










Serviços Personalizados
Artigo
 Inglês (pdf)
Inglês (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
Indicadores

Links relacionados
-
 Citado por Google
Citado por Google -
 Similares em Google
Similares em Google
Compartilhar

 Permalink
PermalinkSouth African Journal of Science
versão On-line ISSN 1996-7489
versão impressa ISSN 0038-2353
S. Afr. j. sci. vol.107 no.5-6 Pretoria Mai./Jun. 2011
http://dx.doi.org/10.4102/sajs.v107i5/6.513
RESEARCH ARTICLE
The effect of work accidents on the efficiency of production in the coal sector
Yaşar Kasap
Department of Mining Engineering, Dumlupinar University, Kutahya, Turkey
ABSTRACT
In comparison with other sectors, mining is one of the sectors with the highest rates of work accidents. Such accidents negatively affect a country's economy by wasting domestic resources and causing losses of both labour force and working days. What distinguishes mining from other branches of industry is that its working environments change continually and the working conditions are particularly harsh. Because of the practice of labour-intensive underground production methods, which leads to an increase in risk factors in terms of work accidents, and the fact that coal is a leading resource in meeting the ever-increasing demand for energy, this study investigated how work accidents affected the efficiency of production in the Turkish Hard Coal Enterprise (TTK) between 1987 and 2006. Using data envelopment analysis, the overall sources of technical inefficiency in the years examined were determined. The results from this analysis revealed that the overall technical efficiency was as low as 69.7%, particularly as a result of the disaster in 1992; work accidents therefore had a negative effect on production efficiency. The greatest degree of pure technical inefficiency was found to have occurred in the period between 1992 and 2000, when the highest number of work accidents were noted, whilst the greatest degree of scale inefficiency was found to have occurred between 1987 and 1993. Because TTK has a prominent position among institutions and attaches great importance to workers' health and safety, an increase was noted in efficiency scores after 1993.
Introduction
As a consequence of rapid population growth, urbanisation, industrialisation and the increasing level of living standards seen in Turkey and all around the world, operations have been carried out in order to increase production in the coal mining sector, which is a leading resource in meeting the ever-increasing demand for energy. The unexpected and undesirable incidents taking place during these operations in relation to work safety jeopardise work productivity and the company itself and cause financial losses.
The economic losses caused by work accidents are significant not only in terms of pensions for incapacity for work and treatment costs, but also in terms of loss of production, disruptions in production schedules and damage to machinery and other production equipment. However, the only asset that cannot be substituted is human life and the pain suffered as a result of accidents at work.
Also, as a result of such accidents, other factors like workers having to help the injured and the involvement of observing personnel and administrators, all lead to a waste of labour and time, and therefore slow down production. Accidents negatively affect the mood and motivation levels of workers, which leads to qualitative and quantitative decreases in production. Furthermore, replacing an injured worker with a new worker who requires training in the desired skills brings additional costs to the company.
As one of the factors decreasing a country's productive capacity, work accidents play an extremely negative role in national progress and welfare.1
Tong and Ding2 examined the inputs used for the safety measurements against work accidents in China in 2008, using the Charnes, Cooper and Rhodes (CCR) model of data envelopment analysis (DEA). They concluded, as a result of the optimisation performed, that expended funds could have been saved, the need for safety management and technical staff could have been eliminated and working hours devoted to safety could have been reduced.
Developed in 1978 by Charnes et al.3 following Farrel's (1957)4 suggestion that the actual production function of the units subject to efficiency measurement could never be known, DEA is a mathematical programming based technique that makes it possible to evaluate multiple variables and constraints together, independent of measurement units. Despite its common use in other sectors dating back to 1957, DEA has a relatively shorter history in the mining sector.
Kecojevic et al.5 statistically analysed the relationships between work-related fatalities and equipment in the mining sector and reported that equipment-related deaths rose from 37% to 88% between 1995 and 2005. The relationship between working experience and the number of workers killed in equipment-related incidents also was examined and it was noted that workers with less than 5 years of proper mining experience constituted 44% of all fatalities. Sarı et al.6 collected the accident logs of coal-mining companies with two different layouts and, by using statistical analyses, they determined the effects of mining methods on safety and productivity. They observed that mechanised layouts resulted in fewer accidents, because safety and productivity were more developed within these layouts. They also noted that the highest accident rate in both methods was for middle-aged workers.
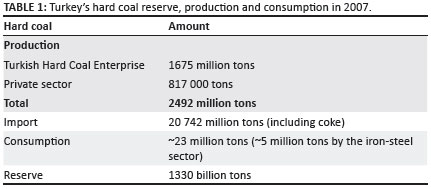
Despite the danger of global warming, 41% of electricity around the world today is still generated by coal-fired thermal power plants. However, the increasing production and use of petrol and the emergence of alternative energy sources like nuclear energy and natural gas have considerably decreased the importance and use of coal. Although the amount of coal used for producing a unit of steel has decreased when compared to the past (630 kg coal for 1 ton of steel), 70% of world steel production today is realised by using coal and coke, which makes hard coal an essential input for the sector. Hard coal has a strategic significance as a source of energy and as a raw material for the iron and steel industry because of its high calorific score (5700 kcal/kg).7 Table 1 summarises the figures for Turkey's hard coal reserves, production and consumption in 2007. In addition to the Turkish Hard Coal Enterprise (TTK), production is also carried out by the private sector. The hard coal production process involves labour-intensive underground production methods that increase the risk factors for work accidents.
