, the heat sink, condenser, expansion valve and evaporator, and the second circuit consists of the compressor, valve 2, heating tubes, expansion valve and the heat sink. The heat pump refrigerant cycles through different circuits in different drying stages. A working period is divided into three stages for the batch drying of biological materials. In the first stage, there is more water in the material and the heat and mass transfer between the hot air and material is extensive, so the relative humidity of the exhausted air is high. In this stage, the heat pump works with valve 1 open and valve 2 closed, and the heat pump refrigerant flows in the first circuit. At the same time, air valve 1 is open and air valve 2 is closed. The exhausted air flows through the heat pump duct, the moisture in the exhausted air is condensed and removed in the evaporator, and then heated in the condenser. After most moisture in the materials has been removed, the hot air cannot get enough water from the materials in the dryer, and so the relative humidity of the exhausted air becomes low, and the drying process enters the second stage.
In the second stage, the heat pump stops, air valve 1 is closed and air valve 2 is open, the exhausted air flows through the desiccant duct, and the desiccant unit begins to work. The moisture in the exhausted air is absorbed by the desiccant, and the dry air is heated simultaneously by the heat of adsorption. When the water content in the materials reduces to the required level, the second stage ends and the drying process of the materials is also over. After the dried materials have been taken out of the dryer, the third stage begins. In this stage, the heat pump works to regenerate the desiccant. As valve 1 is closed and valve 2 is open, the heat pump refrigerant flows in the second circuit, and the heat pump gets heat from the heat sink and heats the desiccant in the desiccant unit. At the same time, air valves 1 and 2 and the dryer door are all open. As fresh air flows in the desiccant unit, it is heated and carries water vapour discharged by the desiccant out of the desiccant unit. When the water content in the desiccant has been reduced to the required level, the third stage ends and the process is complete. The desiccant assisted heat pump dryer has great potential for energy saving for batch drying of thermally sensitive biological materials. The energy consumed by this heat pump can be 30-50% lower than that of a basic heat pump dryer (Figure 1).36 However, its energy efficiency is mainly affected by steam capacity and the regeneration temperature of the desiccant. The low regeneration temperature can help achieve a high COP of the heat pump (COPHP) and a high SMER.
The performance of HPD is indicated by the COP The COP is not an efficiency but an energy characteristic. It describes what you get over what you spend. The theoretical and the actual COP can be calculated with the following equation, by either inserting theoretical or real measured values:

where QH is the heat rejected at the condenser and Wc is the work input to the compressor and

The integration of a heat pump system into a dryer requires an additional energy consuming unit: a blower. In order to be precise, the energy input for this device must also be included in the calculations. So the overall COP of a heat pump dryer is defined as:

where W, is the work input to the fan or blower (kJ).
The performance of the dryer is determined by exergy efficiency (η).37 Recently, the exergy efficiency has been used rather than the energy efficiency in the performance analysis of food processes.38,39 In drying processes, the driving force behind heat losses is the temperature difference between the drying chamber and the environment.38 Increasing heat losses and irreversibility decrease the exergy efficiency. The exergetic efficiency of the drying chamber (η) is the ratio of the total exergy gained by the air stream to the total exergy that enters the system. Thus, the general form of exergy efficiency is written as38,40:

Therefore, the exergy (£x) values (J/s) at the dryer can be calculated using the general form of the exergy equation applicable for steady-flow systems reported in the literature by Midilli and Kucuk41 as most applicable for a batch dryer:

where ma is the air mass flow rate (kg/s), Cp is the thermal capacity of air (J/kg.K), T is the temperature (K) and Tref is the reference (ambient) temperature (K).
The SMER is used to evaluate the performance of a whole heat pump dryer system. The SMER is the only performance measure that considers both the dryer and heat pump system. The SMER reflects directly on how efficient the energy usage is. It is defined as the ratio of the mass of water removed from the product (condensed water in the evaporator in kg) to the required energy for this (kWh).

where Δx is the amount of water removed (kg) and Δh is the amount of energy consumed (kJ).
Types of heat pump dryers
There are different types of HPD systems available on the market. Air, chemical, ground source and hybrid systems are discussed in detail here.
