










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkSouth African Journal of Science
On-line version ISSN 1996-7489
Print version ISSN 0038-2353
S. Afr. j. sci. vol.108 n.9-10 Pretoria Jan. 2012
RESEARCH ARTICLE
Equal channel angular pressing technique for the formation of ultra-fine grained structures
Kazeem O. SanusiI, II; Oluwole D. MakindeIII; Graeme J. OliverII
IDepartment of Industrial Engineering, Stellenbosch University, Stellenbosch, South Africa
IIDepartment of Mechanical Engineering, Cape Peninsula University of Technology, Bellville campus, Cape Town, South Africa
IIIInstitute for Advance Research in Mathematical Modelling & Computations, Cape Peninsula University of Technology, Cape Town, South Africa
ABSTRACT
Equal channel angular pressing is one of the techniques in metal forming processes in which an ultra-large plastic strain is imposed on a bulk material in order to make ultra-fine grained and nanocrystalline metals and alloys. The technique is a viable forming procedure to extrude materials by use of specially designed channel dies without substantially changing the geometry by imposing severe plastic deformation. This technique has the potential for high strain rate superplasticity by effective grain refinement to the level of the submicronscale or nanoscale. We review recent work on new trends in equal channel angular pressing techniques and the manufacturing of die-sets used for the processing of metals and alloys. We also experimented on a copper alloy using the equal channel angular pressing technique to examine the microstructural, mechanical and hardness properties of the ultra-fine grained and nanocrystalline materials produced. After deformation, all samples were subjected to a hardness test and the results showed improved mechanical behaviour of the ultra-fine grained copper alloy that was developed. This research provides an opportunity to examine the significance of the equal channel angular pressing process for metals and alloys. That is, these ultra-fine grained materials can be used in the manufacturing of semi-finished products used in the power, aerospace, medical and automotive industries.
Introduction
The manufacturing and processing of ultra-fine grained and nanocrystalline materials have attracted growing scientific and industrial interests in the last decade as a result of the novel and attractive properties of these materials.1 Polycrystalline materials can be classified as nanocrystalline if their grain size is within the range 1 nm - 100 nm, as ultra-fine grained if an average grain size is in the range 100 nm - 500 nm, as fine grained if grain size is in the range 0.5 µm- 10 µm, and coarse grained if grain size is greater than 10 µm.2
These ultra-fine grained and nanocrystalline materials have mechanical properties that include extraordinarily high yield strength, high hardness, improved toughness and ductility with increasing strain rate.1,2,3,4 These materials have been found to exhibit very different microstructures and mechanical behaviours from their conventional coarse grained polycrystalline counterparts, namely ultra-fine grained materials have enhanced superplasticity deformation at low and high strain rate.3
Severe plastic deformation is a generic term describing a group of metalworking techniques that involve using extreme plastic straining to produce materials by imposing very high shear deformations on the material under superimposed hydrostatic pressure. Severe plastic deformation leads to exceptional grain refinement of the material without introducing any significant changes in the overall dimensions of the specimen or workpiece.2 The development of the principles underlying severe plastic deformation techniques is attributed to the pioneering work of P.W. Bridgman at Harvard University, which took place in the 1930s.4 The main objective of a severe plastic deformation process is to produce very strong and lightweight parts that are useful in everyday situations.5
The two most commonly used severe plastic deformation methods - high pressure torsion and equal channel angular pressing - were developed to fabricate and process ultra-fine grained material to better understand the properties of materials in order to design a material with superior performance.6 The equal channel angular pressing (ECAP) technique is the more attractive technique because it offers the potential for high strain rate superplasticity by effective grain refinement from macrograined structures to the level of the submicron or nanoscale through a special die. This ECAP process was originated by Segal and colleagues in the 1980s at Minsk in the former USSR.4,5 Their objective, when designing the process at that time, was to develop a metal forming process with a high strain rate.7 Since then, the process has undergone much modification and modernisation in the design of the die, the processing routes and the use of other experimental parameters. Many researchers around the world are continually developing a range of nanostructured materials with exceptionally favourable properties.