The geological and tectonic characteristics of the reservoir processed by TTK make it unsuitable for full mechanisation. Advancing-caving longwall production is generally employed within the reservoir, whilst retreating-caving longwall mining is preferred in layouts where there is a danger of fire, and pneumatic (high pressure air blasting) mining is used in veins with high degrees of slope. Face lengths may vary between 100 m and 150 m, depending on the vein angle. Digging is generally performed with pick hammers and explosives (dynamite) are used in veins that are too hard to dig. Ground support materials are mainly pit timbers and chocks, although some supports use hydraulic support steel props. Face-parallel ground support is also generally used. Coal transport within the face is carried out by means of fixed chutes or chain conveyors, depending on the seam slope. More than 20 coal seams, which have varying ranges of thickness, slope and discontinuity, are currently operated at levels between 155 m and -550 m elevation. The average operating depth is -350 m. The run-of-mine (unwashed) coal educted in casts is washed and enriched in washery units and then marketed with various grain thicknesses, humidities, ash contents and calorific scores.
Of the 1.5 to 2 million tons of washed coal produced by TTK over the last few years, approximately 66% was sold to the Çatalağzı Thermal Plant, 21% was sold to iron and steel plants, 6% was sold to cement, tea, sugar and other factories and 7% was marketed for heating purposes. In order to realise this level of production, an ~ 7500-m gallery (in stone) and a 11 500-m bottom road (in coal) are excavated. The length of the underground gallery network still kept open today is about 300 km.8
Because of the importance of coal as a safe and economical fuel to meet the ever-increasing demand for energy, this study investigated how work accidents in the Turkish Hard Coal Enterprise affected productivity and productive efficiency, using DEA, a non-parametric efficiency measurement method.
Methods
Problem formulation and mathematical model
This study determined the effects of work accidents on productivity and production efficiency of the Turkish Hard Coal Enterprise between 1987 and 2006. Gaining maximum output with a certain amount of input or producing a certain combination of output by using minimum input is called efficiency. The general algebraic modelling system (GAMS) programme, on which DEA (a non-parametric efficiency measurement method) is based, is used in analysing linear programming models. In other words, DEA is a linear programming based technique aimed at determining the relative level of efficiency of decision-making units, when it is difficult to compare multiple inputs and outputs measured with different scales or those with different measurement units. Also, unlike parametric techniques, DEA does not require a structural form and it performs the comparison according to the best technological application rather than an average one.9,10,11
Used for comparative efficiency analysis, this method first involves enveloped surfaces (efficient frontier), including linear combinations, and efficient observations of decision-making units (DMUs) that carry out the same production activities. As can be seen in Figure 1, efficiency scores are calculated with the radial distances of inefficient units within the enveloped surface from the centre.12
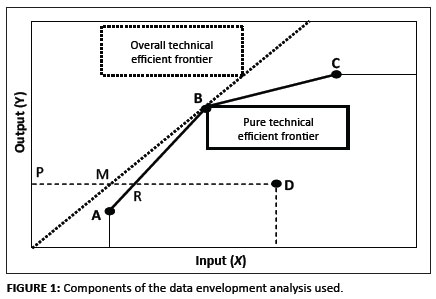
As shown in Figure 1, overall technical efficiency (OTE), pure technical efficiency (PTE) and scale efficiency (SE) can be calculated by:

The CCR model, on which DEA is based, and which was developed by Charnes et al. (1978) under the assumption of constant return to scale, is used to determine the scores for OTE. In the constant return to scale, any radial increase in input vector (an increase of all the input compounds by the same percentage) yields a radial increase in output vector by the same percentage. In other words, variations in production scale do not affect productivity. As shown in Figure 1, the units remaining under the frontier in terms of forming the appropriate OTE frontier, combining the efficient units (M and B DMUs) with the origin, are regarded as overall technical inefficiency.
The Banker, Charnes and Cooper (BCC) model, which was developed by Banker et al.13 by adding a convexity constraint (Σk . λk = 1 constraint) to the CCR model, is used to determine PTE scores. As can be seen in Figure 1, the efficiency frontier in the BCC model is scanned by a 'concave envelope' that displays a piecewise linear structure. Because of this feature it has 'variable return to scale' characteristics. Variable return to scale theory assumes that variations in the production scale affect efficiency. When any radial increase in the input vector brings about a radial increase in the output vector by a lower (or higher) percentage, decreasing (or increasing) return to scale is considered. As Figure 1 shows, a PTE frontier consists of points A, R, B and C. Point D, on the other hand, which is outside of both frontiers, indicates both an overall inefficient and a pure technically inefficient unit.