Air source heat pump drying systems
Air source heat pumps are the most widely used heat pumps.42 An air source heat pump (ASHP) is a heating and cooling system that uses outside air as its heat source and heat sink. An ASHP uses a refrigerant system consisting of a compressor and a condenser to absorb heat at one place and release it at another. ASHPs usually are called reverse-cycle air conditioners' when used as space heaters. In domestic use, an ASHP absorbs heat from the outside air and releases it inside during winter, and can often do the converse in summer. When appropriately set up, an ASHP can offer a full central heating solution and domestic hot water with an efficiency of up to 80%.43,44 However, in the past few years, ASHPs have also become applicable for the drying of biological materials. Xanthopoulos et al.45 designed a closed-cycle ASHP for drying whole figs. In their study, they presented a mathematical single-layer drying model to predict the drying rate of whole figs. They concluded that, among the models tested, the best model in terms of fit was the logarithmic model. The ASHP is shown schematically in Figure 2. Chua and Chou46 designed, fabricated and tested a two-stage prototype evaporator heat pump assisted mechanical drying system for enhancing heat recovery, which performed efficiently when compared with other traditional drying methods. More studies on ASHP are outlined in Table 1.
Chemical heat pump drying system
Chemical heat pumps (CHPs) are those systems that utilise a reversible chemical reaction to change the temperature of the thermal energy stored by chemical substances.47 These chemical substances play an important role in absorbing and releasing heat.48 The advantages of thermochemical energy storage - high storage capacity, long-term storage of both reactants and products, lower heat loss, etc. - make CHPs a good option for energy upgrading of low temperature heat as well as storage. Sources of low temperature heat are industrial heat waste, solar energy, dryer exhaust, geothermal energy, etc.49 The working principle of CHP comprises adsorption/synthesis/production and desorption/regeneration/decomposition. The synthesis stage is the cold production stage, which is followed by the regeneration stage, during which decomposition takes place. This regeneration stage can take place in the same or different reactors depending on the system design. Figure 4 depicts a simple CHP with its main components.
In summary, CHP systems are a potentially significant technology for effective energy utilisation in drying. CHPs are designed in a way that they can store energy in the form of chemical energy via endothermic reactions in a suitably designed reactor. Energy is released at various temperatures during the heat-demand period by exo- or endothermic reactions.42 Several researchers have recommended CHP Ogura and Mujumdar50 reported that the calcium oxide hydration/dehydration system was found to be the most feasible for CHP dryer systems from the perspective of temperature level, safety, corrosion and cost. Ogura et al.51 undertook an experimental study focusing on the heat and mass transfer performance in batch drying using a CHP and found the performance to be highly efficient. Rolf and Corp52 developed a CHP dryer for the drying of bulky materials such as bark and lumber and recommended this method of drying as it is easy to adapt to any industrial drying process, specifically the drying processes in the pulp and paper industries.
Ground source heat pump drying systems
There is limited information on ground heat pump drying systems, despite the many studies that have been undertaken. Figure 5 is a schematic illustration of a ground source HPD system.47 This system consists of three subsystems: a ground source heat exchanger, a heat pump system and a drying chamber. The main components of the heat pump system are an evaporator, a condenser, a compressor and an expansion valve. In this system, heat is extracted from the ground by the ground source heat exchanger, which contains a circulating water-antifreeze solution. The heat is transferred to the refrigerant in the evaporator, added to the heat pump cycle, and supplied to the drying chamber. In here, heat is transferred to the drying air and this heated air enters the drying chamber.42,47
Hybrid heat pump drying systems
The hybrid heat pump drying system includes a solar-assisted heat pump drying system, microwave and infrared or convectional energy.42 To date, few studies have been conducted on hybrid drying because of its higher initial costs, although this technology has great energy-saving potential compared with other technologies because of its multipurposeful applications. For example, Hawlader and Jahangeer5 investigated a hybrid solar-assisted heat pump drying system which also functioned as a water heater. Hybrid concepts are likely to make rapid inroads into industrial drying in the coming decades. These concepts consist of intelligent combinations of well-established drying technologies and hence involve less risk. Hybrid HPD systems combine the advantages as well as the limitations of each individual technology. Hence, care must be exercised in their design.7
Types of dryers
The two most commonly used dryers in the market are batch dryers and conveyor dryers, which will be discussed further here. However, there are other dryers which are used and reported on in the literature, such as fluidised beds and rotary dryers.42
Batch dryers
Batch dryers are more widely reported on than other dryers. Batch drying systems allow total recirculation with a very low air leakage rate, giving rise to high thermal efficiencies.42 They are also good for low capacity applications, such as laboratory experiments.28
Conveyor dryers
Continuous bed drying or /conveyor dryers show promising results compared with batch dryers and are potentially a better option for drying specialty crops. However, very few studies have been done on these types of dryers, possibly because they are suitable for high capacity needs.42,53
Advantages and limitations of heat pump dryers
The main advantages of HPD are:
- High energy efficiency (reduced energy consumption) - up to 60% reduction in energy costs compared with traditional drying technologies.