The processing of materials by ECAP has undergone active development in several areas. These areas include the development of many different nanoscale metals and alloys and the commercial production of semi-finished products within ultra-fine grained structures using a wide range of metals and alloys.7 The application of the ECAP procedure is currently under investigation for many different materials ranging from aluminium, copper, magnesium and nickel alloys to eutectic and eutectoid alloys and intermetallic materials.
The aim of this study was to produce an ultra-fine grained material using the ECAP technique, and to examine the microstructural, mechanical and hardness properties of the material produced. We have also summarised recent review articles and new trends in the design of the ECAP die and processing parameters. The applications of the ECAP technique in the manufacturing industry are also discussed.
Equal channel angular pressing process
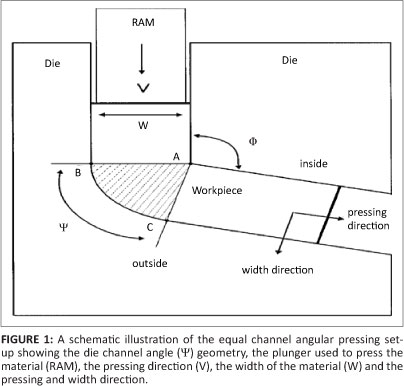
The ECAP die is composed of two channels with identical rectangular cross sections connected through the intersection at a specific angle, usually 90°.8,9,10,11 The cross section can also be circular or square. The workpiece is machined to fit within the channel and extruded through two intersecting channels with the same cross section using a plunger (Figure 1). During the ECAP process, adequate lubrication is essential because of frictional influences, tool wear and the loads necessary for plastic deformation. One important advantage of the ECAP process is that it can be repeated several times without changing the dimensions of the workpiece, and the applied strain can be increased to any level; these advantages mean that the severe strains that can be applied and a simple shear deformation mode contribute to the strong and unusual properties of the material produced.7
Factors that influence grain refinement in ECAP
Channel and curvature angles of the die
The channel angle is the most significant experimental factor that affects grain refinement because it dictates the total strain imposed in each pass. Most of the experimental work reported to date used channel angle values from 90° to 120° and there has been little or no attempt to compare the results obtained when using dies with different channel angles. Despite the efficiency of the ECAP process with dies that have channel angles of 90°, it is experimentally easier to press billets when using dies with angles that are larger than 90° for very hard materials or for materials with low ductility.8 It has been reported that it is difficult to press commercially pure tungsten through a die with a channel angle of 90° at a high temperature of 1273 K because of cracking in the billets. However, excellent results were achieved at the same pressing temperature when the channel angle was increased to 110°.9
The angle of curvature denotes the outer arc where the two parts of the channel intercept within the die. Valiev2 reported that the most promising approach was to construct a die with a channel angle of 90°, an outer angle of curvature of 20° and no arc of curvature at the inner point of intersection of the two parts of the channel. Figure 2 shows the schematic illustrations of the die used to evaluate the influence of the channel angle.
Processing routes
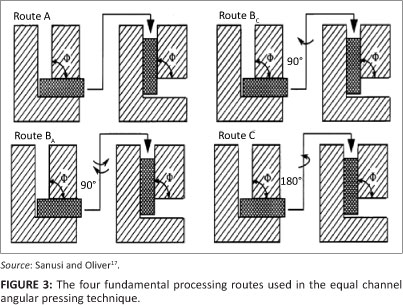
By changing the orientation of the specimen between successive presses, complex microstructures and textures can be developed. For attaining profound grain refinement (to nanoscales), the development of optimal routes for microstructure control, by changing the orientation after each pass, is critical.9,10 Three fundamental ECAP routes are defined and utilised to obtain different textures and microstructures:
- Route A is when the orientation of the specimen remains unchanged after each pass.