'Increasing return to scale' is shown by line segments AR and RB and 'decreasing return to scale' by line segment CB. Point B, however, which is located at the intersection point of the efficiency frontier identified by the CCR and BCC models and which is relatively the safest point, indicates 'constant return to scale' and has the most productive scale value as defined by the BCC model.14,15
Once the technical efficiency score has been determined, it is possible to determine the scale efficiency score. The DMU's ability to produce the maximum possible output by optimal use of the input combination it possesses is defined as 'pure technical efficiency' and the ability to carry out production on the appropriate scale is defined as 'scale efficiency' (SE). Finally, the overall efficiency score is gained by multiplying the scores for these two efficiencies9:

Pure technical inefficiency is caused by excessive input whilst scale inefficiency is caused by an inability to carry out production on the appropriate scale (Unit B in Figure 1), by the same percentage as constant return to scale.
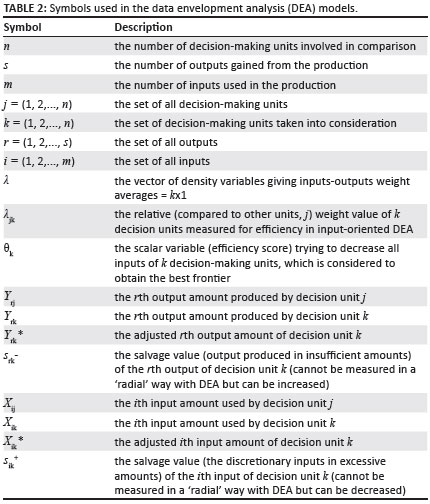
There are alternative ways in DEA to estimate the relative efficiency of decision-making units. The first, in present technology, is 'output-oriented data envelopment analysis', which makes it possible to obtain maximum output with a certain combination of inputs. The second, on the other hand, is 'input-oriented data envelopment analysis', which makes it possible to obtain a certain output with minimum input.16 As this study was aimed at exploring the effect of work accidents on production efficiency, we kept output (i.e. production) constant and inputs (e.g. accidents) at a minimum level, that is we employed input-oriented data envelopment analysis. The symbols used in the data envelopment analysis models are defined in Table 2.
Objective function
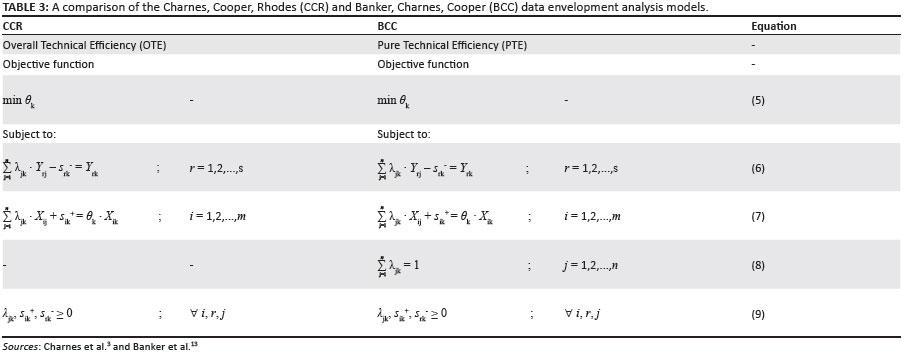
In models established for efficiency to be measured under input minimisation, the aim is to keep outputs constant and inputs at a minimum (Eqn 5). Table 3 shows a comparison of the CCR and BCC DEA models.
Subject to
Eqn 6 involves a comparison of the outputs kept constant in DEA, carried out under input minimisation. With this constraint, the rth output of each j DMU will not be greater than the maximum linear combination of the units constituting the efficient frontier. The constraints where minimisation is sought for the inputs in inefficient DMUs are shown in Eqn 7. It is possible to measure the ith input of each j DMU with a level of input lower than one formed with a weighted linear combination of the ith input used by all of the units.
Eqn 8,  λjk = 1, found in a pure technical efficiency measurement, is called the convexity constraint and causes the efficiency frontier to display characteristics of a variable return to scale. The fact that the production frontier shows variable return to scale makes it possible to determine the technical efficiency scores of the units. In order for a DMU to be considered efficient:
λjk = 1, found in a pure technical efficiency measurement, is called the convexity constraint and causes the efficiency frontier to display characteristics of a variable return to scale. The fact that the production frontier shows variable return to scale makes it possible to determine the technical efficiency scores of the units. In order for a DMU to be considered efficient:
• Optimal θk has to be equal to 1
• All slack variable scores have to be zero (sik +, srk- = 0)
The most noticeable advantage to DEA is that it is capable of defining each decision-making unit's inefficiency and the sources of this, and can thus guide managers so that inefficient units could be made efficient.9
Application of model
Data and variables
This study made use of data from TTK on work accidents between 1987 and 2006, in order to determine the effects of work accidents on productivity and production efficiency. TTK has been keeping a record of all incidents in its operations since the 1950s, by classifying the data from all work accidents and occupational diseases according to coal production levels, the cause of incidents, accident repetition and proportion, the type of injury and the necessary action taken, as well as making comparisons between previous work accidents.