- Controlled temperature profile to meet product requirements -sensors and advanced controllers are used to adjust the temperatures of the condenser and evaporator to obtain suitable drying temperatures, which is not possible with traditional drying methods. It is also possible to control the speed of the fans to achieve optimal air flow.
- More environmentally friendly - 80-100% reduction in emissions of chemicals released as a result of drying some products and up to 60% reduction in CO2 emissions.
- Consistent output of products - heat pumps can operate 24 hours per day, so the production potential is higher than for traditional drying.
- A wide range of drying conditions (from -20 °C to 80 °C) - because of the moderate climate in South Africa, heat pumps can operate under ambient conditions, which saves energy compared to Asian and European countries.
- Better product quality - HPD conditions such as temperature and air flow rates are controlled to meet specific requirements.
- Business opportunities for both farmers and industry. The limitations of HPD are:
- Higher initial costs - the initial costs of HPD may be higher than those for traditional drying methods. Most of the initial costs pertain to equipment such as the controllers, compressor, heat exchangers. However, if the period of use is longer than 1 year, the return on investment is received within a short period.
- Refrigerant leakage - refrigerant system pressure can cause cracks in the pipes and valves, resulting in the leakage of refrigerant, which pollutes the environment. Once a leakage occurs, the pressure drops and performance is reduced. In order to reduce gas emissions that harm the environment, the use of green refrigerants such as carbon dioxide and nitrogen oxides has been encouraged.54,55
- Maintenance - the compressor, heat exchangers (condensers and evaporator) and refrigerant filters need regular maintenance to keep the dryers operating optimally. Charging of the refrigerant is required when any leak is detected.
Mechanism of drying
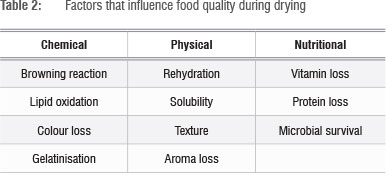
The mechanism of drying is a complex phenomenon involving combined heat and mass transfer, which, in most cases, results in products with modified properties. Depending on the drying conditions, food products may undergo various degrees of browning, shrinkage, loss of nutrients, and so on. According to Chou and Chua1, the degradation of food occurs mainly in three areas: chemical, physical and nutritional (Table 2). It should also be noted that when the product loses moisture during drying, the concentration of nutrients in the remaining mass is increased. Hence, proteins, fats and carbohydrates are present in larger amounts per unit weight in dried food than in fresh food. Foods like fruits and vegetables consist of water, carbohydrates, proteins and fractions of lipids. These compounds are easily modified by high temperatures which results in degraded food quality.56 Thus, the use of appropriate temperatures is important during drying.
The drying of biological materials follows a falling rate profile, and the falling rate period is controlled by the mechanism of liquid and/or vapour diffusion. Thin-layer drying models that describe the drying of these materials fall mainly fall into three categories - theoretical, semi-theoretical and empirical - which are generally based in mass transfer, neglecting the effect of heat transfer. Assuming that the resistance to moisture flow is uniformly distributed throughout the material, the diffusion coefficient is constant and the volume shrinkage is negligible, Fick's second law of diffusion can be stated as57:

where M is the local moisture content (kg water/kg dry solids), r is the diffusion path (m), t is the time (s) and D is the moisture dependent diffusivity (m2/s).
The analytical solution of Equation 7 was given by Crank57 for various regularly shaped bodies, such as rectangular, cylindrical and spherical. The drying of many foodstuffs such as tomatoes58, carrots59, pine nut seeds60 and pineapple61 has been predicted using the analytical solution of Equation 7. It should be noted that most cereals, such as rice, corn and wheat, change little in volume during the drying process. Therefore, the analytical solution of Equation 7 applies satisfactorily to the study of these materials. However, for foods with a high moisture content, such as fruits and vegetables, the analytical solution of Equation 7 obtained for constant diffusivity and volume is not always applicable, because shrinkage and diffusivity as functions of moisture content often need to be taken into account. In these cases, simpler models should be a wiser option.62
The Lewis model is analogous to Newton's law of cooling and assumes that the internal resistance to moisture movement, and thus the moisture gradients within the material, is negligible.23 The model considers only the surface resistance and is given by:

where MO and ME are the initial and equilibrium moisture contents, respectively, and kL is the Lewis drying coefficient. This model was used primarily because it is simple. The only drawback of this model is that it tends to overpredict the early stages of the drying curve.63 The Page model was introduced as a modification of Equation 8 to overcome this shortcoming. This model has produced good fits in predicting drying times of food and agricultural materials.