- Route B is when the specimen is rotated 90° around its longitudinal axis after each pass. If the rotation is always performed in the same direction, it is called route BA, and if the rotation direction is alternated between counter clockwise and clockwise, it is called route BC.
- Route C is when the specimen is rotated 180° around its axis after each pass.
Figure 3 shows all four routes (Routes A, BA, BC and C) for conducting ECAP passes. The differences between Routes A, B and C are the shearing direction and the shear plane orientation. Some of the experiments performed have demonstrated that Route BC is an excellent processing route for producing equiaxed ultra-fine microstructures.7,10
Pressing speed
The ECAP technique is always conducted using high-capacity hydraulic presses that operate with relatively high ram speeds. The influence of pressing speed was investigated using samples of pure aluminium and a range of pressing speeds from 10-2 mm/s to 10 mm/s. The results showed that the speed of pressing had no significant influence on the equilibrium grain size, at least over the range used in these experiments, and that the nature of the microstructure was dependent on the pressing speed, because recovery occurred more easily at slower speeds, resulting in more equilibrated microstructures. There was also indirect evidence for the advent of frictional effects when the cross-sectional dimensions of the samples were 5 mm or less.11
Pressing temperature
Pressing temperature in ECAP is a key factor in microstructure development. Yamashita et al.12 studied the effects of pressing temperature using pure aluminium (Al) and aluminium-magnesium(Mg)-scandium(Sc) alloys (Al-3% Mg and Al-3% Mg-0.2% Sc), and reported that an increase in the deformation temperature resulted in an increase in grain size and a decrease in the misorientation of strain-induced boundaries. It has also been shown that the proportion of high angle boundaries evolved in a 5052 Al alloy decreased with an increase in pressing temperature and reached only 14% during ECAP at 573 K. The effect of pressing temperature on fine grain formation during hot ECAP is currently a matter of debate and is still unclear.3
Properties of ECAP-produced ultra-fine grained materials
Structure
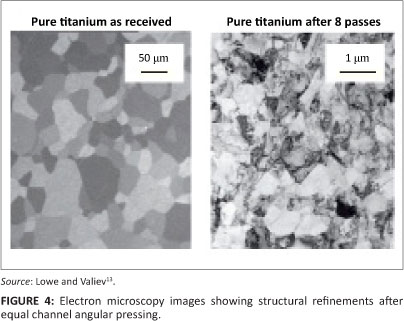
Grain refinement can be achieved through ECAP for all metallic and intermetallic materials. The plastic deformation of metals induces the refinement of grain size which affects the metal microstructures in a way that the material properties become more unique than those at the bulk scale.13 Sufficiently high deformation degrees result in structures on a submicrometre scale approaching the nanometre level. The microstructure of metals and alloys significantly affects the strength of a material.14,15,16 The final grain size of materials depends on the material and the processing parameters. In metallurgical tests, grain refinement structure is determined using electron microscopy. Figure 4 shows the structural refinement of a titanium alloy after ECAP. It is always observed that ultra-fine grained materials have a finer equiaxes grain structure than the conventional coarsegrained polycrystalline materials.
Mechanical properties
It has been observed that ultra-fine grained materials produced by ECAP exhibit good hardness and high strength. It has also been observed that as grain size is reduced through the nanoscale regime, hardness typically increases (Figure 5). The Hall-Petch equation expresses the grain size dependence of flow stress at any plastic strain until ductile fracturing. In terms of yield stress, Hall-Petch is expressed as:

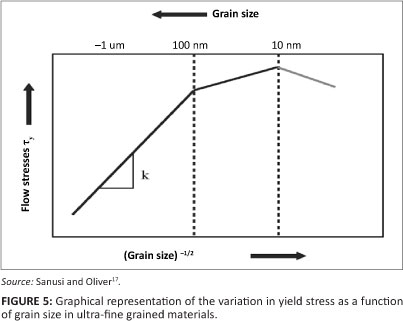
where σ0is the yield stress, σ1 is the frictional stress opposing the dislocation motion, Κ is the Hall-Petch slope and D is the grain diameter.18 A similar equation is obtained for hardness:

The experimental results of the hardness tests show that the relationship differs when grain size is in the ultra-fine range,14-15 for example, a positive slope exists when the grain size is less than 20 nm. The materials produced by ECAP also have high wear resistance and fatigue strength, and high biocompatibility and corrosion resistance when in contact with living tissue (e.g. nanostructured commercially pure titanium materials over conventional alloy).18 Thus, the deformation, hardness and strength of ultra-fine grained materials are unique. Much work is still underway to understand the unique behaviour of these materials.