Sets and parameters
The following parameters were used:
• n; the 20-year period when work accidents occurred in the TTK (1987-2006)
• s; the number of outputs gained through production (production amount of run-of-mine)
• m; the number of inputs used in production (total number of accidents, total loss of working days, the number of workers, investment expenditure)
• k = (1, 2,..., 20); the set of decision-making units considered
• j = (1, 2,..., 20); the set of all decision-making units
• r = (1); the set of all outputs
• i = (1, 2, 3, 4); the set of all inputs.
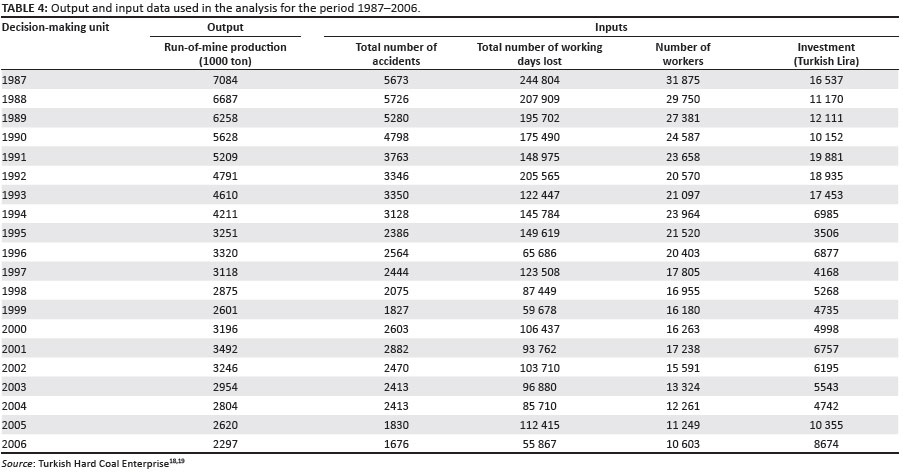
As can be seen in Table 4, considering the fact that work accidents in the coal industry occur to a great extent during the production phase, run-of-mine production amounts were taken as outputs. Four variables, on the other hand, were taken as inputs: (1) the total number of accidents, (2) the total number of working days lost, (3) the number of workers and (4) investment expenditure. The total number of accidents represents the number of work accidents underground and above ground.
Loss of working days as a result of work accidents directly and negatively affects a country's national economy. Total working days lost, according to the International Labour Organization's (ILO) regulations, is the number of days beginning from the day of the incident with temporary or permanent incapacity for work until the day when the recovery period (leave) is over. When calculating working days lost, if the injured worker has an official recovery period on the actual day and/or on the day following the incident, and if they start to work on the third day following the incident, the first two working days are not taken into consideration. However, if the deadline for the recovery period is the third working day or later and if the worker starts work then, the number of working days lost is recorded. Nearly 20% of accidents in TTK led to 0-3 working days lost. A fatal work accident is counted as 6000 lost working days in the USA and 6500 lost working days in England, but 7500 lost working days at TTK.17,18 The following formula is used by TTK to calculate the number of working days lost:
Total loss of working days = number of fatal work accidents x 7500 + number of non-fatal work accidents

Loss involving machinery, equipment and, in particular, the labour force as a result of work accidents affects production negatively. For the years analysed in this study, therefore, the number of workers employed and the level of investments needed were considered as inputs. The number of workers is represented by those working both underground and above ground. Investment (in Turkish Lira) is the investment cost for the years examined. The use of monetary scores in efficiency percentages, and comparison of these percentages with those of different periods, might be deceptive in an inflationary environment, so monetary scores were degraded based on 1987 rates.20,21
Results
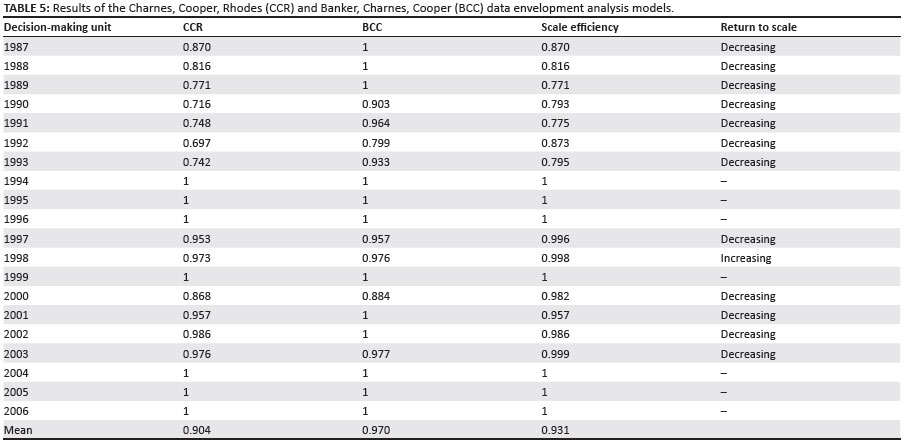
The input and output scores given in Table 4 were used in the analyses. As shown in Table 3, the CCR model, used for calculating overall technical efficiency, and the BCC model, used for calculating pure technical efficiency, were used in the linear programme designed in GAMS. Efficiency scores were estimated by dividing overall technical efficiency by pure technical efficiency (Table 5). As seen in Table 5, both pure technical inefficiency (BCC < 0) and scale inefficiency (SE < 0) were observed in 1990, 1991, 1992, 1993, 1997, 1998, 2000 and 2003.