where kp and n are the Page drying coefficients which determine the precise shape of the drying curve. While neither of them has a direct physical significance, empirical regression equations have been developed which relate both parameters to drying conditions.64-66 Therefore, the drying rate for the Page equation is given by:

A modified Page drying coefficient can be defined as:

If n<1, k decreases during the drying process. Thus higher values of kp can be used to more closely approximate the diffusion equation in the initial stages of drying without overpredicting drying in the later stages. If n=1, Equations 9 and 10 reduce to the Lewis model, approaching the solution of diffusivity equation. Several authors have compared different drying models and have obtained better results for the Page equation than for other existing drying models.64-67
Comparison of HPD with South African traditional drying methods
Currently, the market for heat pump systems for water heating and space cooling/heating is well developed in South Africa. However, many developed and other developing countries are interested in applications of heat pumps for energy saving and they have invested much money and time on HPD research. However, the development of heat pumps for industrial and agricultural drying in South Africa is still in its infancy, possibly because:
- The concept of HPDs is not well known in South Africa and is less understood than that of traditional drying methods
- The prices of electricity and fossil fuels have rapidly increased only recently
- There is a lack of techno-economical information regarding HPDs
- Products of HPD have become known in South Africa only recently because the market has increased in the past few years.
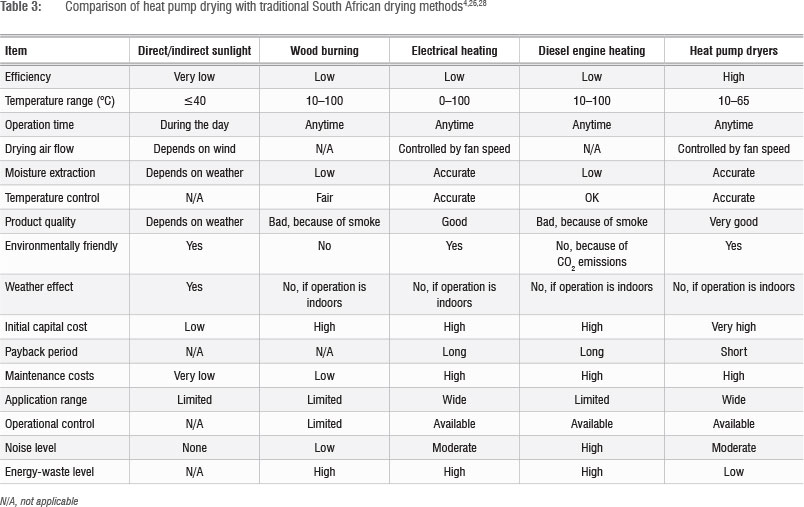
A comparison of HPD with the most common South African traditional drying methods for biological materials is given in Table 3. It is clear that the advantages of HPD far outweigh those of traditional South African methods for drying biological materials. South Africa currently is experiencing an increased need for drying processes for various industrial, commercial and residential applications. Therefore, development of HPD systems in South Africa is imperative. The development of HPD systems will not only reduce energy consumption - by 6% if utilised effectively - and be more environmentally friendly, but will also increase business opportunities for both farmers and industrialists.4
Comparison of different drying methods
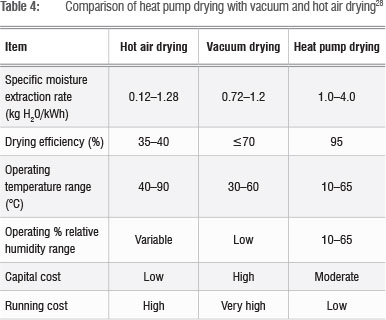
A comparison of the efficiencies and advantages of heat pump dryers, vacuum and hot air dryers is shown in Table 4. Heat pump dryers have a higher SMER range (1.0-4.0 kg H20/kWh) than other drying methods. HPD is therefore an efficient and energy-saving alternative for drying industries.