Superplastic behaviour
Ultra-fine grained materials exhibit superplastic behaviour. Superplasticity is the capability of some polycrystalline materials to exhibit very large tensile deformations without necking or fracture. As grain size decreases, the temperature at which superplasticity occurs decreases, and the strain rate for the occurrence of superplasticity increases. This superplastic behaviour is often observed in ultra-fine grained and nanocrystalline metals and alloys when the temperatures are low and the strain rates are high.15
Experimental procedure
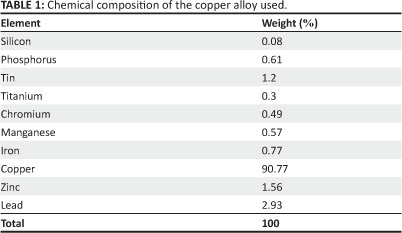
The ECAP die used for the experiment was a two-piece split die housed in a round channel with a diameter of 14.5 mm. The angle between the channels was 126° and the external curvature was 0°. The die consisted of a highly polished smooth plate bolted to a second polished plate. The inlet and outlet channels had nearly the same dimensions. Figure 6 shows the ECAP die used for the experiment. The ECAP process was performed on copper alloy samples, machined into diameters of 14.5 mm and lengths of 50 mm. The chemical composition of the copper alloy is given in Table 1. The samples were well lubricated with a molybdenum disulphide based solid lubricant (MoS2). The process was performed using a 63-ton hydraulic press at a speed of 43 mm/min at room temperature, using Route Bc and up to 12 consecutive passes. Optical electron microscopy using a Nikon eclipse L150 (New York, USA) was performed for microscopic observations. The grain size was measured on the cross section of an aggregate of grains using AnalySIS V soft image system software.19 The Vickers hardness value was determined using a Rockwell-type hardness testing machine. The Vickers hardness test uses a diamond in the shape of a square-based pyramid with an angle of 1360° between opposite faces as an indenter (220° between the indenter face and surface). The test is based on the principle that impressions made by this indenter are geometrically similar regardless of load. Accordingly, loads of various magnitudes are applied to a flat surface, depending on the hardness of the material to be measured.

Results and discussion
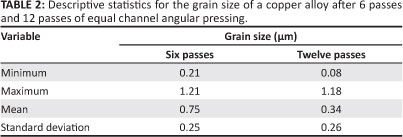
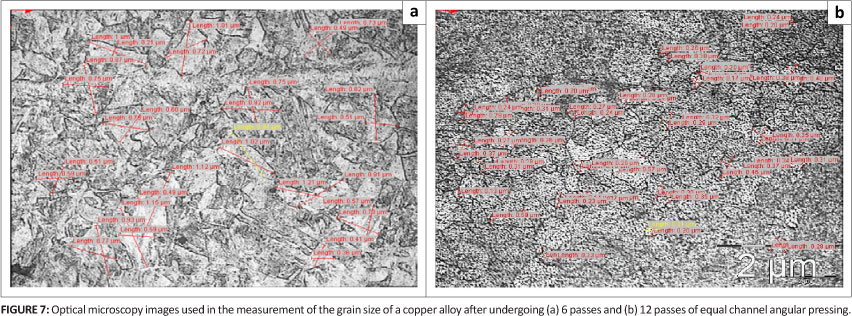
Figure 7 shows the optical microscopy images used to measure the grain size of the copper product obtained after 6 passes and 12 passes of the ECAP technique. The average grain size of the processed copper alloy after six passes was 0.75 pm (Table 2). After 12 passes, using the same route, the mean grain size was 0.34 pm (Table 2). Grain size therefore decreases as the number of passes increases. The presence of a large fraction of high-angle boundaries after 12 passes is consistent with previous studies. The microstructure of the copper in the 'as-received' condition was significantly different from the microstructure of the copper after undergoing the ECAP process.