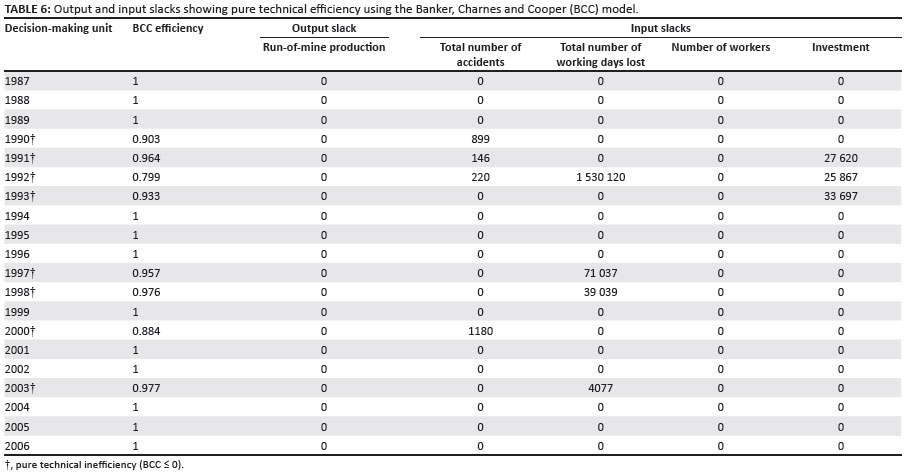
Pure technical inefficiency represents the inefficiency originating from the company's inability to produce enough, even though it was capable of producing more despite the work accidents in these years. In order for a DMU to be considered efficient, the θk value should be equal to 1 and all the slack variables should be equal to zero (sik +, srk - = 0). As shown in Table 6, the reason for the inefficiency in 1990 (BCC = 0.903), is the relatively higher number of accidents in comparison with efficient years. Despite the consequent investment, the reason for the inefficiency in 1991 was the increase in work accidents and an insufficient increase in production.
Thousands of people have been killed and tens of thousands have been injured in work accidents in TTK to date. Most of the injured have become disabled or suffer from psychological problems. The biggest and most tragic of these accidents was the firedamp disaster in TTK's Kozlu branch in 1992. In fact, in 1992, when the greatest inefficiency (BCC = 0.799) was observed, according to the analysis results, the number of accidents rose as a result of the disaster in comparison with other years, the loss of working days increased as a consequence of the number of fatalities and consequently the investment required for the continuation of production went up. Inefficiency occurred as the number of the inputs taken into consideration increased.
Although all chimney outlets and air intakes were closed with concrete following the work accident in that year, it became necessary to inject water into the 550 codes when the fire could not be put out. Subsequently, because the wells had not been opened for a long time, several negative conditions emerged, such as corrosion and heavy damage to ground supports. The dramatic decline in the number of mining workers over the years and the efforts to start production immediately obscured long-term rehabilitation operations in terms of failures or collapses, and therefore led to an increase in work accidents and a decline in production.22
Furthermore, it was determined that the inefficiency in 1993 was brought about by the increase in investment cost. Also, the impact of the disaster in 1992 was still observed in 1993. As can be seen in Table 6, the inefficiencies identified in 1997, 1998 and 2003 were caused by the excessive loss of working days in comparison with other years. After 1992, the second greatest inefficiency occurred in 2000 (BCC = 0.884). The inefficiency in this year seems to have been produced by the high number of total accidents.
As shown in Table 5, inefficiencies were observed in 1987, 1988, 1989, 1990, 1991, 1992, 1993, 1997, 2000, 2001, 2002 and 2003. The scale inefficiency refers to the fact that production cannot be achieved at a level as great as the most productive scale among DMUs (both pure technical active and scale active units). That is, in these years, parallel to the decrease in production, the increase in work accidents and loss of working days resulted in scale inefficiency. In order to achieve production in the most productive scale, on the other hand, decreasing return to scale (that is, a decreasing input increase compared to an output increase) is required. Again in 1998, which is scale inefficient, increasing return to scale is required (that is, an increase in production despite accidents).