Economic analysis
Limited studies have been conducted comparing the economics of HPD and other convection electrical dryers.2,68,69 Meyer and Greyvenstein4 carried out a techno-economic analysis of grain drying using HPDs in South Africa. They found that the life-cycle cost of an electrical heater and diesel engine were three and four times higher, respectively, than that of HPD systems. Teeboonma et al.21 reported on the optimisation of heat pump fruit dryers and analysed the annual total cost per unit of evaporating water and found that this cost was linearly proportional to both interest rate and electricity price, and decreased with increasing lifetime. In general, heat pumps have enormous potential for saving energy simply because they are the only heat-recovery systems which enable the temperature of the waste heat to be raised to a more useful level.68
Conclusion
Different types of heat pump drying systems are appropriate for the drying of many products, especially heat-sensitive products. Many researchers have concluded that HPDs use energy more efficiently than electrical dryers. Also, the quality of heat pump dried products is better than those of conventional drying systems. The widely reported measures for determining efficiency of a HPD system are SMER and COP Moreover, it has been found that the desiccant-assisted heat pump dryer has a greater energy-saving potential than basic heat pump dryers for batch drying of thermally sensitive biological materials. In comparison with different South African traditional drying methods, the advantages of a HPD are outstanding. Now is the time to develop and expand the applications of HPD systems in South Africa, especially in industrial and agricultural drying. The market for HPDs will benefit South Africa in many sectors and will help to reduce the high energy consumption that South Africa has been experiencing recently.
Acknowledgements
We acknowledge funding from the National Research Foundation (South Africa) and Tshwane University of Technology in support of this study.
Authors' contributions
T.K. was responsible for writing the manuscript; Z.H. was the project leader and provided advice on the data analysis and manuscript structure.
References
1. Chou SK, Chua KJ. New hybrid drying technologies for heat sensitive foodstuffs. Trends Food Sci Tech. 2001;12(10):359-369. http://dx.doi.org/10.1016/S0924-2244(01)00102-9
2. Chua KJ, Chou SK, Yang WM. Advances in heat pump systems: A review. Appl Energ. 2010;87(12):3611-3624. http://dx.doi.org/10.1016/j.apenergy.2010.06.014
3. Patel K, Kar A. Heat pump assisted drying of agricultural produce - An overview.J Food Sci Tech. 2012;49(2):142-160. http://dx.doi.org/10.1007/s13197-011-0334-z
4. Meyer JP Greyvenstein GP The drying of grain with heat pumps in South Africa: A techno-economic analysis. Int J Energ Res. 1992;16:13-20. http://dx.doi.org/10.1002/er.4440160103
5. Hawlader MNA, Jahangeer KA. Solar heat pump drying and water heating in the tropics. Sol Energy. 2006;80(5):492-499. http://dx.doi.org/10.1016/j.solener.2005.04.012
6. Hawlader MNA, Chou SK, Jahangeer KA, Rahman SMA, Lau KWE. Solar-assisted heat-pump dryer and water heater. Appl Energ. 2003;74(1-2):185-193. http://dx.doi.org/10.1016/S0306-2619(02)00145-9
7. Aktas, M, Ceylan I, Yilmaz S. Determination of drying characteristics of apples in a heat pump and solar dryer. Desalination. 2009;239(1-3):266-275. http://dx.doi.org/10.1016/j.desal.2008.03.023
8. Chou SK, Chua KJ, Hawlader MNA, Ho JC. A two-stage heat pump dryer for better heat recovery and product quality. Journal of the Institute of Engineers, Singapore. 1998;38:8-14.
9. Chou SK, Chua KJ, Mujumdar AS, Tan M, Tan SL. Study on the osmotic pre-treatment and infrared radiation on drying kinetics and colour changes during drying of agricultural products. ASEAN J Sci Technol Dev. 2001;18(1):11-23.
10. Chua KJ, Mujumdar AS, Chou SK, Hawlader MNA, Ho JC. Convective drying of banana, guava and potato pieces: Effect of cyclical variations of air temperature on convective drying kinetics and colour change. Dry Technol. 2000;18(5):907-936. http://dx.doi.org/10.1080/07373930008917744
11. Theerakulpisut S. Modeling heat pump grain drying system [PhD thesis]. Melbourne: University of Melbourne; 1990.
12. Jangam SV, Thorat BN. Optimization of spray drying of ginger extract. Dry Technol. 2010;28(12):1426-1434. http://dx.doi.org/10.1080/07373937.2010.482699
13. Mason RL, Blarcom AV. Drying macadamia nuts using a heat pump dehumidifier. In: The development and application of heat pump dryers. Seminar papers, 24th March 1993. Brisbane: The Seminar; 1993. p. 1-7.