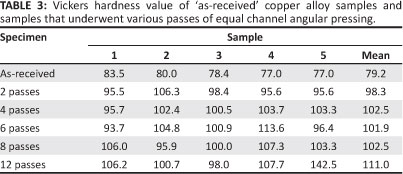
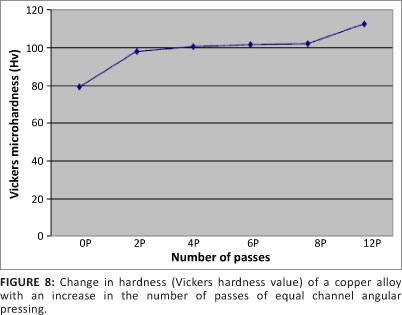
The Vickers hardness test results obtained for a copper alloy after different passes during ECAP are shown in Table 3 and Figure 8. It was observed that the copper alloy that underwent 12 passes had the highest hardness value and the 'as-received' copper alloy (i.e. the one that did not undergo ECAP) had the lowest hardness value. This result shows that the behaviour (in this case hardness) of a material is improved after ECAP.
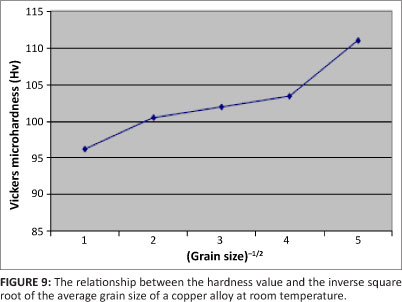
The relationship between the hardness value and the inverse square root of the average grain size is shown in Figure 9. As can be seen from the figure, the process material obeyed the Hall-Petch relationship, that is, hardness typically increases with decreasing grain size.
Application of ECAP techniques in manufacturing
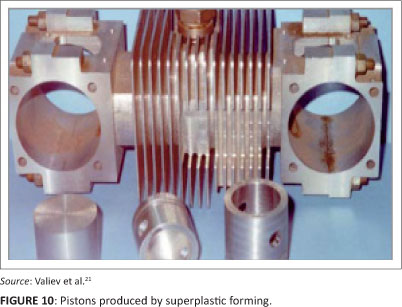
Processing by ECAP is now being used for the manufacture of ultra-fine grained structures for different materials. High-strength semi-finished products produced from aluminium that has undergone ECAP can be used in the aerospace, power and automotive industries. These products include fasteners likes screws, screw rivets used in the assembly of aluminium components for aircraft and other structures, elements for aircraft fuselages (stringers, skin plates, etc.), sections of various size and shape and sheets for assemblies operating in corrosive environments and at cryogenic temperatures, and complex-shaped parts produced by superplastic forming (Figure 10).