Whilst pure technical efficiency (BCC = 1) was identified in 1987, 1988, 1989, 1991, 2001 and 2002, overall technical inefficiency (CCR < 0) occurred as a result of scale inefficiency. The level of the production achieved in the 20-year study period is what the work accidents and losses of working days permitted. However, it is clear that the company branches were not able to perform at an optimum level. When the scale is reduced by maintaining the technical efficiency during these years (a decreasing return to scale), it will be possible to observe an increase in productivity. Considering the amount of production gained, it could be suggested that the relevant work accidents, loss of working days and investment cost, that is the inputs, increased in comparison with the increase in output, were found to be in excessive amounts and therefore had a negative impact on productivity. Because:

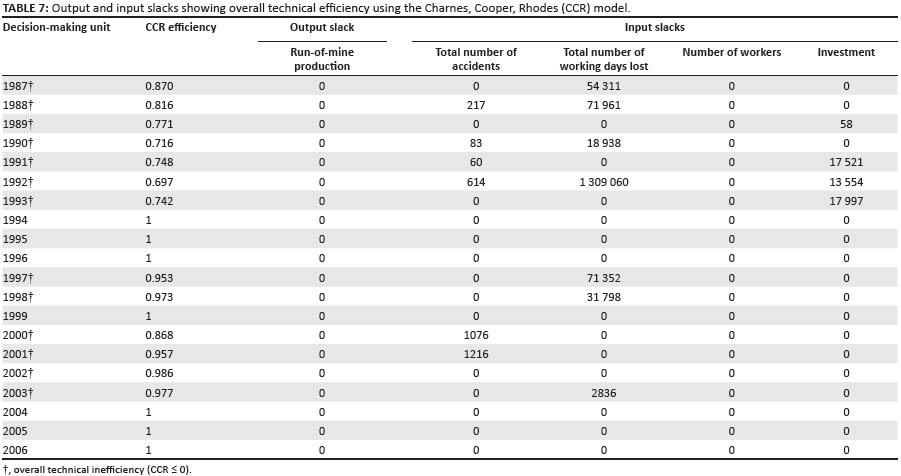
as can be seen in Table 4, the years 1994, 1995, 1996, 1999, 2004, 2005 and 2006 were both scale and technically efficient years. It could be suggested that overall technical efficiency could definitely be achieved in these years (their efficiency scores were equal to 1 and their output and input slacks, given in Table 7, were zero). The fact that overall technical efficiency could have been achieved in these years indicates that TTK carried out production at the most appropriate level, despite the work accidents during those periods. As can be seen in Table 5, efficiency scores tended to increase from 1993. This finding could indicate that TTK made considerable efforts to improve work safety and workers' health.
The greatest threat in collieries where underground production methods are practised is firedamp explosions. By means of the Central Gas Monitoring Station, which was activated after the 1992 firedamp disaster in TTK, sudden gas increases are monitored and all power to machinery is cut immediately in the case of danger. The company has high-tech measuring devices for gas, dust, heat, light and noise, and 86% of the company's equipment is methane-measuring devices with audio and visual alarm systems. Every mining engineer and attendant working underground has a methane measuring device and every worker working underground has a gas mask.
In hard coal mining, in addition to firedamp explosions, the decrease in pressure in collieries, especially during the coldest months of the year, increases gas condensation and this brings about the danger of colliery fires. By designing underground water dams and making use of stone dust, TTK tries to take necessary action against fatalities and injuries.23,24 The new safety precautions and inspections seem to have proven effective against fatal methane and coal dust explosions. However, there are still seemingly unimportant accidents which affect the company and workers negatively, such as loose rock falls, back injuries and other injuries caused during the use of equipment.25
Sensitivity analysis
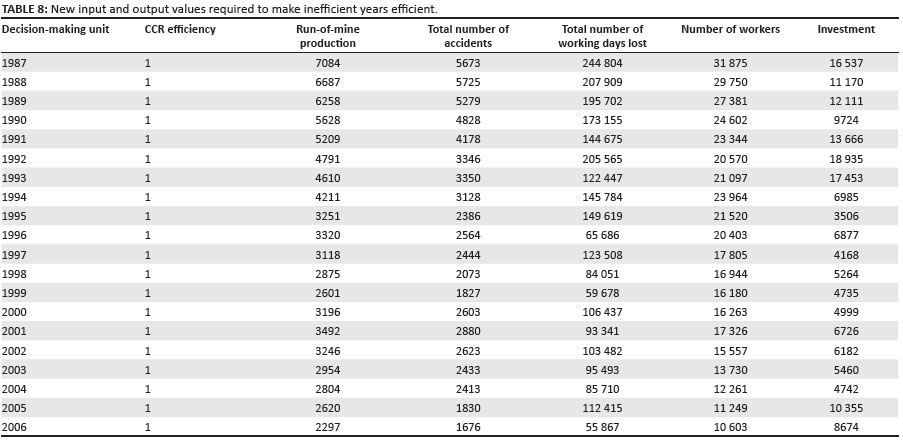
One of the biggest advantages of data envelopment analysis is the fact that the sensitivity analyses conducted make it possible to make suggestions for the mine manager. With the help of such sensitivity analyses for overall technically inefficient (CCR) years, it will be possible to achieve efficiency in both pure technically inefficient (BCC) and scale inefficient years. Using Eqn 12 and Eqn 13, it is possible to determine the input and output scores required to make the efficiency score of the inefficient years in input-oriented CCR DEA.