14. Strommen I, Kramer K. New applications of heat pumps in drying process. Dry Technol. 1994;12(4):889-901. http://dx.doi.org/10.1080/07373939408960000
15. Prasertsan S, Saen-saby P. Heat pump drying of agricultural materials. Dry Technol. 1998;16(1-2):235-250. http://dx.doi.org/10.1080/07373939808917401
16. O'Neill MB, Rahman MS, Perera CO, Smith B, Melton LD. Colour and density of apple cubes dried in air and modified atmosphere. Int J Food Prop. 1998;1(3):197-205. http://dx.doi.org/10.1080/10942919809524577
17. Phoungchandang S. Simulation model for heat pump-assisted dehumidified air drying for some herbs. World J Agric Sci. 2009;5(2):138-142.
18. Chegini G, Khayaei J, Rostami HA, Sanjari AR. Designing of a heat pump dryer for drying of plum. J Res Appl Agric Eng. 2007;52(2):63-65.
19. Hawlader MNA, Perera CO, Tian M. Properties of modified atmosphere heat pump dried foods.Food Eng. 2006;74:392-401. http://dx.doi.org/10.1016/j.jfoodeng.2005.03.028
20. Kohayakawa MN, Silveria-Junior V, Telis-Romero J. Drying of mango slices using heat pump dryer. Proceedings of the 14th International Drying Symposium; 2004 August 22-25; Sao Paulo, Brazil. p. 884-891. [ Links ]
21. Teeboonma U, Tiansuwan J, Soponronnarit S. Optimization of heat pump fruit dryers. J Food Eng. 2003;59(4):369-377. http://dx.doi.org/10.1016/S0260-8774(02)00496-X
22. Oktay Z, Hepbasil A. Performance evaluation of a heat pump assisted mechanical opener dryer. Energ Convers Manage. 2003;44:1193-1207. http://dx.doi.org/10.1016/S0196-8904(02)00140-1
23. Rahman MS, Perera CO, Thebaud C. Desorption isotherm and heat pump drying kinetics of peas. Food Res Int. 1998;30(7):485-491. http://dx.doi.org/10.1016/S0963-9969(98)00009-X
24. Ceylan I, Aktas, M, Dogan H. Mathematical modeling of drying characteristics of tropical fruits. Appl Therm Eng. 2007;27(11-12):1931-1936. http://dx.doi.org/10.1016/j.applthermaleng.2006.12.020
25. Marnoto T, Sulistyowati E, Syahri MM. The characteristic of heat pump dehumidifier drier in the drying of red chili (Capsicum annum L). Int J Sci Eng. 2012;3(1):22-25.
26. Chua KJ, Chou SK, Ho JC, Hawlader MNA. Heat pump drying: Recent development and future trends. Dry Technol. 2002;20(8):1579-1610. http://dx.doi.org/10.1081/DRT-120014053
27. Calm JM. Heat pumps in USA. Int J Refrig. 1997;10:190-196. http://dx.doi.org/10.1016/0140-7007(87)90050-8
28. Perera CO, Rahman MS. Heat pump dehumidifier drying of food. Trends Food Sci Tech. 1997;8(3):75-79. http://dx.doi.org/10.1016/S0924-2244(97)01013-3
29. Wongsuwan W, Kumar S, Neveu P Meunier F. A review of chemical heat pump technology and applications. Appl Therm Eng. 2001;21(15):1489-1519. http://dx.doi.org/10.1016/S1359-4311(01)00022-9