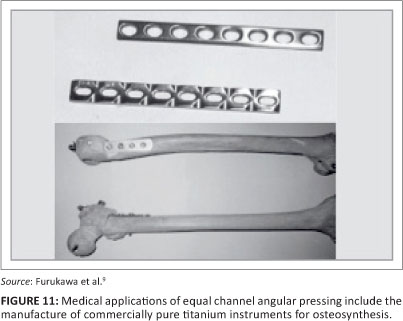
ECAP is also being used in the fabrication of long rods of nanostructured titanium materials for medical applications (Figure 11) by combining the process with other techniques like rolling, forging or extrusion. ECAP is also used in traumatology and orthopaedics (for the manufacture of prosthetic devices for the knee, spine and hip, and plates, nails, screws and other instruments), in stomatology (in dental implants), in oral surgery (for various fixation devices and implant instruments; Figure 12) and in cardiovascular surgery (for the manufacture of cardiac valves).21

ECAP techniques are also being used for the fabrication of materials for microelectromechanical systems and shape memory alloy applications. ECAP is also used in the production of high-performance mountain bicycles and automotive components where weight consideration is needed.
In addition, ECAP reduces material waste; the material utilisation rate is very high in the ECAP process - typically exceeding 90%.6
Summary and conclusion
The ECAP technique is now recognised for achieving very significant grain refinement of ultra-fine grained materials which, at present, have unique mechanical properties. The technique is also used as a basic principle for microstructural refinement. Several factors influence the workability and the microstructural characteristics of equal channel angular pressed materials; these factors are associated directly with the experimental ECAP facility and include the angles within the die between the two parts of the channel and the outer arc of curvature where the channels intercept. Experimental factors like the speed and temperature of pressing influence the grain refinement and the homogeneity of the microstructures and textures of the pressed material. Other factors that affect grain refinement are the processing route and the total number of passes that the sample undergoes.
We investigated the hardness and microstructure of the grain refinement of a copper alloy undergoing ECAP. The results showed that the grains became gradually more refined and the hardness increased as they underwent further processing. From a practical point of view, it is important to mention that recent studies have shown great potential for the use of severe plastic deformation processing, especially ECAP, in industrial applications. The ECAP technique is being used in the manufacture of many materials within the medical equipment, automotive, microelectromechanical and shape memory alloy industries. Extensive research is currently underway on the commercial production of ultra-fine grained materials using the ECAP technique.
Acknowledgements
This project was supported by a grant from Prof. Graeme J. Oliver of the Department of Mechanical Engineering, Cape Peninsula University of Technology. Prof. Oliver also co-supervised the study, which formed part of K.O.S.'s DTech degree. K.O.S. also acknowledges his postdoc advisor, Dr Andre van der Merwe of the Department of Industrial Engineering at Stellenbosch University.
Competing interests
We declare that we have no financial or personal relationships which may have inappropriately influenced us in writing this paper.
Authors' contributions
K.O.S. performed the experiments and wrote the manuscript under the supervision of O.D.M. and G.J.O.
References
1. Gleiter H. Nanostructured materials: Basic concepts and microstructure. Acta Mater. 2001;48:29. [ Links ]
2. Valiev RZ. Paradoxes of severe plastic deformation. Adv Eng Mater. 2003;5(5):296-300. http://dx.doi.org/10.1002/adem.200310089 [ Links ]
3. Kumar KS, Swygenhoven H, Suresh S. Mechanical behaviour of nanocrystalline metals and alloys. Acta Mater. 2003;51:5743-5774. http://dx.doi.org/10.1016/j.actamat.2003.08.032 [ Links ]