Table 8 shows that there has been no variation in the amount of the run-of-mine regarded as output. In this study, the aim was to keep outputs constant and inputs at a minimum level (input-oriented DEA). Total number of accidents, total number of working days lost and investment costs all need to be reduced for inefficient years to be made efficient. Table 8 presents the new input and output values required to make inefficient years at TTK efficient. If the number of accidents, lost working days and investment costs in inefficient years were lower when compared to the actual production level, it would be possible to reach overall technical efficiency.
Discussion and conclusion
This study investigated the effects of work accidents that occurred between 1987 and 2006 on production and production efficiency in TTK, where labour-intensive underground production methods are used. The investigation used DEA because it is independent of measurement units and allows for comparison of multiple inputs and outputs. Unlike parametric techniques, DEA does not require a structural form and it performs a comparison according to the best technological applications. It also allows for suggestions for the mine manager to be made, by means of sensitivity analyses.
Using these analyses, the overall technical efficiency (by the CCR method) and pure technical efficiency (by the BCC method) scores were determined first and, by comparing these scores with each other, this then provided information concerning scale efficiency.
It was also determined that the overall technical inefficiencies in 1990, 1991, 1992, 1993, 1997, 1998 and 2000 were as a result of both pure technical inefficiency (BCC < 0) and scale inefficiency (SE < 0). Pure technical inefficiency represents the inefficiency originating from the company's inability to produce enough, even though it is capable of producing more despite the work accidents in these years.
The findings from the analysis revealed that the number of accidents increased as a consequence of the great disaster at the TTK Kozlu branch in 1992, when the greatest inefficiency (BCC = 0.799) was observed. This disaster led to an increase in the loss of working days and in the amount of the investment required for continuation of production. The second greatest inefficiency occurred in 2000 (BCC = 0.884). It was concluded that the inefficiency in this year was caused by the high number of work accidents.
Scale inefficiency means that production cannot be achieved at as great a level as the most productive scale among DMUs (both pure technical active and scale active units); that is, the increase in the number of accidents in these years is greater than the increase in production. Scale inefficiency was observed in 1987, 1988, 1989, 1990, 1991, 1992, 1993, 1997, 1998, 2000, 2001, 2002 and 2003. In order to achieve production at the most productive scale, on the other hand, input increase should be lowered in comparison to output increase. Even though 1998 was scale inefficient, it was required that production should increase in spite of the number of accidents.
When the means of efficiency were examined, it was determined that 9.6% (1.000 - 0.904 = 0.096) was as a result of overall technical inefficiency whilst pure technical inefficiency and scale inefficiency contributed 3% and 3.2%, respectively. Although the company was capable of producing more despite the work accidents in the years examined, it did not produce enough nor achieve a level of production at the most productive scale.
The general increase in efficiency scores commencing in 1993 indicates that TTK made considerable efforts to improve work safety and workers' health. By means of the Central Gas Monitoring Station, which was established to counteract the 1992 firedamp disaster in TTK, sudden gas increases are monitored and all mining engineers and attendants working underground have methane-measuring devices and all underground workers have gas masks. Underground water dams are designed against the danger of colliery fires caused by pressure decreases in casts and stone dust is used to prevent fires from spreading. The new safety precautions and inspections ensure that there are no more fatal methane and coal dust explosions, but there are still seemingly unimportant accidents, such as loose rock falls, back injuries and other injuries caused during the use of equipment that negatively affect the company and its workers.