30. Hodgett DL. Efficient drying using heat pump. Chem Eng. 1976;311(July/ August):510-512.
31. Geeraert B. Air drying by heat pumps with special reference to timber drying. In: Camatini E, Kester T, editors. Heat pumps and their contribution to energy conservation. NATO Advanced Study Institute Series, Series E, Applied Sciences. Leiden: Noordhoff; 1976. p. 219-246. http://dx.doi.org/10.1007/978-94-011-7571-5_8 [ Links ]
32. Tai KW, Devotta S, Watson RA, Holland FA. The potential for heat pumps in drying and dehumidification systems III: An experimental assessment of the heat pump characteristics of a heat pump dehumidification system using R114. Int J Energ Res. 1982;6:333-340. http://dx.doi.org/10.1002/er.4440060404
33. Zylla R, Abbas P, Tai KW, Devotta S, Watson FA, Holland FA. The potential for heat pumps in drying and dehumidification systems I: Theoretical considerations. Energy Res. 1982;6:305-322. http://dx.doi.org/10.1002/er.4440060402 [ Links ]
34. Cunney MB, Williams P. An engine-driven heat pump applied to grain drying and chilling. In: Watts GA, Stanbury JEA, editors. Proceedings of the 2nd International Symposium on the Large Scale Applications of Heat Pumps; 1984 Sep 25-27; York, England. Cranfield, Bedford: BHRA; 1984. p. 283-294. [ Links ]
35. Newbert GJ. Energy efficient drying, evaporation and similar processes. J Heat Recov Syst. 1985;5:551-559. http://dx.doi.org/10.1016/0198-7593(85)90223-1
36. Atuonwu JC, Jin X, Van Straten G, Van Deventer Antonius HC, Van Boxtel JB. Reducing energy consumption in food drying: Opportunities in desiccant adsorption and other dehumidification strategies. Procedia Food Sci. 2011;1:1799-1805. http://dx.doi.org/10.1016/j.profoo.2011.09.264 [ Links ]
37. Erbay Z, Icier F. Optimization of drying of olive leaves in a pilot-scale heat pump dryer. Dry Technol. 2009;27(3):416-427. http://dx.doi.org/10.1080/07373930802683021
38. Dincer I, Sahin AZ. A new model for thermodynamic analysis of a drying process. Int J Heat Mass Tran. 2004;47(4):645-652. http://dx.doi.org/10.1016/j.ijheatmasstransfer.2003.08.013
39. Corzo O, Bracho N, Vasquez A, Pereira A. Energy and exergy analyses of thin layer drying of coroba slices. J Food Eng. 2008;86:151-161. http://dx.doi.org/10.1016/j.jfoodeng.2007.05.008 [ Links ]
40. Akpinar EK. Energy and exergy analyses of drying of red pepper slices in a convective type dryer. Int Commun Heat Mass. 2004;31(8):1165-1176. http://dx.doi.org/10.1016/j.icheatmasstransfer.2004.08.014
41. Midilli A, Kucuk H. Energy and exergy analyses of solar drying process of pistachio. Energy. 2003;28(6):539-556. http://dx.doi.org/10.1016/S0360-5442(02)00158-5
42. Colak N, Hepbasli A. A review of heat-pump drying (HPD): Part 2 - Applications and performance assessments. Energ Convers Manage. 2009;50(9):2187-2199. http://dx.doi.org/10.1016/j.enconman.2009.04.037
43. Daghigh R, Ruslan MH, Zaharim A, Sopian K. Air source heat pump system for drying application. ICOSSSE-63 Conference; 2010 Oct 4-6; Japan. Stevens Point, WI: World Scientific and Engineering Academy and Society (WSEAS); 2010. p. 404-409. [ Links ]
44. Daghigh R, Ruslan MH, Sulaiman MY, Sopian K. Review of solar assisted heat pump drying systems for agricultural and marine products. Renew Sust Energ Rev. 2010;14(9):2564-2579. http://dx.doi.org/10.1016/j.rser.2010.04.004
45. Xanthopoulos G, Oikonomou N, Lambrinos G. Applicability of a single-layer drying model to predict the drying rate of whole figs. J Food Eng. 2007;81(3):553-559. http://dx.doi.org/10.1016/j.jfoodeng.2006.11.033
46. Chua KJ, Chou SK. A modular approach to study the performance of a two-stage heat pump system for drying. Appl Therm Eng. 2005;25(8-9):1363-1379. http://dx.doi.org/10.1016/j.applthermaleng.2004.08.012
47. Colak N; Hepbasli A. Exergy analysis of drying of apple in a heat pump dryer. In: Second International Conference of the Food Industries and Nutrition Division on Future Trends in Food Science and Nutrition; 2005 Nov 27-29; Cairo, Egypt. p. 145-158. [ Links ]
48. Goetz V Elie F, Spinner B. The structure and performance of single effect solid-gas chemical heat pumps. Heat Recov Syst CHP 1991;13(1):79-96. http://dx.doi.org/10.1016/0890-4332(93)90027-S
49. Mbaye M, Aidoun Z, Valkov V Legault A. Analysis of chemical heat pumps (CHPs): Basic concepts and numerical model description. Appl Therm Eng. 1998;18(3-4):131-146. http://dx.doi.org/10.1016/S1359-4311(97)00027-6 [ Links ]
50. Ogura H, Mujumdar AS. Proposal for a novel chemical heat pump dryer. Dry Technol. 2000;18(4-5):1033-1053. http://dx.doi.org/10.1080/07373930008917752
51. Ogura H, Yamamoto T, Kage H, Matsuno Y, Mujumdar AS. Effects of heat exchange condition on hot air production by a chemical heat pump dryer using CaO/H2O/Ca(OH)2 reaction. Chem Eng J. 2002;86(1-2):3-10. http://dx.doi.org/10.1016/S1385-8947(01)00265-0 [ Links ]
52. Rolf R, Corp R. Chemical heat pump for drying of bark. Annual Meeting of the Canadian Pulp and Paper Association; 1990. Montreal: Technical Section, Canadian Pulp and Paper Association; 1990. p. 307-311.