4. Langdon TG. Processing by severe plastic deformation: Historical developments and current impact. Materials Science Forum. 2011;667-669:9-14. http://dx.doi.org/10.4028/www.scientific.net/MSF.667-669.9 [ Links ]
5. Azushima A, Kopp R, Korhonen A, et el. Severe plastic deformation (SPD) processes for metals. CIRP Annals - Manufacturing Technology. 2008;57:716-735. [ Links ]
6. Valiev RZ, Langdon TG. Principles of Equal Channel Angular Pressing as a processing tool for grain refinement. Prog. Mater. Sci. 2006;51:881-981. http://dx.doi.org/10.1016/j.pmatsci.2006.02.003 [ Links ]
7. Iwahashi Y, Horita Z, Nemoto M, Langdon TG. The process of grain refinement in equal-channel angular pressing. Acta Mater. 1998;A382(1-2):30-34. [ Links ]
8. Nakashima K, Horita Z, Nemoto M, Langdon TG. Development of a multi-pass facility for equal-channel angular pressing to high total strains. Mater Sci Eng A. 2001;281(1-2):82-87. http://dx.doi.org/10.1016/S0921-5093(99)00744-3 [ Links ]
9. Furukawa M, Horita Z, Nemoto M, Langdon TG. The use of severe plastic deformation for microstructural control. Mater Sci Eng A. 2002;324:82-89. http://dx.doi.org/10.1016/S0921-5093(01)01288-6 [ Links ]
10. Ma E. Eight routes to improve the tensile ductility of bulk nanostructured metals and alloys. J Miner Metall Mater Soc. 2006;58:49-53. http://dx.doi.org/10.1007/s11837-006-0215-5 [ Links ]
11. Rosochowski A, Olejnik L. Numerical and physical modelling of plastic deformation in 2-turn equal channel angular extrusion. J Mater Proc Tech. 2002;125-126:209-316. [ Links ]
12. Yamashita A, Yamaguchi D, Horita Z, Langdon TG. Influence of pressing temperature on microstructural development in equal channel angular pressing. Mater Sci Eng A. 2000;287:100-106. http://dx.doi.org/10.1016/S0921-5093(00)00836-4 [ Links ]
13. Lowe TC, Valiev RZ. The use of severe plastic deformation techniques in grain refinement. J Miner Metall Mater Soc. 2004;56(10):64-68. http://dx.doi.org/10.1007/s11837-004-0295-z [ Links ]
14. Gleiter H. Nanocrystalline materials. Prog Mater Sci. 1989;33(4):223-231. http://dx.doi.org/10.1016/0079-6425(89)90001-7 [ Links ]
15. Valiev RZ, Aleaxandrov IV, Zhu YT, Lowe TC. Paradox of strength and ductility in metals processed by severe plastic deformation. J Mater Res. 2002;7(1):5-8. http://dx.doi.org/10.1557/JMR.2002.0002 [ Links ]
16. Nieman GW, Weertman JR, Siegel RW. Mechanical behaviour of nanocrystalline metals. Nanostruct Mater. 1992;1(2):185-190. [ Links ]
17. Sanusi KO, Oliver GJ. Effects of grain size on mechanical properties of nanostructured copper alloy by severe plastic deformation (SPD) process. J Eng Design Technol. 2009;7(3):335-341. http://dx.doi.org/10.1108/17260530910998721 [ Links ]
18. Carlton CE, Ferreira PJ. What is behind the inverse Hall-Petch effects in nanocrystalline materials? Acta Mater. 2007;55:3749. http://dx.doi.org/10.1016/j.actamat.2007.02.021 [ Links ]
19. AnalySIS V. Version 5.1. Munster: Olympus Soft Imaging Solutions. [ Links ]
20. Valiev RZ, Korznikov AV, Mulyukov RR. Structure and properties of ultrafine-grained materials produced by severe plastic deformation. Mater Sci Eng A. 1993;168(2):141-148. http://dx.doi.org/10.1016/0921-5093(93)90717-S [ Links ]
21. Zhernakov VS, Yakupo RGV. Calculation of bolt and rivet type connections at high temperatures and dynamic loads. Moscow: MAI; 1997. [ Links ]
 Correspondence to:
Correspondence to:
Kazeem Sanusi
Department of Civil and Chemical Engineering
Unisa, Florida campus
Florida 1709, South Africa
Email: sanusik@gmail.com
Received: 11 Apr. 2010
Accepted: 07 Nov. 2011
Published: 02 Oct. 2012
Note: Kazeem O. Sanusi is presently affiliated with the Department of Civil and Chemical Engineering, Unisa, South Africa
© 2012. The Authors. Licensee: AOSIS OpenJournals. This work is licensed under the Creative Commons Attribution License.


{kind=link}
{kind=link}