References
1. isguvenligi.net (homepage on the Internet). c2002 (cited 2010 July 06). Available from: www.isguvenligi.net/index.php?option=com_content&task=view&id=39
2. Tong L, Ding R. Efficiency assessment of coal mine safety input by data envelopment analysis. J China Univ Min Technol. 2008;18:88-92. doi:10.1016/S1006-1266(08)60019-X [ Links ]
3. Charnes A, Cooper W, Rhodes E. Measuring the efficiency of decision making units. Eur J Oper Res. 1978;2(6):429-444. doi:10.1016/0377- 2217(78)90138-8 [ Links ]
4. Farrel MJ. The measurement of productivity efficiency. J R Stat Soc. 1957;120:253-290. doi:10.2307/2343100 [ Links ]
5. Kecojevic V, Komljenovic D, Groves W, Radomsky M. An analysis of equipment-related fatal accidents in U.S. mining operations: 1995-2005. Saf Sci. 2007;45:864-874. doi:10.1016/j.ssci.2006.08.024 [ Links ]
6. Sarı M, Düzgün HSB, Karpuz C, Selçuk AS. Accident analysis of two Turkish underground coal mines. Saf Sci. 2004;42:675-690. doi:10.1016/j. ssci.2003.11.002
7. Chamber of Mining Engineers of Turkey (TMMOB). Taşkömürü Raporu 2010. Ankara: Chamber of Mining Engineers of Turkey; 2010. [ Links ]
8. Turkish Hard Coal Enterprise (homepage on the Internet). c2009 (cited 2010 May 20). Available from: www.taskomuru.gov.tr/index.php?page=sayfagoster&id=25
9. Kasap Y. [Development of efficiency and productivity of coal mining in Turkey: Data envelopment analysis.] PhD thesis, Eskisehir, Eskisehir Osmangazi University, 2008. Turkish. [ Links ]
10. Grosskopf S. The role of reference technology in measuring productive efficiency. Econ J. 1986;96(382):499-513. doi:10.2307/2233129 [ Links ]
11. Seiford LM. Data envelopment analysis: The evolution of the state of the art (1978-1995). J Prod Anal. 1996;7:99-137. doi:10.1007/BF00157037 [ Links ]
12. Muniz MA. Separating managerial inefficiency and external conditions in data envelopment analysis. Eur J Oper Res. 2002;143:625-643. doi:10.1016/ S0377-2217(01)00344-7 [ Links ]
13. Banker RD, Charnes A, Cooper WW. Some models for estimating technical and scale inefficiencies in data envelopment analysis. Manage Sci. 1984;30(9):1078-1092. doi:10.1287/mnsc.30.9.1078 [ Links ]
14. Aydemir ZC. [Relative productivity of the resource utilisation in provinces under the regional competitiveness: Data envelopment analysis application.] Specialty thesis, Ankara, T.R. Prime Ministry State Planning Organisation, 2002. Turkish. [ Links ]
15. Tarım A. Data envelopment analysis: Mathematical programming approach to relative efficiency measurement. No. 15. Ankara: Turkish Court of Accounts Publications; 2001. Turkish.
16. Al-Shammari M. Optimization modeling for estimating and enhancing relative efficiency with application to industrial companies. Eur J Oper Res. 1999;115:488-496. doi:10.1016/S0377-2217(98)00025-3 [ Links ]
17. Urun Internet Newspaper [newspaper online]. No date [cited 2010 July 08]. Available from: www.urundergisi.com/makaleler.php?ID=1663. [ Links ]
18. Turkish Hard Coal Enterprise (TTK). [Workplace Safety and Education Department activities.] Zonguldak: TTK Workplace Safety and Education Department; 2007. Turkish. [ Links ]
19. Turkish Hard Coal Enterprise [homepage on the Internet]. c2009 [cited 2010 May 20]. Available from: www.taskomuru.gov.tr. [ Links ]
20. Chamber of Certified Public Accountants of Ankara [document on the Internet]. No date [cited 2010 July 10]. Available from: www.asmmmo.org.tr/docs/Tefe-Tufe.xls [ Links ]
21. MaliyetBul [homepage on the Internet]. c2010 [cited 2010 July 10]. Available from: www.maliyetbul.com/ha09-10-TEFE-endeksleri-tablosu.php [ Links ]
22. Gurhan F, Tasyurek M, Orhun HH, et al. Work environment. c1999 [cited 2010 July 10]. Available from: www.isguvenligi.net/co/calisma_ortami43.pdf [ Links ]
23. Buzkan S. [The factors affecting the fatality ratios at Zonguldak Hardcoal Region.] MSc thesis, Istanbul, Istanbul University Institute of Social Sciences, 1989. Turkish. [ Links ]
24. Chamber of Mining Engineers of Turkey (homepage on the Internet). c2006 (cited 2010 July 28). Available from: www.maden.org.tr/genel/bizden_detay.php?kod=4401&tipi=6&sube=025.
25. Arık B, ve Akçın NA. [The prevention of occupational accidents and application of job safety analysis methods.] Paper presented at: the 13th Turkish Coal Congress. Proceedings of the 13th Turkish Coal Congress; 2002 May 29-31; Zonguldak, Turkey. Kızgut S, Cuhadaroğlu D, Genis M, editors. Zonguldak: UCEAT Zonguldak Branch of Chamber of Mining Engineers; 2002. Turkish
 Correspondence to:
Correspondence to:
Yaşar Kasap
Postal address: Dumlupınar Universitesi, Muhendislik Fakultesi, Maden Muh
Tavsanli Yolu 10. km, 43100
Kutahya, Turkiye
Email: ykasap@dumlupinar.edu.tr
Received: 09 Nov. 2010
Accepted: 08 Feb. 2011
Published: 19 May 2011
© 2011. The Authors. Licensee: OpenJournals Publishing. This work is licensed under the Creative Commons Attribution License.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}