53. Adapa PK, Schoenau GJ. Re-circulating heat pump assisted continuous bed drying and energy analysis. Int J Energ Res. 2005;29:961-972. http://dx.doi.org/10.1002/er.1103
54. Schmidtt EL, Kliicker K, Flacke N, Steimle F. Applying the transcritical CO2 process to a drying heat pump. Int J Refrig. 1998;21(3):202-211. http://dx.doi.org/10.1016/S0140-7007(98)00021-8
55. Sarkar J, Bhattacharyya S, Gopal MR. Transcritical CO2 heat pump dryer: Part 1. Mathematical model and simulation. Dry Technol. 2006;24(12):1583-1591. http://dx.doi.org/10.1080/07373930601030903 [ Links ]
56. Mujumdar A. Handbook of industrial drying. 2nd ed. New York: Marcel Dekker; 1987.
57. Crank J. The mathematics of diffusion. Oxford: Pergamon Press; 1975.
58. Hawlader MNA, Uddin MS, Ho AB, Teng ABW. Drying characteristics of tomatoes. J Food Eng. 1991;14:259-268. http://dx.doi.org/10.1016/0260-8774(91)90017-M
59. Reyes A, Alvarez PI, Marquardt FH. Drying of carrots in a fluidized bed: Effects of drying conditions and modeling. Dry Technol. 2002;20(7):1463-1483. http://dx.doi.org/10.1081/DRT-120005862
60. Karatas S, Pinarli I. Determination of moisture diffusivity of pine nut seeds. Dry Technol. 2001;19(3-4):701-708. http://dx.doi.org/10.1081/DRT-100103946
61. Nicoleti JF, Telis-Romero J, Telis VRN. Air-drying of fresh and osmotically pre-treated pineapple slices: Fixed air temperature versus fixed slice temperature drying kinetics. Dry Technol. 2001;19(9):2175-2191. http://dx.doi.org/10.1081/DRT-100107493
62. Madamba PS, Driscoll RH, Buckle KA. The thin-layer dryingncharacteristics of garlic slices. J Food Eng. 1996;29:75-97. http://dx.doi.org/10.1016/0260-8774(95)00062-3
63. Parti M. A theoretical model for thin-layer grain drying. Dry Technol. 1990;8(1):101-122. http://dx.doi.org/10.1080/07373939008959866
64. Wang J. A single-layer model for far-infrared radiation drying of onion slices. Dry Technol. 2002;20(10):1941-1953. http://dx.doi.org/10.1081/DRT-120015577
65. Hossain MA, Bala BK. Thin-layer drying characteristics for green chilli. Dry Technol. 2002;20(2):489-505. http://dx.doi.org/10.1081/DRT-120002553
66. Cronin K, Kearney S. Monte Carlo modeling of a vegetable tray dryer. J Food Eng. 1998;35:233-250. http://dx.doi.org/10.1016/S0260-8774(98)00011-9
67. Panchariya PC, Popovic D, Sharma AL. Thin-layer modeling of black tea drying process. J Food Eng. 2002;52:349-357. http://dx.doi.org/10.1016/S0260-8774(01)00126-1
68. Söylemez MS. Optimum heat pump in drying systems with waste heat recovery. J Food Eng. 2006;74(3):292-298. http://dx.doi.org/10.1016/j.jfoodeng.2005.03.020
69. Hepbasli A, Colak N, Hancioglu E, Icier F, Erbay Z. Exergoeconomic analysis of plum drying in a heat pump conveyor dryer. Dry Technol. 2010;28(12):1385-1395. http://dx.doi.org/10.1080/07373937.2010.482843 [ Links ]
 Correspondence:
Correspondence:
Thomas Kivevele
Department of Mechanical Engineering
Tshwane University of Technology
Private Bag X680, Pretoria 0001, South Africa
kivevelet@tut.ac.za
Received: 30 July 2013
Revised: 27 Nov. 2013
Accepted: 28 Nov. 2013


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}